–¶–Т–Х–Ґ–Э–Ђ–Х –У–Ю–†–ѓ–І–Ш–Х –≠–Ь–Р–Ы–Ш –Ш –Ґ–Х–•–Э–Ю–Ы–Ю–У–Ш–ѓ –•–£–Ф–Ю–Ц–Х–°–Ґ–Т–Х–Э–Э–Ю–У–Ю –≠–Ь–Р–Ы–Ш–†–Ю–Т–Р–Э–Ш–ѓ

–Р.–Ѓ. –Х–Ь–Х–Ы–ђ–ѓ–Э–Ю–Т, –Х.–Т. –Х–Ь–Х–Ы–ђ–ѓ–Э–Ю–Т–Р,
–Ф.–Т. –°–Ь–Ю–Ы–ђ–Э–ѓ–Ъ–Ю–Т, –Ґ.–Э. –§–Х–Ф–ѓ–Х–Т–Р
–¶–Т–Х–Ґ–Э–Ђ–Х –У–Ю–†–ѓ–І–Ш–Х –≠–Ь–Р–Ы–Ш –Ш –Ґ–Х–•–Э–Ю–Ы–Ю–У–Ш–ѓ
–•–£–Ф–Ю–Ц–Х–°–Ґ–Т–Х–Э–Э–Ю–У–Ю –≠–Ь–Р–Ы–Ш–†–Ю–Т–Р–Э–Ш–ѓ
–°–Њ–і–µ—А–ґ–∞–љ–Є–µ
1.–Т–≤–µ–і–µ–љ–Є–µ.
1.1. –Ш—Б—В–Њ—А–Є—П —Н–Љ–∞–ї–Є.
2. –Ґ–µ—Е–љ–Є—З–µ—Б–Ї–∞—П —З–∞—Б—В—М.
2.1 –Њ–±—Й–Є–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–µ —Б–≤–µ–і–µ–љ–Є—П.
2.2. –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ —Н–Љ–∞–ї–Є.
2.3. –Э–µ–Ї–Њ—В–Њ—А—Л–µ —Д–Є–Ј–Є–Ї–Њ-—Е–Є–Љ–Є—З–µ—Б–Ї–Є–µ —Б–≤–Њ–є—Б—В–≤–∞ —Н–Љ–∞–ї–Є.
3. —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–∞—П —З–∞—Б—В—М.
3.1 –Ш–љ—Б—В—А—Г–Љ–µ–љ—В—Л —Н–Љ–∞–ї—М–µ—А–∞.
3.2. –Я–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М –њ—А–Њ—Ж–µ—Б—Б–∞ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П.
4. –†–∞–Ј–ї–Є—З–љ—Л–µ —В–µ—Е–љ–Є–Ї–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П.
4.1. –ґ–Є–≤–Њ–њ–Є—Б–љ–∞—П —Н–Љ–∞–ї—М.
4.2. –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–∞—П —Н–Љ–∞–ї—М (—Н–Љ–∞–ї—М –њ–Њ —Б–Ї–∞–љ–Є).
4.3. –≤—Л–µ–Љ—З–∞—В–∞—П —Н–Љ–∞–ї—М.
4.4. –Ю–±—А–∞–±–Њ—В–Ї–∞ —О–≤–µ–ї–Є—А–љ—Л—Е —Н–Љ–∞–ї–µ–є –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞.
5. –Ц–Є–≤–Њ–њ–Є—Б–љ–∞—П —Н–Љ–∞–ї—М, —А–Њ—Б–њ–Є—Б—М –љ–∞–і–≥–ї–∞–Ј—Г—А–љ—Л–Љ–Є –Ї—А–∞—Б–Ї–∞–Љ–Є.
6. –Ш—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ –≤ –Ї–∞—З–µ—Б—В–≤–µ —Ж–≤–µ—В–љ—Л—Е —Н–Љ–∞–ї–µ–є —Б–Є–ї–Є–Ї–∞—В–љ—Л—Е –Ї–Њ–Љ–њ–Њ–Ј–Є—Ж–Є–є –љ–∞ –Њ—Б–љ–Њ–≤–µ —Б–Љ–∞–ї—М—В—Л –Є —Ж–≤–µ—В–љ–Њ–≥–Њ –±–Є—Б–µ—А–∞.
6.1. –Т–ї–Є—П–љ–Є–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є—Е –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ –љ–∞ —Д–Є–Ј–Є–Ї–Њ-—Е–Є–Љ–Є—З–µ—Б–Ї–Є–µ —Б–≤–Њ–є—Б—В–≤–∞ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –љ–∞ –Њ—Б–љ–Њ–≤–µ —Б–Љ–∞–ї—М—В—Л –Є –±–Є—Б–µ—А–∞.
6.2. –Т–ї–Є—П–љ–Є–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є—Е –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ –љ–∞ –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–µ —Б–≤–Њ–є—Б—В–≤–∞ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –љ–∞ –Њ—Б–љ–Њ–≤–µ —Б–Љ–∞–ї—М—В—Л –Є –±–Є—Б–µ—А–∞.
6.3. –Ш—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј—Г—О—Й–Є—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –≤ –Ї–∞—З–µ—Б—В–≤–µ –Њ—Б–љ–Њ–≤—Л –њ–Њ–і —А–∞—Б–њ–Є—Б–љ—Л–µ –Є –ґ–Є–≤–Њ–њ–Є—Б–љ—Л–µ —Н–Љ–∞–ї–Є.
–°–њ–Є—Б–Њ–Ї –ї–Є—В–µ—А–∞—В—Г—А—Л.

1. –Т–Т–Х–Ф–Х–Э–Ш–Х
–¶–µ–ї—М –і–∞–љ–љ–Њ–є —А–∞–±–Њ—В—Л – –њ–Њ–Љ–Њ—З—М –≤—Б–µ–Љ –ґ–µ–ї–∞—О—Й–Є–Љ –њ–Њ–Ј–љ–∞–Ї–Њ–Љ–Є—В—М—Б—П —Б —В–µ—Е–љ–Є–Ї–Њ–є –≥–Њ—А—П—З–µ–є —Н–Љ–∞–ї–Є –Њ—Б–≤–Њ–Є—В—М –Њ—Б–љ–Њ–≤–љ—Л–µ –њ—А–Є–љ—Ж–Є–њ—Л —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П, –Ї–∞–Ї —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї—М–љ–Њ–є –Є —Б–∞–Љ–Њ–±—Л—В–љ–Њ–є —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–є —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є. –Т —А–∞–±–Њ—В–µ –і–∞–љ –Є—Б—В–Њ—А–Є—З–µ—Б–Ї–Є–є –Њ–±–Ј–Њ—А, –њ–Њ–Ј–≤–Њ–ї—П—О—Й–Є–є –њ—А–Њ—Б–ї–µ–і–Є—В—М —А–∞–Ј–≤–Є—В–Є–µ —Н–Љ–∞–ї—М–µ—А–љ–Њ–≥–Њ –Є—Б–Ї—Г—Б—Б—В–≤–∞ –Њ—В –∞–љ—В–Є—З–љ—Л—Е –≤—А–µ–Љ–µ–љ –і–Њ —Б–µ–≥–Њ–і–љ—П—И–љ–Є—Е –і–љ–µ–є. –Т —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–Љ —А–∞–Ј–і–µ–ї–µ –і–∞–љ—Л –Љ–Є–љ–Є–Љ–∞–ї—М–љ—Л–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л–µ —Б–≤–µ–і–µ–љ–Є—П –њ–Њ —Д–Є–Ј–Є–Ї–Њ-—Е–Є–Љ–Є—З–µ—Б–Ї–Є–Љ —Б–≤–Њ–є—Б—В–≤–∞–Љ —Н–Љ–∞–ї–Є, –µ–µ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤—Г –Є —Б–Њ—Б—В–∞–≤–∞–Љ. –Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–∞—П —З–∞—Б—В—М –њ–Њ–Ј–≤–Њ–ї—П–µ—В –Њ–Ј–љ–∞–Ї–Њ–Љ–Є—В—М—Б—П —Б –љ–∞–Є–±–Њ–ї–µ–µ –њ—А–Є–Љ–µ–љ—П–µ–Љ—Л–Љ–Є —В–µ—Е–љ–Є–Ї–∞–Љ–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П, –Ї–∞–Ї –≤ —О–≤–µ–ї–Є—А–љ–Њ–Љ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ, —В–∞–Ї –Є –≤ –Њ–±–ї–∞—Б—В—П—Е –і–µ–Ї–Њ—А–∞—В–Є–≤–љ–Њ-–њ—А–Є–Ї–ї–∞–і–љ–Њ–≥–Њ –Є—Б–Ї—Г—Б—Б—В–≤–∞, –≤ —В–Њ–Љ —З–Є—Б–ї–µ —Б—В–∞–љ–Ї–Њ–≤–Њ–є —Н–Љ–∞–ї–µ–≤–Њ–є –ґ–Є–≤–Њ–њ–Є—Б–Є.
–≠–Љ–∞–ї—П–Љ–Є –њ—А–Є–љ—П—В–Њ –љ–∞–Ј—Л–≤–∞—В—М —Б—В–µ–Ї–ї–Њ–≤–Є–і–љ—Л–µ –њ–Њ–Ї—А—Л—В–Є—П –љ–∞–љ–µ—Б–µ–љ–љ—Л–µ –љ–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О –Є–ї–Є —Б—В–µ–Ї–ї—П–љ–љ—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М. –†–∞–Ј–ї–Є—З–∞—О—В —Е–Њ–ї–Њ–і–љ—Л–µ (–њ–Њ–ї–Є–Љ–µ—А–љ—Л–µ), –Є –≥–Њ—А—П—З–Є–µ —Н–Љ–∞–ї–Є. –Я–µ—А–≤—Л–є –≤–Є–і —Н–Љ–∞–ї–µ–є –ї–Є–±–Њ —Б–Њ–≤—Б–µ–Љ –љ–µ —В—А–µ–±—Г–µ—В —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–Њ–≥–Њ –≤–Њ–Ј–і–µ–є—Б—В–≤–Є—П, –ї–Є–±–Њ –њ–Њ–ї–Є–Љ–µ—А–Є–Ј—Г—О—В—Б—П –њ—А–Є –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –љ–µ–≤—Л—Б–Њ–Ї–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ (–і–Њ 200 º–°). –°–Њ–±—Б—В–≤–µ–љ–љ–Њ —Н–Љ–∞–ї—М—О –Љ—Л –±—Г–і–µ–Љ –љ–∞–Ј—Л–≤–∞—В—М –≤—В–Њ—А–Њ–є –≤–Є–і —Н–Љ–∞–ї–µ–є, —В—А–µ–±—Г—О—Й–Є–є –≤—Л—Б–Њ–Ї–Њ—В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–Њ–≥–Њ –≤–Њ–Ј–і–µ–є—Б—В–≤–Є—П (600 - 900 º–°). –±–Њ–ї—М—И–Є–љ—Б—В–≤–Њ —В–∞–Ї–Є—Е —Н–Љ–∞–ї–µ–є –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –љ–∞ –Њ—Б–љ–Њ–≤–µ –Ї—А–µ–Љ–љ–Є–µ–≤—Л—Е —Б—В–µ–Ї–Њ–ї. –Ю—В –Њ–±—Л—З–љ–Њ–≥–Њ (—В–∞—А–љ–Њ–≥–Њ) —Б—В–µ–Ї–ї–∞ —Н–Љ–∞–ї—М –Њ—В–ї–Є—З–∞–µ—В—Б—П –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ –±–Њ–ї–µ–µ –љ–Є–Ј–Ї–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–Њ–є –њ–ї–∞–≤–ї–µ–љ–Є—П (—В–∞—А–љ–Њ–µ —Б—В–µ–Ї–ї–Њ 1350 – 1500 º–°), —И–Є—А–Њ–Ї–Њ–є —Ж–≤–µ—В–Њ–≤–Њ–є –њ–∞–ї–Є—В—А–Њ–є, –њ–Њ–≤—Л—И–µ–љ–љ–Њ–є –ґ–Є–і–Ї–Њ—В–µ–Ї—Г—З–µ—Б—В—М—О, —Б—В—А–Њ–≥–Њ –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л–Љ–Є –њ–∞—А–∞–Љ–µ—В—А–∞–Љ–Є –ї–Є–љ–µ–є–љ–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П –Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–≥–Њ –љ–∞—В—П–ґ–µ–љ–Є—П.
1.1.–Ш—Б—В–Њ—А–Є—П —Н–Љ–∞–ї–Є.
–Э–∞ —Б–µ–≥–Њ–і–љ—П—И–љ–Є–є –і–µ–љ—М –њ—А–Є–љ—П—В–Њ —Б—З–Є—В–∞—В—М, —З—В–Њ –Є—Б–Ї—Г—Б—Б—В–≤–Њ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П –Є–Љ–µ–µ—В –±–Њ–ї–µ–µ —З–µ–Љ —В—А–µ—Е —В—Л—Б—П—З–µ–ї–µ—В–љ—О—О –Є—Б—В–Њ—А–Є—О. –Ф—А–µ–≤–љ–µ–є—И–Є–µ –Є–Ј –Є–Ј–≤–µ—Б—В–љ—Л—Е –њ—А–µ–і–Љ–µ—В–Њ–≤ —Б –љ–∞–њ–ї–∞–≤–ї–µ–љ–Є–µ–Љ —Б—В–µ–Ї–ї–∞ –љ–∞ –Љ–µ—В–∞–ї–ї –≤ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Ж–µ–ї—П—Е –љ–∞–є–і–µ–љ—Л –≤ –Ь–Є–Ї–µ–љ–∞—Е –Є –љ–∞ –Њ. –Ъ–Є–њ—А (15-14 –≤. –і–Њ –љ. —Н.). –Ш—Б–Ї—Г—Б—Б—В–≤–Њ –љ–∞–њ–ї–∞–≤–ї–µ–љ–Є—П —Б—В–µ–Ї–ї–∞ –љ–∞ –Љ–µ—В–∞–ї–ї —А–∞–Ј–≤–Є–≤–∞–ї–Њ—Б—М —Б 7-–≥–Њ –≤. –і–Њ –љ. —Н. –љ–∞ —В–µ—А—А–Є—В–Њ—А–Є–Є –Р–Ј–µ—А–±–∞–є–і–ґ–∞–љ–∞, –У—А–µ—Ж–Є–Є, —Б–µ–≤–µ—А–љ–Њ–є –Ш—В–∞–ї–Є–Є. –С–Њ–ї–µ–µ –њ–Њ–Ј–і–љ—П—П —В–µ—Е–љ–Є–Ї–∞ –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї–Є –њ–Њ—П–≤–Є–ї–∞—Б—М, –Њ—З–µ–≤–Є–і–љ–Њ –Ї–∞–Ї –≤–∞—А–Є–∞–љ—В –Є–љ–Ї—А—Г—Б—В–∞—Ж–Є–Є –Љ–µ—В–∞–ї–ї–∞ –і—А–∞–≥–Њ—Ж–µ–љ–љ—Л–Љ–Є –Ї–∞–Љ–љ—П–Љ–Є –Є —Ж–≤–µ—В–љ–Њ–є —Б–Љ–∞–ї—М—В–Њ–є. –≠—В–∞ —В–µ—Е–љ–Є–Ї–∞ –±—Л–ї–∞ —И–Є—А–Њ–Ї–Њ —А–∞–Ј–≤–Є—В–∞ –≤ –Ф—А–µ–≤–љ–µ–Љ –Х–≥–Є–њ—В–µ —Б 2000 –≥. –і–Њ –љ. —Н. –Э–∞ –Ј–Њ–ї–Њ—В—Г—О –њ–ї–∞—Б—В–Є–љ—Г —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–ї–Є—Б—М –Ј–Њ–ї–Њ—В—Л–µ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є, –њ—А–Њ–Љ–µ–ґ—Г—В–Ї–Є –Љ–µ–ґ–і—Г –љ–Є–Љ–Є –Ј–∞–њ–Њ–ї–љ—П–ї–Є—Б—М —Ж–≤–µ—В–љ—Л–Љ–Є –≤—Б—В–∞–≤–Ї–∞–Љ–Є. –Ъ—Г—Б–Њ—З–Ї–Є –ї—П–њ–Є—Б-–ї–∞–Ј—Г—А–Є, –Љ–∞–ї–∞—Е–Є—В–∞, –Ї–Њ—А–∞–ї–ї–∞, –±–Є—А—О–Ј—Л, —Б–Љ–∞–ї—М—В—Л, —Ж–≤–µ—В–љ–Њ–≥–Њ —Б—В–µ–Ї–ї–∞ –Њ–±—А–∞–±–∞—В—Л–≤–∞–ї–Є—Б—М –њ–Њ —Д–Њ—А–Љ–µ —П—З–µ–µ–Ї –Є –Ј–∞–Ї—А–µ–њ–ї—П–ї–Є—Б—М —Б –њ–Њ–Љ–Њ—Й—М—О —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ–≥–Њ –Ї–ї–µ—П.
–Э–µ —Б–Љ–Њ—В—А—П –љ–∞ —Н—В–Њ, –љ–∞—Б—В–Њ—П—Й–∞—П —Н–Љ–∞–ї—М –њ–Њ—П–≤–Є–ї–∞—Б—М –≤ –Х–≥–Є–њ—В–µ —В–Њ–ї—М–Ї–Њ –≤ –≥—А–µ–Ї–Њ-—А–Є–Љ—Б–Ї–Є–є –њ–µ—А–Є–Њ–і. –Ю–і–љ–∞–Ї–Њ –Є–Љ–µ–љ–љ–Њ –µ–≥–Є–њ—В—П–љ–µ —Б–Њ–Ј–і–∞–ї–Є —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л–µ –Њ—Б–љ–Њ–≤—Л —Ж–≤–µ—В–Њ–≤–Њ–є –Њ—В–і–µ–ї–Ї–Є –Љ–µ—В–∞–ї–ї–∞ –Ї–∞–Љ–љ–µ–Љ –Є —Н–Љ–∞–ї—М—О, –Ї–Њ—В–Њ—А—Л–µ –і–Њ —Б–Є—Е –њ–Њ—А –љ–µ –њ–Њ—В–µ—А—П–ї–Є —Б–≤–Њ–µ–є —Ж–µ–љ–љ–Њ—Б—В–Є. –Т 5-–Љ –≤. –і–Њ –љ. —Н. —Г –Ї–µ–ї—М—В—Б–Ї–Є—Е –њ–ї–µ–Љ–µ–љ –§—А–∞–љ—Ж–Є–Є –Є –С—А–Є—В–∞–љ–Є–Є –њ–Њ–ї—Г—З–Є–ї–∞ —А–∞–Ј–≤–Є—В–Є–µ –≤—Л–µ–Љ—З–∞—В–∞—П —Н–Љ–∞–ї—М –љ–∞ –±—А–Њ–љ–Ј–µ. –Т —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–µ —П—З–µ–є–Ї–Є –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –ї–Є—В—Л—Е –Є–Ј–і–µ–ї–Є–є –≤–њ–ї–∞–≤–ї—П–ї–Њ—Б—М –љ–µ–њ—А–Њ–Ј—А–∞—З–љ–Њ–µ —Б—В–µ–Ї–ї–Њ –љ–∞—Б—Л—Й–µ–љ–љ—Л—Е —Ж–≤–µ—В–Њ–≤. –Ю—В –Ї–µ–ї—М—В–Њ–≤ —Н—В–∞ —В–µ—Е–љ–Є–Ї–∞ –њ–µ—А–µ—И–ї–∞ –Ї —А–Є–Љ–ї—П–љ–∞–Љ, –љ–Њ –љ–µ –њ–Њ–ї—Г—З–Є–ї–∞ —Г –љ–Є—Е —И–Є—А–Њ–Ї–Њ–≥–Њ —А–∞—Б–њ—А–Њ—Б—В—А–∞–љ–µ–љ–Є—П.
–Т —Н—В–Њ –ґ–µ –≤—А–µ–Љ—П –Є—Б–Ї—Г—Б—Б—В–≤–Њ —Н–Љ–∞–ї–Є —А–∞–Ј–≤–Є–≤–∞–µ—В—Б—П –≤ —Б—В—А–∞–љ–∞—Е –Р–Ј–Є–Є: –Я–µ—А—Б–Є–Є, –Ш–љ–і–Є–Є –Є –Ъ–Є—В–∞–µ. –Ъ–Є—В–∞–є—Б–Ї–∞—П –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–∞—П —Н–Љ–∞–ї—М —Б—В–∞–ї–∞ —Г–љ–Є–Ї–∞–ї—М–љ–Њ–є –Є —Б–∞–Љ–Њ–±—Л—В–љ–Њ–є —В–µ—Е–љ–Є–Ї–Њ–є, —В—А–∞–і–Є—Ж–Є–Є –Ї–Є—В–∞–є—Б–Ї–Є—Е —Н–Љ–∞–ї—М–µ—А–Њ–≤ –ґ–Є–≤—Г—В –Є –њ–Њ —Б–µ–є –і–µ–љ—М.
–Х–≥–Є–њ–µ—В—Б–Ї–Њ–µ –Є –±–ї–Є–ґ–љ–µ–≤–Њ—Б—В–Њ—З–љ–Њ–µ –Є—Б–Ї—Г—Б—Б—В–≤–Њ –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ –њ–Њ–≤–ї–Є—П–ї–Њ –љ–∞ –Ї—Г–ї—М—В—Г—А—Г –Т–Є–Ј–∞–љ—В–Є–Є, —Б–ї–µ–і—Г—О—Й–Є–є —Ж–µ–љ—В—А —Н–Љ–∞–ї—М–µ—А–љ–Њ–≥–Њ –Є—Б–Ї—Г—Б—Б—В–≤–∞. –Т–Є–Ј–∞–љ—В–Є–є—Б–Ї–Є–µ –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л–µ —Н–Љ–∞–ї–Є —Б—З–Є—В–∞—О—В—Б—П –Ї–ї–∞—Б—Б–Є—З–µ—Б–Ї–Є–Љ–Є. –Т–њ–µ—А–≤—Л–µ —Н–Љ–∞–ї—М –±—Л–ї–∞ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–∞ –љ–µ –Ї–∞–Ї –Є–Љ–Є—В–∞—Ж–Є—П –Ї–∞–Љ–љ–µ–є, –∞ –Ї–∞–Ї —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї—М–љ–Њ–µ –Є–Ј–Њ–±—А–∞–Ј–Є—В–µ–ї—М–љ–Њ–µ —Б—А–µ–і—Б—В–≤–Њ. –†–∞—Б—Ж–≤–µ—В –≤–Є–Ј–∞–љ—В–Є–є—Б–Ї–Њ–є —Н–Љ–∞–ї–Є –њ—А–Є—Е–Њ–і–Є—В—Б—П –љ–∞ –њ–µ—А–Є–Њ–і –і–Њ 12 –≤. –љ. —Н.
–Ю–њ—Л—В –Т–Є–Ј–∞–љ—В–Є–Є –Њ–Ї–∞–Ј–∞–ї –Ї–∞—А–і–Є–љ–∞–ї—М–љ–Њ–µ –≤–ї–Є—П–љ–Є–µ –љ–∞ —А–∞–Ј–≤–Є—В–Є–µ —В–µ—Е–љ–Є–Ї–Є –µ–≤—А–Њ–њ–µ–є—Б–Ї–Њ–є —Б—А–µ–і–љ–µ–≤–µ–Ї–Њ–≤–Њ–є —Н–Љ–∞–ї–Є. –Ш–Ј –Т–Є–Ј–∞–љ—В–Є–Є –Є—Б–Ї—Г—Б—Б—В–≤–Њ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П —А–∞—Б–њ—А–Њ—Б—В—А–∞–љ–Є–ї–Њ—Б—М –љ–∞ —Б–Њ—Б–µ–і–љ–Є–µ —Б—В—А–∞–љ—Л: –У—А—Г–Ј–Є—О, –Р—А–Љ–µ–љ–Є—О, –°–µ—А–±–Є—О, –Ъ–Є–µ–≤—Б–Ї—Г—О –†—Г—Б—М, –≥–і–µ –±—Л–ї–Є —Б–Њ–Ј–і–∞–љ—Л —Б–∞–Љ–Њ–±—Л—В–љ—Л–µ —И–Ї–Њ–ї—Л —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П.
–Т —Б—А–µ–і–љ–µ–≤–µ–Ї–Њ–≤–Њ–є –Х–≤—А–Њ–њ–µ —Б–∞–Љ—Л–µ –Ј–љ–∞–Љ–µ–љ–Є—В—Л–µ —Ж–µ–љ—В—А—Л —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П –љ–∞—Е–Њ–і–Є–ї–Є—Б—М –≤ –Ы–Є–Љ–Њ–ґ–µ (–§—А–∞–љ—Ж–Є—П), –њ—А–Є –Љ–Њ–љ–∞—Б—В—Л—А—П—Е –љ–∞ –†–µ–є–љ–µ –Є –≤ –Ы–Њ—В–∞—А–Є–љ–≥–Є–Є. –Т —Б–µ—А–µ–і–Є–љ–µ 12 –≤. –Ы–Є–Љ–Њ–ґ –њ—А–µ–≤—А–∞—В–Є–ї—Б—П –≤ –≤–µ–і—Г—Й–Є–є —Ж–µ–љ—В—А –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞ —Ж–µ—А–Ї–Њ–≤–љ–Њ–є —Г—В–≤–∞—А–Є —Б –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ–Љ —А–∞–Ј–ї–Є—З–љ—Л—Е –≤–Є–і–Њ–≤ –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є –Є –≤—Л–µ–Љ—З–∞—В–Њ–є —Н–Љ–∞–ї–Є. –Я–Њ—П–≤–ї—П–µ—В—Б—П —Б–≤–Њ–µ–Њ–±—А–∞–Ј–љ–∞—П —В–µ—Е–љ–Є–Ї–∞ –њ—А–Њ–Ј—А–∞—З–љ–Њ–є —Ж–≤–µ—В–љ–Њ–є —Н–Љ–∞–ї–Є –њ–Њ —З–µ–Ї–∞–љ–љ–Њ–Љ—Г —А–µ–ї—М–µ—Д—Г, –≥–і–µ —А–∞–Ј–ї–Є—З–љ–∞—П —В–Њ–ї—Й–Є–љ–∞ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –Ј–∞ —Б—З–µ—В –љ–µ—А–Њ–≤–љ–Њ—Б—В–µ–є —А–µ–ї—М–µ—Д–∞ —Б–Њ–Ј–і–∞–µ—В –њ–Њ–і–Њ–±–Є–µ –Є–≥—А—Л —Б–≤–µ—В–∞ –Є —В–µ–љ–Є. –Я–Њ–Ј–і–љ–µ–µ ( 15-17 –≤.) –Ы–Є–Љ–Њ–ґ —Б—В–∞–љ–Њ–≤–Є—В—Б—П –≤–µ–і—Г—Й–Є–Љ —Ж–µ–љ—В—А–Њ–Љ —А–∞–Ј–≤–Є—В–Є—П –љ–Њ–≤–Њ–є —Б–∞–Љ–Њ–±—Л—В–љ–Њ–є —В–µ—Е–љ–Є–Ї–Є – –ґ–Є–≤–Њ–њ–Є—Б–љ–Њ–є —Н–Љ–∞–ї–Є –≤ —Б—В–Є–ї–µ –≥—А–Є–Ј–∞–є–ї—М. –Я–Њ–і—А–Њ–±–љ–µ–µ –Њ–± —Н—В–Њ–є —В–µ—Е–љ–Є–Ї–µ —А–∞—Б—Б–Ї–∞–Ј—Л–≤–∞–µ—В—Б—П –≤ –≥–ї–∞–≤–µ «–ґ–Є–≤–Њ–њ–Є—Б–љ–∞—П —Н–Љ–∞–ї—М».
–° —Б–µ—А–µ–і–Є–љ—Л 17-–≥–Њ –≤–µ–Ї–∞ –±–ї–∞–≥–Њ–і–∞—А—П –±–Њ–ї—М—И–Њ–Љ—Г —А–∞–Ј–≤–Є—В–Є—О —Е–Є–Љ–Є–Є –њ–Њ—П–≤–Є–ї–Є—Б—М –Њ–Ї–Є—Б–ї—Л –Љ–µ—В–∞–ї–ї–Њ–≤, –њ—А–Є –љ–∞–љ–µ—Б–µ–љ–Є–Є –Ї–Њ—В–Њ—А—Л—Е –љ–∞ –±–µ–ї—Г—О —Н–Љ–∞–ї–µ–≤—Г—О –Њ—Б–љ–Њ–≤—Г –Є –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–Љ –Њ–±–ґ–Є–≥–µ –Љ–Њ–ґ–љ–Њ –±—Л–ї–Њ –і–Њ—Б—В–Є—З—М –њ–µ—А–µ–і–∞—З–Є —В–Њ–љ—З–∞–є—И–Є—Е —Ж–≤–µ—В–Њ–≤—Л—Е –Њ—В—В–µ–љ–Ї–Њ–≤, –±–ї–∞–≥–Њ–і–∞—А—П —З–µ–Љ—Г —Б—В–∞–ї–Њ –≤–Њ–Ј–Љ–Њ–ґ–љ—Л–Љ —Б–Њ–Ј–і–∞–љ–Є–µ –Љ–Є–љ–Є–∞—В—О—А –љ–∞ —Н–Љ–∞–ї–Є, –≥–і–µ –Љ–µ—В–∞–ї–ї, –і–∞–ґ–µ –µ—Б–ї–Є —Н—В–Њ –±—Л–ї–Њ –Ј–Њ–ї–Њ—В–Њ, —Б–ї—Г–ґ–Є–ї —В–Њ–ї—М–Ї–Њ –њ–Њ–і–ї–Њ–ґ–Ї–Њ–є –Є –њ–Њ–Ї—А—Л–≤–∞–ї—Б—П —Б–њ–ї–Њ—И–љ—Л–Љ —Б–ї–Њ–µ–Љ.
–Т 19 –≤–µ–Ї–µ –њ–Њ–ї—Г—З–∞–µ—В –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ —В–µ—Е–љ–Є—З–µ—Б–Ї–∞—П –±—Л—В–Њ–≤–∞—П —Н–Љ–∞–ї—М –љ–∞ —Б—В–∞–ї–Є –Є —З—Г–≥—Г–љ–µ. –≠–Љ–∞–ї—М—О –њ–Њ–Ї—А—Л–≤–∞—О—В—Б—П –њ—А–µ–і–Љ–µ—В—Л –і–Њ–Љ–∞—И–љ–µ–≥–Њ –Њ–±–Є—Е–Њ–і–∞ (–њ–Њ—Б—Г–і–∞, –і–µ—В–∞–ї–Є –Ї–∞–Љ–Є–љ–Њ–≤ –Є –њ–µ—З–µ–є) –і–ї—П —Г–ї—Г—З—И–µ–љ–Є—П –Є—Е —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Њ–љ–љ—Л—Е —Б–≤–Њ–є—Б—В–≤.
–Э–∞ —А—Г–±–µ–ґ–µ 19-20 –≤–≤. –љ–∞ –≤–Њ–ї–љ–µ —Б—В–Є–ї—П –Љ–Њ–і–µ—А–љ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–∞—П —Н–Љ–∞–ї—М –њ–µ—А–µ–ґ–Є–≤–∞–µ—В –љ–Њ–≤—Л–є –њ–Њ–і—К–µ–Љ. –≠–Љ–∞–ї—М —Б—В–∞–љ–Њ–≤–Є—В—Б—П –њ–Њ–њ—Г–ї—П—А–љ—Л–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ –Њ—Д–Њ—А–Љ–ї–µ–љ–Є—П —Г–Ї—А–∞—И–µ–љ–Є–є –Є –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л—Е –Є–Ј–і–µ–ї–Є–є. –С–ї–∞–≥–Њ–і–∞—А—П —Г—Б–њ–µ—Е–∞–Љ –≤ –Њ–±–ї–∞—Б—В–Є —Е–Є–Љ–Є–Є —Б–Є–ї–Є–Ї–∞—В–Њ–≤ –±—Л–ї–∞ —А–∞–Ј—А–∞–±–Њ—В–∞–љ–∞ –±–Њ–ї—М—И–∞—П –њ–∞–ї–Є—В—А–∞ —Н–Љ–∞–ї–µ–є —А–∞–Ј–ї–Є—З–љ—Л—Е –Њ—В—В–µ–љ–Ї–Њ–≤ –Є —Б–≤–Њ–є—Б—В–≤.
–†—Г—Б—Б–Ї–∞—П —Н–Љ–∞–ї—М. –Э–∞–Є–±–Њ–ї–µ–µ —А–∞–љ–љ–Є–µ –Є–Ј —Б–Њ—Е—А–∞–љ–Є–≤—И–Є—Е—Б—П –Є–Ј–і–µ–ї–Є–є –Є–Ј –Љ–µ—В–∞–ї–ї–∞ —Б –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–Љ —Н–Љ–∞–ї–µ–≤—Л–Љ –Њ—Д–Њ—А–Љ–ї–µ–љ–Є–µ–Љ –Њ—В–љ–Њ—Б—П—В—Б—П –Ї 10-–Љ—Г – –љ–∞—З–∞–ї—Г 13-–≥–Њ –≤–µ–Ї–∞. –Т –Ф—А–µ–≤–љ–µ–є –†—Г—Б–Є —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Г—О —Н–Љ–∞–ї—М –љ–∞–Ј—Л–≤–∞–ї–Є —Д–Є–љ–Є—Д—В—М—О (–Њ—В –≥—А–µ—З–µ—Б–Ї–Њ–≥–Њ «—Д–Є–љ–≥–Є—В–Є—Б» - —Б–≤–µ—В–ї—Л–є, –±–ї–µ—Б—В—П—Й–Є–є –Ї–∞–Љ–µ–љ—М). –Ъ–∞–Ї —Г–ґ–µ —Г–њ–Њ–Љ–Є–љ–∞–ї–Њ—Б—М, —В–µ—Е–љ–Є–Ї—Г –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є –Є –≤—Л–µ–Љ—З–∞—В–Њ–є —Н–Љ–∞–ї–Є —А—Г—Б—Б–Ї–Є–µ –Љ–∞—Б—В–µ—А–∞ –њ–µ—А–µ–љ—П–ї–Є —Г –≤–Є–Ј–∞–љ—В–Є–є—Ж–µ–≤. –Ъ—А—Г–њ–љ–µ–є—И–Є–Љ–Є —А—Г—Б—Б–Ї–Є–Љ–Є —Ж–µ–љ—В—А–∞–Љ–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П –±—Л–ї–Є –Ъ–Є–µ–≤, –І–µ—А–љ–Є–≥–Њ–≤, –У–∞–ї–Є—З, –Т–ї–∞–і–Є–Љ–Є—А, –†—П–Ј–∞–љ—М, –Э–Њ–≤–≥–Њ—А–Њ–і. –Ш–Ј –і–Њ—И–µ–і—И–Є—Е –і–Њ –љ–∞—Б –Њ–±—А–∞–Ј—Ж–Њ–≤ —А—Г—Б—Б–Ї–Њ–≥–Њ —Н–Љ–∞–ї—М–µ—А–љ–Њ–≥–Њ –Є—Б–Ї—Г—Б—Б—В–≤–∞ —В–Њ–≥–Њ –≤—А–µ–Љ–µ–љ–Є —З–∞—Й–µ –≤—Б–µ–≥–Њ –≤—Б—В—А–µ—З–∞—О—В—Б—П –Ї–Њ–ї—В—Л – –≤–Є–і –њ–∞—А–љ—Л—Е —Г–Ї—А–∞—И–µ–љ–Є–є –ґ–µ–љ—Б–Ї–Њ–≥–Њ –≥–Њ–ї–Њ–≤–љ–Њ–≥–Њ —Г–±–Њ—А–∞ –ї—Г–љ–Њ–Њ–±—А–∞–Ј–љ–Њ–є —Д–Њ—А–Љ—Л –Є–Ј –і–≤—Г—Е —Б–Њ–µ–і–Є–љ–µ–љ–љ—Л—Е –≤—Л–њ—Г–Ї–ї—Л—Е –њ–ї–∞—Б—В–Є–љ. –Ґ–∞–Ї–ґ–µ –Є–Ј–≤–µ—Б—В–љ—Л –і–Є–∞–і–µ–Љ—Л –Є–Ј –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е, —Б–Њ–µ–і–Є–љ–µ–љ–љ—Л—Е –і—А—Г–≥ —Б –і—А—Г–≥–Њ–Љ –Ј–Њ–ї–Њ—В—Л—Е –њ–ї–∞—Б—В–Є–љ, —А—П—Б–љ—Л (–њ–∞—А–љ—Л–µ —Ж–µ–њ–Є –Є–Ј –±–ї—П—И–µ–Ї), –±–∞—А–Љ—Л (–љ–∞–≥—А—Г–і–љ—Л–µ —Г–Ї—А–∞—И–µ–љ–Є—П, —Б–Њ—Б—В–Њ—П—Й–Є–µ –Є–Ј –Њ—В–і–µ–ї—М–љ—Л—Е –Љ–µ–і–∞–ї—М–Њ–љ–Њ–≤), –њ–ї–∞—Б—В–Є–љ—Л, –Ї–Њ—В–Њ—А—Л–µ –љ–∞—И–Є–≤–∞–ї–Є –љ–∞ –њ–∞—А–∞–і–љ—Г—О –Њ–і–µ–ґ–і—Г, –і–∞—А–Њ—Е—А–∞–љ–Є—В–µ–ї—М–љ–Є—Ж—Л, —В–µ–ї—М–љ—Л–µ –Ї—А–µ—Б—В—Л –Є –Њ–±—А–∞–Ј–Ї–Є, –љ–∞–Ї–ї–∞–і–Ї–Є –љ–∞ –Х–≤–∞–љ–≥–µ–ї–Є–µ, –Њ–Ї–ї–∞–і—Л –і–ї—П –Є–Ї–Њ–љ. –Ф–ї—П –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є –Є –≤—Л–µ–Љ—З–∞—В–Њ–є —Н–Љ–∞–ї–Є —З–∞—Й–µ –≤—Б–µ–≥–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї–Є –Ј–Њ–ї–Њ—В–Њ, —А–µ–ґ–µ —Б–µ—А–µ–±—А–Њ, –∞ —Н–Љ–∞–ї—М –њ–Њ –ї–Є—В—М—О (–Ј–∞–Є–Љ—Б—В–≤–Њ–≤–∞–љ–љ—Г—О –Є–Ј –Ч–∞–њ–∞–і–љ–Њ–є –Х–≤—А–Њ–њ—Л – –љ–∞—Б–ї–µ–і–Є–µ –Ї–µ–ї—М—В–Њ–≤) –і–µ–ї–∞–ї–Є, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –њ–Њ –±—А–Њ–љ–Ј–µ –Є–ї–Є –Љ–µ–і–Є. –≠–Љ–∞–ї–µ–≤–Њ–µ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ —В–Њ–≥–Њ –≤—А–µ–Љ–µ–љ–Є –љ–µ –±—Л–ї–Њ –Љ–∞—Б—Б–Њ–≤—Л–Љ. –Ю—Б–љ–Њ–≤–љ—Л–Љ–Є –Ј–∞–Ї–∞–Ј—З–Є–Ї–∞–Љ–Є —А–∞–±–Њ—В —Б —Н–Љ–∞–ї—М—О –±—Л–ї–Є –Ї–љ—П–Ј—М—П –Є –Є—Е —Б–µ–Љ—М–Є, –≤—Л—Б—И–Є–µ –Є–µ—А–∞—А—Е–Є —Ж–µ—А–Ї–≤–Є, –±–Њ—П—А–µ.
–Т —А–µ–Ј—Г–ї—М—В–∞—В–µ –Љ–Њ–љ–≥–Њ–ї—М—Б–Ї–Њ–≥–Њ –љ–∞—И–µ—Б—В–≤–Є—П –≤ 1237 –≥–Њ–і—Г –њ—А–µ–Ї—А–∞—Й–∞—О—В —Б—Г—Й–µ—Б—В–≤–Њ–≤–∞–љ–Є–µ –Љ–љ–Њ–≥–Є–µ —Н–Љ–∞–ї—М–µ—А–љ—Л–µ —Ж–µ–љ—В—А—Л, —В—А–∞–і–Є—Ж–Є—П –њ–µ—А–µ–і–∞—З–Є –Ј–љ–∞–љ–Є–є –њ—А–µ—А—Л–≤–∞–µ—В—Б—П. –Ь–љ–Њ–≥–Є–µ –Љ–∞—Б—В–µ—А–∞ —Г–≥–љ–∞–љ—Л –≤ –Ч–Њ–ї–Њ—В—Г—О –Ю—А–і—Г. –Э–∞—А—Г—И–µ–љ—Л –Ї—Г–ї—М—В—Г—А–љ—Л–µ —Б–≤—П–Ј–Є —Б –Т–Є–Ј–∞–љ—В–Є–µ–є –Є –Ч–∞–њ–∞–і–љ–Њ–є –Х–≤—А–Њ–њ–Њ–є. –° —Б–µ—А–µ–і–Є–љ—Л 13-–≥–Њ –і–Њ —Б–µ—А–µ–і–Є–љ—Л 15-–≥–Њ –≤–µ–Ї–∞ –љ–∞–±–ї—О–і–∞–µ—В—Б—П –Њ–±—Й–Є–є —Г–њ–∞–і–Њ–Ї —А—Г—Б—Б–Ї–Њ–є —Н–Љ–∞–ї–Є. –£—В—А–∞—З–µ–љ—Л —А–µ—Ж–µ–њ—В—Л –Љ–љ–Њ–≥–Є—Е —Ж–≤–µ—В–Њ–≤, –Ј–∞–±—Л—В–∞ –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–∞—П —Н–Љ–∞–ї—М. –Я—А–Њ–і–Њ–ї–ґ–∞–µ—В —А–∞–Ј–≤–Є–≤–∞—В—М—Б—П —В–Њ–ї—М–Ї–Њ —Н–Љ–∞–ї—М –њ–Њ –ї–Є—В—М—О. –Т —В–µ—Е–љ–Є–Ї–µ —Н–Љ–∞–ї–Є –њ–Њ –ї–Є—В—М—О –њ—А–µ–Є–Љ—Г—Й–µ—Б—В–≤–µ–љ–љ–Њ –і–µ–ї–∞–ї–Є –Ї—Г–ї—М—В–Њ–≤—Л–µ –≤–µ—Й–Є, –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –Ї–Њ—В–Њ—А—Л—Е —Б–Њ—Б—А–µ–і–Њ—В–Њ—З–Є–ї–Њ—Б—М –≤ –Љ–Њ–љ–∞—Б—В—Л—А—Б–Ї–Є—Е –Љ–∞—Б—В–µ—А—Б–Ї–Є—Е –Є –≤ –Э–Њ–≤–≥–Њ—А–Њ–і–µ. –Ь–Њ–љ–∞—Б—В—Л—А–Є, –Ї–∞–Ї –Є –≤—Б—П —А—Г—Б—Б–Ї–∞—П –њ—А–∞–≤–Њ—Б–ї–∞–≤–љ–∞—П —Ж–µ—А–Ї–Њ–≤—М, –≤ –Њ—В–ї–Є—З–Є–µ –Њ—В —Б–≤–µ—В—Б–Ї–Њ–≥–Њ –Њ–±—Й–µ—Б—В–≤–∞, –Є–Љ–µ–ї–Є –Њ—Е—А–∞–љ–љ—Г—О –≥—А–∞–Љ–Њ—В—Г –Њ—В —Е–∞–љ–Њ–≤ –Ч–Њ–ї–Њ—В–Њ–є –Ю—А–і—Л, —З—В–Њ –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–ї–Њ –љ–µ–Ї–Њ—В–Њ—А—Г—О –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В—М –і–ї—П —А–∞–±–Њ—В–∞–≤—И–Є—Е —В–∞–Љ —А–µ–Љ–µ—Б–ї–µ–љ–љ–Є–Ї–Њ–≤ –Њ—В –≥—А–∞–±–µ–ґ–µ–є –Є —Г–≥–Њ–љ–∞ –≤ –њ–ї–µ–љ.
–°–Њ –≤—В–Њ—А–Њ–є –њ–Њ–ї–Њ–≤–Є–љ—Л 15-–≥–Њ –≤–µ—А–∞ –љ–∞—З–Є–љ–∞–µ—В—Б—П –≤–Њ–Ј—А–Њ–ґ–і–µ–љ–Є–µ —А—Г—Б—Б–Ї–Њ–є —Н–Љ–∞–ї—М–µ—А–љ–Њ–є —В—А–∞–і–Є—Ж–Є–Є. –Т–Њ–Ј–Њ–±–љ–Њ–≤–ї–µ–љ–Є–µ –Ї—Г–ї—М—В—Г—А–љ—Л—Е —Б–≤—П–Ј–µ–є —Б –Т–Є–Ј–∞–љ—В–Є–µ–є –і–∞–µ—В –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М —А—Г—Б—Б–Ї–Є–Љ –Љ–∞—Б—В–µ—А–∞–Љ –њ–Њ–Ј–љ–∞–Ї–Њ–Љ–Є—В—Б—П —Б –Њ–њ—Л—В–Њ–Љ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —И–Ї–Њ–ї –Є—В–∞–ї—М—П–љ—Б–Ї–Њ–≥–Њ –†–µ–љ–µ—Б—Б–∞–љ—Б–∞. –†–∞—Б—И–Є—А—П—О—В—Б—П –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є —А–∞–±–Њ—В—Л —Б —Н–Љ–∞–ї—М—О –Ј–∞ —Б—З–µ—В –њ—А–Є–≤–Њ–Ј–љ–Њ–≥–Њ –Ј–∞–њ–∞–і–љ–Њ–µ–≤—А–Њ–њ–µ–є—Б–Ї–Њ–≥–Њ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ —Б—Л—А—М—П. –†—Г—Б—Б–Ї–Є–µ —Н–Љ–∞–ї—М–µ—А—Л –њ–Њ–ї—Г—З–∞—О—В –Ї—А—Г–њ–љ—Л–µ –Ј–∞–Ї–∞–Ј—Л –Њ—В —Ж–∞—А—Б–Ї–Њ–≥–Њ –і–≤–Њ—А–∞. –Т –Ь–Њ—Б–Ї–≤—Г, –Ї–Њ—В–Њ—А–∞—П, –љ–∞—А—П–і—Г —Б –Э–Њ–≤–≥–Њ—А–Њ–і–Њ–Љ —Б—В–∞–љ–Њ–≤–Є—В—Б—П –Ї—А—Г–њ–љ–µ–є—И–Є–Љ —А—Г—Б—Б–Ї–Є–Љ —Н–Љ–∞–ї—М–µ—А–љ—Л–Љ —Ж–µ–љ—В—А–Њ–Љ –њ—А–Є–≥–ї–∞—И–∞—О—В –≥—А–µ—З–µ—Б–Ї–Є—Е –Є –Ј–∞–њ–∞–і–љ–Њ–µ–≤—А–Њ–њ–µ–є—Б–Ї–Є—Е –Љ–∞—Б—В–µ—А–Њ–≤. –Т –Ї–Њ–љ—Ж–µ 15-–≥–Њ –≤–µ–Ї–∞ –њ–Њ—П–≤–ї—П–µ—В—Б—П –љ–Њ–≤–∞—П —В–µ—Е–љ–Є–Ї–∞ – —Н–Љ–∞–ї—М –њ–Њ —Б–Ї–∞–љ–Є (—Д–Є–ї–Є–≥—А–∞–љ–Є). –≠–Љ–∞–ї—М –њ–Њ —Б–Ї–∞–љ–Є –њ—А–µ–≤—А–∞—В–Є–ї–∞—Б—М –≤ –Є–Ј–ї—О–±–ї–µ–љ–љ—Л–є –њ—А–Є–µ–Љ –і–ї—П —Б–Њ–Ј–і–∞–љ–Є—П —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –і–µ–Ї–Њ—А–∞. –°–Њ –≤—А–µ–Љ–µ–љ–µ–Љ –Њ–љ–∞ —Б—В–∞–ї–∞ —Г–Ј–љ–∞–≤–∞–µ–Љ—Л–Љ, —Е–∞—А–∞–Ї—В–µ—А–љ—Л–Љ —Б–Є–Љ–≤–Њ–ї–Њ–Љ —А—Г—Б—Б–Ї–Њ–є —Н–Љ–∞–ї–Є. –†—Г—Б—Б–Ї–Є–µ —Н–Љ–∞–ї—М–µ—А—Л —В–∞–Ї–ґ–µ —И–Є—А–Њ–Ї–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї–Є –Є —В–µ—Е–љ–Є–Ї—Г —Н–Љ–∞–ї–Є –њ–Њ —А–µ–ї—М–µ—Д—Г, –Ї–Њ—В–Њ—А–∞—П –±—Л–ї–∞ —Е–Њ—А–Њ—И–Њ –Є–Ј–≤–µ—Б—В–љ–∞ –≤ –Ч–∞–њ–∞–і–љ–Њ–є –Х–≤—А–Њ–њ–µ. 17-–є –≤–µ–Ї —Б—З–Є—В–∞—О—В –≤—А–µ–Љ–µ–љ–µ–Љ —А–∞—Б—Ж–≤–µ—В–∞ —Н–Љ–∞–ї–Є. –Т —Н—В–Њ—В –њ–µ—А–Є–Њ–і –µ—О —Г–Ї—А–∞—И–∞–ї–Њ—Б—М –Љ–љ–Њ–ґ–µ—Б—В–≤–Њ –±—Л—В–Њ–≤—Л—Е –≤–µ—Й–µ–є, —З–µ—А–µ–љ–Ї–Є –љ–Њ–ґ–µ–є, –≤–Є—В–Њ–Ї, —З–µ—А–љ–Є–ї—М–љ–Є—Ж—Л, —Д—Г—В–ї—П—А—Л –Є –і—А. —Н–Љ–∞–ї—М —Б—В–∞–љ–Њ–≤–Є—В—Б—П –љ–µ–Њ—В—К–µ–Љ–ї–µ–Љ–Њ–є —З–∞—Б—В—М—О —Г–±—А–∞–љ—Б—В–≤–∞ –њ—А–µ–і–Љ–µ—В–Њ–≤ —Ж–µ—А–Ї–Њ–≤–љ–Њ–≥–Њ –Њ–±–Є—Е–Њ–і–∞ –Є —Б–≤–µ—В—Б–Ї–Є—Е –≤–µ—Й–µ–є.
–Т –њ–µ—В—А–Њ–≤—Б–Ї–Њ–µ –≤—А–µ–Љ—П —А—Г—Б—Б–Ї–∞—П —Н–Љ–∞–ї—М –Є—Б–њ—Л—В—Л–≤–∞–µ—В –Њ–≥—А–Њ–Љ–љ–Њ–µ –≤–ї–Є—П–љ–Є–µ –Ј–∞–њ–∞–і–љ–Њ–є –Ї—Г–ї—М—В—Г—А—Л. –Я–Њ—П–≤–Є–≤—И–∞—П—Б—П –≤ 18-–Љ –≤–µ–Ї–µ –Љ–Є–љ–Є–∞—В—О—А–љ–∞—П –ґ–Є–≤–Њ–њ–Є—Б—М –њ–Њ —Н–Љ–∞–ї–Є –Њ—В—В–µ—Б–љ—П–µ—В –љ–∞ –≤—В–Њ—А–Њ–є –њ–ї–∞–љ —В—А–∞–і–Є—Ж–Є–Њ–љ–љ—Л–µ —В–µ—Е–љ–Є–Ї–Є –њ—А–Њ—И–ї—Л—Е –≤–µ–Ї–Њ–≤. –Ъ –Ї–Њ–љ—Ж—Г 18-–≥–Њ –≤–µ–Ї–∞ —А—Г—Б—Б–Ї–∞—П –Љ–Є–љ–Є–∞—В—О—А–љ–∞—П —Н–Љ–∞–ї–µ–≤–∞—П –ґ–Є–≤–Њ–њ–Є—Б—М –≤—Л—Е–Њ–і–Є—В –Ј–∞ —А–∞–Љ–Ї–Є —Н–ї–µ–Љ–µ–љ—В–∞ –і–µ–Ї–Њ—А–∞—В–Є–≤–љ–Њ-–њ—А–Є–Ї–ї–∞–і–љ–Њ–≥–Њ –Є—Б–Ї—Г—Б—Б—В–≤–∞ –Є –њ—А–Є–Њ–±—А–µ—В–∞–µ—В —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї—М–љ–Њ–µ –Ј–≤—Г—З–∞–љ–Є–µ –Ї–∞–Ї –Њ–і–Є–љ –Є–Ј –≤–Є–і–Њ–≤ —Б—В–∞–љ–Ї–Њ–≤–Њ–≥–Њ –Є—Б–Ї—Г—Б—Б—В–≤–∞.
–Ъ 19-–Љ—Г –≤–µ–Ї—Г –≤–µ–і—Г—Й–Є–Љ–Є —А–Њ—Б—Б–Є–є—Б–Ї–Є–Љ–Є —Н–Љ–∞–ї—М–µ—А–љ—Л–Љ–Є —Ж–µ–љ—В—А–∞–Љ–Є —Б—В–∞–љ–Њ–≤—П—В—Б—П –Ь–Њ—Б–Ї–≤–∞, –†–Њ—Б—В–Њ–≤ –Т–µ–ї–Є–Ї–Є–є –Є –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥. –° —Б–µ—А–µ–і–Є–љ—Л 19-–≥–Њ —Б—В–Њ–ї–µ—В–Є—П –Є—Б–Ї—Г—Б—Б—В–≤–Њ —А—Г—Б—Б–Ї–Њ–є —Н–Љ–∞–ї–Є –њ–µ—А–µ–ґ–Є–≤–∞–µ—В –љ–Њ–≤—Л–є –њ–Њ–і—К–µ–Љ –≤ —Б–≤—П–Ј–Є —Б —А–Њ—Б—В–Њ–Љ –Њ–±—Й–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ –Є–љ—В–µ—А–µ—Б–∞ –Ї –і—А–µ–≤–љ–µ—А—Г—Б—Б–Ї–Є–Љ —В—А–∞–і–Є—Ж–Є—П–Љ. –Я–Њ—П–≤–ї—П–µ—В—Б—П —Б–≤–Њ–µ–Њ–±—А–∞–Ј–љ—Л–є «—А—Г—Б—Б–Ї–Є–є —Б—В–Є–ї—М», –Ї–∞–Ї –≤–∞—А–Є–∞–љ—В –Њ–±—Й–µ–µ–≤—А–Њ–њ–µ–є—Б–Ї–Њ–≥–Њ «–Є—Б—В–Њ—А–Є–Ј–Љ–∞». –Т–љ–Њ–≤—М –њ–Њ–ї—Г—З–∞–µ—В —И–Є—А–Њ–Ї–Њ–µ —А–∞—Б–њ—А–Њ—Б—В—А–∞–љ–µ–љ–Є–µ —В—А–∞–і–Є—Ж–Є–Њ–љ–љ–∞—П —Н–Љ–∞–ї—М –њ–Њ —Б–Ї–∞–љ–Є, –Ї–∞–Ї –Њ–±—П–Ј–∞—В–µ–ї—М–љ—Л–є –∞—В—А–Є–±—Г—В «—А—Г—Б—Б–Ї–Њ–≥–Њ —Б—В–Є–ї—П». –Т —Н—В–Њ –≤—А–µ–Љ—П –Є—Б–Ї—Г—Б—Б—В–≤–Њ —Н–Љ–∞–ї–Є –њ—А–Є–Њ–±—А–µ—В–∞–µ—В –Љ–∞—Б—Б–Њ–≤—Л–є —Е–∞—А–∞–Ї—В–µ—А, —Б—В–∞–љ–Њ–≤–Є—В—Б—П –і–Њ—Б—В—Г–њ–љ—Л–Љ —А–∞–Ј–ї–Є—З–љ—Л–Љ —Б–ї–Њ—П–Љ —А—Г—Б—Б–Ї–Њ–≥–Њ –Њ–±—Й–µ—Б—В–≤–∞. –Т–µ–і—Г—Й—Г—О —А–Њ–ї—М –≤ –і–µ–Љ–Њ–Ї—А–∞—В–Є–Ј–∞—Ж–Є–Є —Н–Љ–∞–ї–Є —Б—Л–≥—А–∞–ї–Є —А—Г—Б—Б–Ї–Є–µ —О–≤–µ–ї–Є—А–љ—Л–µ —Д–Є—А–Љ—Л. –Ш—Б–њ–Њ–ї—М–Ј—Г—П –і–Њ—Б—В–Є–ґ–µ–љ–Є—П —Е–Є–Љ–Є–Є –Є –љ–Њ–≤—Л–µ —Н–Љ–∞–ї—М–µ—А–љ—Л–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є, –Ї–Њ—В–Њ—А—Л–µ –њ–Њ–Ј–≤–Њ–ї–Є–ї–Є –њ–µ—А–µ–є—В–Є –Ї –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—О –Є–Ј–і–µ–ї–Є–є —Б —Н–Љ–∞–ї—М—О —Г–ґ–µ –љ–∞ –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ–є –Њ—Б–љ–Њ–≤–µ, —А—Г—Б—Б–Ї–Є–µ —О–≤–µ–ї–Є—А–љ—Л–µ —Д–Є—А–Љ—Л —Б–Љ–Њ–≥–ї–Є —Б—Д–Њ—А–Љ–Є—А–Њ–≤–∞—В—М —И–Є—А–Њ–Ї–Є–є –∞—Б—Б–Њ—А—В–Є–Љ–µ–љ—В –≤–µ—Й–µ–є –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б –Ј–∞–њ—А–Њ—Б–∞–Љ–Є —А–Њ—Б—Б–Є–є—Б–Ї–Њ–≥–Њ –њ–Њ–Ї—Г–њ–∞—В–µ–ї—П.
–Э–∞–Є–±–Њ–ї–µ–µ –Є–Ј–≤–µ—Б—В–љ—Л–µ —О–≤–µ–ї–Є—А–љ—Л–µ —Д–Є—А–Љ—Л –†–Њ—Б—Б–Є–Є –Ї–Њ–љ—Ж–∞ 19-–≥–Њ, –љ–∞—З–∞–ї–∞ 20-–≥–Њ –≤–µ–Ї–∞, –Ї–Њ—В–Њ—А—Л–µ –∞–Ї—В–Є–≤–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї–Є —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Г—О —Н–Љ–∞–ї—М –≤ —Б–≤–Њ–Є—Е –Є–Ј–і–µ–ї–Є—П—Е —Н—В–Њ —Д–∞–±—А–Є–Ї–Є –Ю–≤—З–Є–љ–љ–Є–Ї–Њ–≤–∞, –§–∞–±–µ—А–ґ–µ, –°–∞–Ј–Є–Ї–Њ–≤–∞, –•–ї–µ–±–љ–Є–Ї–Њ–≤–∞, –У—А–∞—З–µ–≤–∞, –Э–µ–Љ–Є—А–Њ–≤–∞-–Ъ–Њ–ї–Њ–і–Ї–Є–љ–∞, –Я–Њ—Б—В–љ–Є–Ї–Њ–≤–∞, –Ю–ї–Њ–≤—П–љ–Є—И–љ–Є–Ї–Њ–≤–∞ –Є –і—А. –Э–∞—А—П–і—Г —Б –љ–Є–Љ–Є —Б—Г—Й–µ—Б—В–≤–Њ–≤–∞–ї–Є –Љ–µ–ї–Ї–Є–µ —О–≤–µ–ї–Є—А–љ—Л–µ –Љ–∞—Б—В–µ—А—Б–Ї–Є–µ –Є –∞—А—В–µ–ї–Є.
–Я–Њ—П–≤–ї–µ–љ–Є–µ –≤–њ–µ—А–≤—Л–µ —В–∞–Ї–Њ–≥–Њ —И–Є—А–Њ–Ї–Њ–≥–Њ –Ї—А—Г–≥–∞ —Н–Љ–∞–ї—М–µ—А–Њ–≤, —А–∞–±–Њ—В–∞–≤—И–Є—Е –≤ —А–∞–Ј–љ–Њ–Њ–±—А–∞–Ј–љ—Л—Е –Љ–∞–љ–µ—А–∞—Е, –њ—А–Є–≤–µ–ї–Њ –Ї —В–Њ–Љ—Г, —З—В–Њ –≤ –Є—Б–Ї—Г—Б—Б—В–≤–µ —А—Г—Б—Б–Ї–Њ–є —Н–Љ–∞–ї–Є —Н—В–Њ–≥–Њ –њ–µ—А–Є–Њ–і–∞ –Њ—Д–Њ—А–Љ–Є–ї–Є—Б—М –і–≤–∞ –њ—Г—В–Є —А–µ—И–µ–љ–Є—П —В–≤–Њ—А—З–µ—Б–Ї–Є—Е –Ј–∞–і–∞—З: –Ї–∞–Ї –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–є —Н–ї–µ–Љ–µ–љ—В —Г–Ї—А–∞—И–µ–љ–Є—П –≤–µ—Й–Є, –Є –Ї–∞–Ї —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї—М–љ–Њ–µ —Б—В–∞–љ–Ї–Њ–≤–Њ–µ –њ—А–Њ–Є–Ј–≤–µ–і–µ–љ–Є–µ, –≤—Л–њ–Њ–ї–љ–µ–љ–љ–Њ–µ –≤ —В–µ—Е–љ–Є–Ї–µ —Н–Љ–∞–ї–Є.
–Я–Њ—Б–ї–µ —А–µ–≤–Њ–ї—О—Ж–Є–Є 1917 –≥–Њ–і–∞ –Є—Б–Ї—Г—Б—Б—В–≤–Њ —А—Г—Б—Б–Ї–Њ–є —Н–Љ–∞–ї–Є –њ–µ—А–µ–ґ–Є–≤–∞–µ—В —Б–њ–∞–і. –≠—В–Њ –±—Л–ї–Њ –≤—Л–Ј–≤–∞–љ–Њ, —Б –Њ–і–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л —В–µ–Љ, —З—В–Њ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–∞—П —Н–Љ–∞–ї—М –≤–Њ—Б–њ—А–Є–љ–Є–Љ–∞–ї–∞—Б—М –Ї–∞–Ї –Є—Б–Ї—Г—Б—Б—В–≤–Њ –≥–Њ—Б–њ–Њ–і—Б—В–≤—Г—О—Й–Є—Е –Ї–ї–∞—Б—Б–Њ–≤, –∞ —Б –і—А–∞–≥–Њ–є —Б—В–Њ—А–Њ–љ—Л – —В–Њ–є —А–∞–Ј—А—Г—Е–Њ–є –≤ —Б—В—А–∞–љ–µ, –Ї –Ї–Њ—В–Њ—А–Њ–є –њ—А–Є–≤–µ–ї–∞ –≥—А–∞–ґ–і–∞–љ—Б–Ї–∞—П –≤–Њ–є–љ–∞. –Ш–Ј –≤—Б–µ—Е —В—А–∞–і–Є—Ж–Є–Њ–љ–љ—Л—Е —А–Њ—Б—Б–Є–є—Б–Ї–Є—Е —Ж–µ–љ—В—А–Њ–≤ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–є —Н–Љ–∞–ї–Є —Б–Њ—Е—А–∞–љ–Є–ї–∞—Б—М —В–Њ–ї—М–Ї–Њ —И–Ї–Њ–ї–∞ –†–Њ—Б—В–Њ–≤–∞ –Т–µ–ї–Є–Ї–Њ–≥–Њ. –Ю–і–љ–∞–Ї–Њ –≤ —А–Њ—Б—В–Њ–≤—Б–Ї–Њ–є —Н–Љ–∞–ї–Є –Є–Ј–Љ–µ–љ–Є–ї–∞—Б—М —В–µ–Љ–∞—В–Є–Ї–∞. –Э–∞ —Б–Љ–µ–љ—Г —Ж–µ—А–Ї–Њ–≤–љ—Л–Љ —Б—О–ґ–µ—В–∞–Љ –њ—А–Є—И–ї–∞ —Ж–≤–µ—В–Њ—З–љ–∞—П —А–Њ—Б–њ–Є—Б—М –љ–∞ –±–µ–ї–Њ–Љ –Є–ї–Є —Ж–≤–µ—В–љ–Њ–Љ —Д–Њ–љ–µ, –±–ї–Є–Ј–Ї–∞—П –Ї —А–Њ—Б–њ–Є—Б–Є –њ–Њ —Д–∞—А—Д–Њ—А—Г, –∞ —В–∞–Ї–ґ–µ —Б–Њ–≤–µ—В—Б–Ї–∞—П —Б–Є–Љ–≤–Њ–ї–Є–Ї–∞ –Є –Љ–Є–љ–Є–∞—В—О—А–љ–∞—П –ґ–Є–≤–Њ–њ–Є—Б—М –љ–∞ —Н–Љ–∞–ї–Є –≤ –і—Г—Е–µ —Б–Њ—Ж—А–µ–∞–ї–Є–Ј–Љ–∞. –Я–Њ–Ј–і–љ–µ–µ –љ–∞ –±–∞–Ј–µ —А–Њ—Б—В–Њ–≤—Б–Ї–Є—Е –∞—А—В–µ–ї–µ–є –±—Л–ї–∞ –Њ—А–≥–∞–љ–Є–Ј–Њ–≤–∞–љ–∞ —Д–∞–±—А–Є–Ї–∞ «–†–Њ—Б—В–Њ–≤—Б–Ї–∞—П —Д–Є–љ–Є—Д—В—М».
–Ґ–Њ–ї—М–Ї–Њ –≤ —Б–µ–Љ–Є–і–µ—Б—П—В—Л—Е –Є –≤–Њ—Б—М–Љ–Є–і–µ—Б—П—В—Л—Е –≥–Њ–і–∞—Е 20-–≥–Њ –≤–µ–Ї–∞ –љ–∞—З–Є–љ–∞–µ—В—Б—П –љ–Њ–≤–∞—П –≤–Њ–ї–љ–∞ –Є–љ—В–µ—А–µ—Б–∞ —Б–Њ–≤–µ—В—Б–Ї–Є—Е —Е—Г–і–Њ–ґ–љ–Є–Ї–Њ–≤ –Ї –±–Њ–≥–∞—В—Л–Љ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—П–Љ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–є —Н–Љ–∞–ї–Є. –°–Њ–≤–µ—В—Б–Ї–Є–µ —Н–Љ–∞–ї—М–µ—А—Л –њ–Њ–ї—Г—З–∞—О—В –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –њ—А–Є–љ–Є–Љ–∞—В—М —Г—З–∞—Б—В–Є–µ –≤ –Љ–µ–ґ–і—Г–љ–∞—А–Њ–і–љ—Л—Е —В–≤–Њ—А—З–µ—Б–Ї–Є—Е —Б–µ–Љ–Є–љ–∞—А–∞—Е —Б–љ–∞—З–∞–ї–∞ –≤ –Т–µ–љ–≥—А–Є–Є –Є –Я—А–Є–±–∞–ї—В–Є–Ї–µ, –∞ –Ј–∞—В–µ–Љ –Є –≤ –і—А—Г–≥–Є—Е —Б—В—А–∞–љ–∞—Е –Ч–∞–њ–∞–і–љ–Њ–є –Х–≤—А–Њ–њ—Л.
–Т–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є —В–µ—Е–љ–Є–Ї–Є —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–є —Н–Љ–∞–ї–Є –µ—Й–µ –і–∞–ї–µ–Ї–Њ –љ–µ –Є—Б—З–µ—А–њ–∞–љ—Л. –Э–µ —Б–Љ–Њ—В—А—П –љ–∞ —В—Л—Б—П—З–Є –ї–µ—В —А–∞–Ј–≤–Є—В–Є—П —Н—В–Њ–є —В–µ—Е–љ–Є–Ї–Є, –Љ–љ–Њ–≥–Є–µ –∞—Б–њ–µ–Ї—В—Л —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П –љ–µ –Є–Ј—Г—З–µ–љ—Л –і–Њ –Ї–Њ–љ—Ж–∞.
2. —В–µ—Е–љ–Є—З–µ—Б–Ї–∞—П —З–∞—Б—В—М
2.1 –Њ–±—Й–Є–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–µ —Б–≤–µ–і–µ–љ–Є—П
–≠–Љ–∞–ї–Є –Њ—В–љ–Њ—Б—П—В—Б—П –Ї –≥—А—Г–њ–њ–µ —Б—В–µ–Ї–Њ–ї –Є –Њ–±–ї–∞–і–∞—О—В —Е–∞—А–∞–Ї—В–µ—А–љ—Л–Љ–Є –і–ї—П –љ–Є—Е –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В—П–Љ–Є: —Б–≤–µ—В–Њ–њ—А–Њ–њ—Г—Б–Ї–∞–љ–Є–µ–Љ, –≤–Њ–і–Њ- –Є –Ї–Є—Б–ї–Њ—В–Њ—Б—В–Њ–є–Ї–Њ—Б—В—М—О, —Е—А—Г–њ–Ї–Њ—Б—В—М—О, –љ–µ –≥–Њ—А—П—В. –°—В–µ–Ї–ї–Њ –љ–µ –Є–Љ–µ–µ—В –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є —А–µ—И–µ—В–Ї–Є, –њ–Њ–ї–љ–Њ—Б—В—М—О –Є–Ј–Њ—В—А–Њ–њ–љ–Њ, –∞–Љ–Њ—А—Д–љ–Њ –Є –Љ–Њ–ґ–µ—В –≤–Њ—Б–њ—А–Є–љ–Є–Љ–∞—В—М—Б—П –Ї–∞–Ї –Ј–∞—Б—В—Л–≤—И–∞—П –ґ–Є–і–Ї–Њ—Б—В—М.
–≠–Љ–∞–ї—М – —Н—В–Њ –Њ–±—А–∞–Ј–Њ–≤–∞–≤—И–∞—П—Б—П –њ–Њ—Б—А–µ–і—Б—В–≤–Њ–Љ —З–∞—Б—В–Є—З–љ–Њ–≥–Њ –Є–ї–Є –њ–Њ–ї–љ–Њ–≥–Њ —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–Є—П —Б—В–µ–Ї–ї–Њ–≤–Є–і–љ–∞—П –Ј–∞—Б—В—Л–≤—И–∞—П –Љ–∞—Б—Б–∞ –љ–µ–Њ—А–≥–∞–љ–Є—З–µ—Б–Ї–Њ–≥–Њ, –≥–ї–∞–≤–љ—Л–Љ –Њ–±—А–∞–Ј–Њ–Љ –Њ–Ї–Є—Б–љ–Њ–≥–Њ —Б–Њ—Б—В–∞–≤–∞, –Є–љ–Њ–≥–і–∞ —Б –і–Њ–±–∞–≤–Ї–∞–Љ–Є –Љ–µ—В–∞–ї–ї–Њ–≤, –љ–∞–љ–µ—Б–µ–љ–љ–∞—П –љ–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О –Њ—Б–љ–Њ–≤—Г
–≠–Љ–∞–ї—М –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В —Б–Њ–±–Њ–є —Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј–љ—Л–є —Б–њ–ї–∞–≤, —Б–Њ–і–µ—А–ґ–∞—Й–Є–є —А—П–і –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤, –≤—Е–Њ–і—П—Й–Є—Е –≤ —Б–Њ—Б—В–∞–≤ —Б—В–µ–Ї–ї–∞. –≠–Љ–∞–ї—М –љ–∞–љ–Њ—Б—П—В –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е –Є–Ј–і–µ–ї–Є–є –≤ —В–Њ–љ–Ї–Њ–Є–Ј–Љ–µ–ї—М—З–µ–љ–љ–Њ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є –Є –Њ–љ–∞ –Ј–∞–Ї—А–µ–њ–ї—П–µ—В—Б—П –њ–Њ—Б—А–µ–і—Б—В–≤–Њ–Љ –Њ–±–ґ–Є–≥–∞ –њ—А–Є –≤—Л—Б–Њ–Ї–Є—Е —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞—Е –≤ –≤–Є–і–µ –њ—А–Њ—З–љ–Њ–≥–Њ –Є —В–Њ–љ–Ї–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П. –≠–Љ–∞–ї–Є –њ–Њ–ї—Г—З–∞—О—В –њ—Г—В–µ–Љ —Б–њ–ї–∞–≤–ї–µ–љ–Є—П –њ—А–Є –≤—Л—Б–Њ–Ї–Є—Е —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞—Е (1250— 1400 °–°), —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ –њ–Њ–і–Њ–±—А–∞–љ–љ—Л—Е —И–Є—Е—В–Њ–≤—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤: –≥–Њ—А–љ—Л—Е –њ–Њ—А–Њ–і (–Ї–≤–∞—А—Ж–µ–≤—Л–є –њ–µ—Б–Њ–Ї, –≥–ї–Є–љ–∞, –Љ–µ–ї, –њ–Њ–ї–µ–≤–Њ–є —И–њ–∞—В) —Б –њ–ї–∞–≤–љ—П–Љ–Є (–±—Г—А–∞, —Б–Њ–і–∞, –њ–Њ—В–∞—И) –Є –≤—Б–њ–Њ–Љ–Њ–≥–∞—В–µ–ї—М–љ—Л—Е –≤–µ—Й–µ—Б—В–≤: 1) –Њ–Ї–Є—Б–ї—Л –і–ї—П —Г–ї—Г—З—И–µ–љ–Є—П —Б—Ж–µ–њ–ї–µ–љ–Є—П —Н–Љ–∞–ї–Є —Б –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М—О –Љ–µ—В–∞–ї–ї–∞ (NiO, CoO); 2) –≥–ї—Г—И–Є—В–µ–ї–Є –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –љ–µ–њ—А–Њ–Ј—А–∞—З–љ–Њ–≥–Њ —Б–Њ—Б—В–Њ—П–љ–Є—П (–ҐiO2, ZrO2, SnO2, —Д—В–Њ—А–Є–і—Л –Є –і—А.); 3) –Ї—А–∞—Б–Є—В–µ–ї–Є –і–ї—П –њ—А–Є–і–∞–љ–Є—П —Н–Љ–∞–ї–Є –ґ–µ–ї–∞–µ–Љ–Њ–≥–Њ —Ж–≤–µ—В–∞.
–Я–Њ —Б–≤–Њ–Є–Љ –Њ–њ—В–Є—З–µ—Б–Ї–Є–Љ —Б–≤–Њ–є—Б—В–≤–∞–Љ —Н–Љ–∞–ї–Є –±—Л–≤–∞—О—В –њ—А–Њ–Ј—А–∞—З–љ—Л–µ (—В—А–∞–љ—Б–њ–∞—А–∞–љ—В–љ—Л–µ), –љ–µ–њ—А–Њ–Ј—А–∞—З–љ—Л–µ (–≥–ї—Г—И–µ–љ—Л–µ –Є–ї–Є –Њ–њ–∞–Ї–Њ–≤—Л–µ) –Є –Њ–њ–∞–ї–Є—Б—Ж–Є—А—Г—О—Й–Є–µ – –њ–Њ–ї—Г–њ—А–Њ–Ј—А–∞—З–љ—Л–µ.
–Ь–µ—В–∞–ї–ї—Л –і–ї—П —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П. –Ы—Г—З—И–Є–Љ–Є –њ–Њ —Б–≤–Њ–Є–Љ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–Љ —Б–≤–Њ–є—Б—В–≤–∞–Љ –Љ–µ—В–∞–ї–ї–∞–Љ–Є –і–ї—П —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П –њ—А–Є–Ј–љ–∞–љ—Л –Ј–Њ–ї–Њ—В–Њ –Є —Б–µ—А–µ–±—А–Њ. –Ю–і–љ–∞–Ї–Њ –≤–≤–Є–і—Г –Є—Е —З—А–µ–Ј–≤—Л—З–∞–є–љ–Њ –≤—Л—Б–Њ–Ї–Њ–є —Б—В–Њ–Є–Љ–Њ—Б—В–Є –Ј–Њ–ї–Њ—В–Њ –Є —Б–µ—А–µ–±—А–Њ, –Ї–∞–Ї –Њ—Б–љ–Њ–≤–∞ –і–ї—П –љ–∞–љ–µ—Б–µ–љ–Є—П —Н–Љ–∞–ї–Є –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П —В–Њ–ї—М–Ї–Њ –≤ —О–≤–µ–ї–Є—А–љ–Њ–Љ –і–µ–ї–µ. –Т –і–µ–Ї–Њ—А–∞—В–Є–≤–љ–Њ – –њ—А–Є–Ї–ї–∞–і–љ–Њ–Љ –Є—Б–Ї—Г—Б—Б—В–≤–µ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –Њ–±—Л—З–љ–Њ —З–Є—Б—В—Г—О –Љ–µ–і—М –Є —Н–Љ–∞–ї–Є—А–Њ–≤–Њ—З–љ—Л–є —В–Њ–Љ–њ–∞–Ї.
–С–ї–∞–≥–Њ–і–∞—А—П –Њ—Б–Њ–±—Л–Љ —Е–Є–Љ–Є—З–µ—Б–Ї–Є–Љ –Є —Д–Є–Ј–Є—З–µ—Б–Ї–Є–Љ —Б–≤–Њ–є—Б—В–≤–∞–Љ –Љ–µ–і—М –Є–Љ–µ–µ—В –Њ–і–Є–љ –Є–Ј –ї—Г—З—И–Є—Е –њ–Њ–Ї–∞–Ј–∞—В–µ–ї–µ–є –њ—А–Њ—З–љ–Њ—Б—В–Є —Б—Ж–µ–њ–ї–µ–љ–Є—П —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ. –Ю—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –≤—Л—Б–Њ–Ї–∞—П —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –њ–ї–∞–≤–ї–µ–љ–Є—П (1084 º–°) –≥–∞—А–∞–љ—В–Є—А—Г–µ—В —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В—М –Љ–µ—В–∞–ї–ї–∞ –њ—А–Є –Њ–њ–ї–∞–≤–ї–µ–љ–Є–Є –Љ–µ—В–∞–ї–ї–∞. –°—В–Њ–Є–Љ–Њ—Б—В—М –Љ–µ–і–Є –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ –љ–Є–ґ–µ —Б—В–Њ–Є–Љ–Њ—Б—В–Є –±–ї–∞–≥–Њ—А–Њ–і–љ—Л—Е –Љ–µ—В–∞–ї–ї–Њ–≤. –Ю–і–љ–∞–Ї–Њ, –≤ –Ї–∞—З–µ—Б—В–≤–µ –Њ—Б–љ–Њ–≤—Л –Љ–µ–і—М –Є —В–Њ–Љ–њ–∞–Ї –Є–і–µ–∞–ї—М–љ–Њ –њ–Њ–і—Е–Њ–і—П—В —В–Њ–ї—М–Ї–Њ –і–ї—П –љ–µ–њ—А–Њ–Ј—А–∞—З–љ—Л—Е —Н–Љ–∞–ї–µ–є. –Э–∞ –њ—А–Њ–Ј—А–∞—З–љ—Л–µ —Н–Љ–∞–ї–Є –±–Њ–ї—М—И–Њ–µ –≤–ї–Є—П–љ–Є–µ –Њ–Ї–∞–Ј—Л–≤–∞–µ—В —Ж–≤–µ—В –Љ–µ–і–Є: –Њ–љ–Є —В–µ–Љ–љ–µ—О—В, –њ—А–Є–Њ–±—А–µ—В–∞—О—В –±—Г—А—Л–є –Њ—В—В–µ–љ–Њ–Ї. –Ф–ї—П —Б–Њ—Е—А–∞–љ–µ–љ–Є—П –µ—Б—В–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Ж–≤–µ—В–∞ –њ—А–Њ–Ј—А–∞—З–љ—Л—Е —Н–Љ–∞–ї–µ–є –љ–∞ –Љ–µ–і—М –њ—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ–Њ –љ–∞–љ–Њ—Б—П—В –±–µ—Б—Ж–≤–µ—В–љ—Г—О –њ—А–Њ–Ј—А–∞—З–љ—Г—О —Н–Љ–∞–ї—М (—Д–Њ–љ–і–Њ–љ), –Ї–Њ—В–Њ—А–∞—П —Б–Њ—Е—А–∞–љ—П—П –µ—Б—В–µ—Б—В–≤–µ–љ–љ—Л–є –Ї—А–∞—Б–љ–Њ–≤–∞—В–Њ-–Ј–Њ–ї–Њ—В–Є—Б—В—Л–є —Ж–≤–µ—В –Љ–µ–і–Є –њ—А–µ–њ—П—В—Б—В–≤—Г–µ—В –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є—О —Ж–≤–µ—В–∞ —Н–Љ–∞–ї–µ–є. –Т—В–Њ—А–Њ–є —Б–њ–Њ—Б–Њ–± – –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ –њ–Њ–і–ї–Њ–ґ–Ї–Є –Є–Ј —Б–µ—А–µ–±—А—П–љ–Њ–є —Д–Њ–ї—М–≥–Є.
–≠–Љ–∞–ї–Є—А–Њ–≤–Њ—З–љ—Л–є —В–Њ–Љ–њ–∞–Ї –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В —Б–Њ–±–Њ–є —Б–њ–ї–∞–≤ –Љ–µ–і–Є —Б —Ж–Є–љ–Ї–Њ–Љ —Б —Б–Њ–і–µ—А–ґ–∞–љ–Є–µ–Љ —Ж–Є–љ–Ї–∞ –љ–µ –±–Њ–ї–µ–µ 3 - 5 % . –С–Њ–ї—М—И–µ–µ —Б–Њ–і–µ—А–ґ–∞–љ–Є–µ —Ж–Є–љ–Ї–∞ –Ї—А–∞–є–љ–µ –љ–µ–ґ–µ–ї–∞—В–µ–ї—М–љ–Њ –≤—Б–ї–µ–і—Б—В–≤–Є–µ —Б–љ–Є–ґ–µ–љ–Є—П –њ—А–Њ—З–љ–Њ—Б—В–Є —Б—Ж–µ–њ–ї–µ–љ–Є—П —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ. –Я–Њ —Н—В–Њ–є –њ—А–Є—З–Є–љ–µ –≤—Б–µ –і—А—Г–≥–Є–µ –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–µ —Б–њ–ї–∞–≤—Л —Б –±–Њ–ї–µ–µ –≤—Л—Б–Њ–Ї–Є–Љ —Б–Њ–і–µ—А–ґ–∞–љ–Є–µ–Љ —Ж–Є–љ–Ї–∞, —В–∞–Ї–Є–µ –Ї–∞–Ї –ї–∞—В—Г–љ—М, –±—А–Њ–љ–Ј–∞, –љ–µ–є–Ј–Є–ї—М–±–µ—А –і–ї—П —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П —Б—В–∞–љ–і–∞—А—В–љ—Л–Љ–Є —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л–Љ–Є —Н–Љ–∞–ї—П–Љ–Є –љ–µ –њ–Њ–і—Е–Њ–і—П—В.
–Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –њ–ї–∞–≤–ї–µ–љ–Є—П —В–Њ–Љ–њ–∞–Ї–∞ – 1055 – 1065 º–°. –Њ—Б–Њ–±–Њ–µ –њ—А–µ–Є–Љ—Г—Й–µ—Б—В–≤–Њ —Н–Љ–∞–ї–Є—А–Њ–≤–Њ—З–љ–Њ–≥–Њ —В–Њ–Љ–њ–∞–Ї–∞ –Ј–∞–Ї–ї—О—З–∞–µ—В—Б—П –≤ –µ–≥–Њ —Б–≤–µ—В–ї–Њ-–ґ–µ–ї—В–Њ–є –Њ–Ї—А–∞—Б–Ї–µ, –Є –њ–Њ—Н—В–Њ–Љ—Г —Ж–≤–µ—В–∞ —Н–Љ–∞–ї–Є –љ–∞ —В–Њ–Љ–њ–∞–Ї–µ —З–Є—Б—В—Л–µ –Є —П—А–Ї–Є–µ. –≠—В–Њ—В —Б–њ–ї–∞–≤, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –і–ї—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П —Б–µ—А–Є–є–љ—Л—Е –Є–Ј–і–µ–ї–Є–є –љ–µ–±–Њ–ї—М—И–Њ–≥–Њ —А–∞–Ј–Љ–µ—А–∞, –љ–∞–њ—А–Є–Љ–µ—А –Ј–љ–∞—З–Ї–Њ–≤. –Я—А–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–Є –±–Њ–ї—М—И–Є—Е –њ–Њ –њ–ї–Њ—Й–∞–і–Є –Є–Ј–і–µ–ї–Є–є –њ–Њ—П–≤–ї—П–µ—В—Б—П –Њ–њ–∞—Б–љ–Њ—Б—В—М —Б–Ї–∞–ї—Л–≤–∞–љ–Є—П —Н–Љ–∞–ї–Є.
–Т –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ–Љ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–Є –њ—А–Є–Љ–µ–љ—П—О—В—Б—П —В–∞–Ї–ґ–µ —З—Г–≥—Г–љ, –ї–Є—Б—В–Њ–≤–∞—П —Б—В–∞–ї—М, —В–Є—В–∞–љ –Є –∞–ї—О–Љ–Є–љ–Є–є. –°—В–∞–ї—М –Є –∞–ї—О–Љ–Є–љ–Є–є –Љ–Њ–≥—Г—В –±—Л—В—М –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ—Л –Ї–∞–Ї –Њ—Б–љ–Њ–≤–∞ –і–ї—П —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е –њ–ї–∞–Ї–µ—В–Њ–Ї. –Ю–і–љ–∞–Ї–Њ –∞–ї—О–Љ–Є–љ–Є–є –Є –µ–≥–Њ —Б–њ–ї–∞–≤—Л –Є–Љ–µ–µ—В –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –љ–Є–Ј–Ї—Г—О —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г –њ–ї–∞–≤–ї–µ–љ–Є—П (659 º–° – —З–Є—Б—В—Л–є –∞–ї—О–Љ–Є–љ–Є–є), —З—В–Њ –Њ–±—Г—Б–ї–∞–≤–ї–Є–≤–∞–µ—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л—Е –ї–µ–≥–Ї–Њ–њ–ї–∞–≤–Ї–Є—Е —Н–Љ–∞–ї–µ–є —Б —В–µ–Љ–њ–µ—А–∞—В—Г—А–Њ–є –њ–ї–∞–≤–ї–µ–љ–Є—П –љ–µ –≤—Л—И–µ 620 º–°. –°–њ–ї–∞–≤—Л –∞–ї—О–Љ–Є–љ–Є—П, —Б–Њ–і–µ—А–ґ–∞—Й–Є–µ —Ж–Є–љ–Ї –і–ї—П –љ–∞–љ–µ—Б–µ–љ–Є—П —Н–Љ–∞–ї–Є –љ–µ –њ–Њ–і—Е–Њ–і—П—В.
2.2. –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ —Н–Љ–∞–ї–Є{C}[1]
–°—В—А–Њ–µ–љ–Є–µ —Б—В–µ–Ї–ї–∞. –Ф–ї—П —Н–Љ–∞–ї–µ–є, –Ї–∞–Ї –Є –і–ї—П –ї—О–±–Њ–≥–Њ —Б—В–µ–Ї–ї–∞ —Е–∞—А–∞–Ї—В–µ—А–љ–Њ —В. –љ. —Б—В–µ–Ї–ї–Њ–≤–Є–і–љ–Њ–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ, –Ї–Њ—В–Њ—А–Њ–µ –Љ–Њ–ґ–љ–Њ –Њ–њ—А–µ–і–µ–ї–Є—В—М —Е–∞–Њ—В–Є—З–µ—Б–Ї–Є–Љ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ–Љ –∞—В–Њ–Љ–Њ–≤ –≤–µ—Й–µ—Б—В–≤–∞ –≤ –њ—А–Њ—Б—В—А–∞–љ—Б—В–≤–µ, –љ–µ –Њ–±—А–∞–Ј—Г—О—Й–Є—Е –≥–µ–Њ–Љ–µ—В—А–Є—З–µ—Б–Ї–Є –њ—А–∞–≤–Є–ї—М–љ–Њ–є —Г–њ–Њ—А—П–і–Њ—З–µ–љ–љ–Њ–є –њ—А–Њ—Б—В—А–∞–љ—Б—В–≤–µ–љ–љ–Њ–є —Б—В—А—Г–Ї—В—Г—А—Л, —В–Њ –µ—Б—В—М –Њ—В—Б—Г—В—Б—В–≤–Є–µ–Љ –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є —А–µ—И–µ—В–Ї–Є. –°—В–µ–Ї–ї–Њ–≤–Є–і–љ–Њ–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ —Е–∞—А–∞–Ї—В–µ—А–љ–Њ –љ–µ —В–Њ–ї—М–Ї–Њ –і–ї—П —Б—В–µ–Ї–Њ–ї. –Т —Н—В–Њ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є –љ–∞—Е–Њ–і–Є—В—Б—П, –љ–∞–њ—А–Є–Љ–µ—А, —П–љ—В–∞—А—М, –Њ—А–≥—Б—В–µ–Ї–ї–Њ (–њ–Њ–ї–Є–Љ–µ—В–Є–ї–Љ–µ—В–∞–Ї—А–Є–ї–∞—В) –Є –і—А—Г–≥–Є–µ –≤–µ—Й–µ—Б—В–≤–∞. –≠—В–Њ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –љ–∞–Ј—Л–≤–∞—В—М «—Н–Љ–∞–ї—М—О» –љ–µ–Ї–Њ—В–Њ—А—Л–µ –њ–Њ–ї–Є–Љ–µ—А–љ—Л–µ –њ–Њ–Ї—А—Л—В–Є—П, –Є–Љ–µ—О—Й–Є–µ —Б—Е–Њ–і–љ—Л–µ –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–µ —Б–≤–Њ–є—Б—В–≤–∞ —Б –Ї–ї–∞—Б—Б–Є—З–µ—Б–Ї–Њ–є –≥–Њ—А—П—З–µ–є —Н–Љ–∞–ї—М—О –љ–∞ –Љ–µ—В–∞–ї–ї–µ –Є–ї–Є —Б—В–µ–Ї–ї–µ.
–Ю—Е–ї–∞–ґ–і–∞—П—Б—М, –ґ–Є–і–Ї–Њ–µ —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–µ –≤–µ—Й–µ—Б—В–≤–Њ –њ–µ—А–µ—Е–Њ–і–Є—В –ї–Є–±–Њ –≤ –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–µ, –ї–Є–±–Њ –≤ —Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј–љ–Њ–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ. –°–≤–Њ–є—Б—В–≤–∞ –∞–љ–Є–Ј–Њ—В—А–Њ–њ–љ–Њ–≥–Њ –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–≥–Њ –≤–µ—Й–µ—Б—В–≤–∞ –Ј–∞–≤–Є—Б—П—В –Њ—В –Ї–Њ–љ—Д–Є–≥—Г—А–∞—Ж–Є–Є –Ї—А–Є—Б—В–∞–ї–ї–Њ–≤ –Є –≤ —А–∞–Ј–ї–Є—З–љ—Л—Е –љ–∞–њ—А–∞–≤–ї–µ–љ–Є—П—Е –љ–µ–Њ–і–Є–љ–∞–Ї–Њ–≤—Л. –°—В–µ–Ї–ї–Њ–≤–Є–і–љ–Њ–µ –≤–µ—Й–µ—Б—В–≤–Њ, –љ–∞–њ—А–Њ—В–Є–≤, –Є–Ј–Њ—В—А–Њ–њ–љ–Њ, —В. –µ. –µ–≥–Њ —Б–≤–Њ–є—Б—В–≤–∞ –≤–Њ –≤—Б–µ—Е –љ–∞–њ—А–∞–≤–ї–µ–љ–Є—П—Е –Њ–і–Є–љ–∞–Ї–Њ–≤—Л.
–Ъ—А–Є—Б—В–∞–ї–ї—Л —Е–∞—А–∞–Ї—В–µ—А–Є–Ј—Г—О—В—Б—П —Б—В—А–Њ–≥–Њ —Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–љ–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–Њ–є –њ–ї–∞–≤–ї–µ–љ–Є—П, –≤—Л—И–µ –Ї–Њ—В–Њ—А–Њ–є –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–µ –≤–µ—Й–µ—Б—В–≤–Њ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –њ–ї–∞–≤–ї–µ–љ–Є—П –љ–µ –љ–∞–≥—А–µ–≤–∞–µ—В—Б—П, –≤—Б—П –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–∞—П –њ–Њ–і–≤–Њ–і–Є–Љ–∞—П —В–µ–њ–ї–Њ—В–∞ —А–∞—Б—Е–Њ–і—Г–µ—В—Б—П –љ–µ –љ–∞ –љ–∞–≥—А–µ–≤, –∞ –љ–∞ —А–∞–Ј—А—Г—И–µ–љ–Є–µ –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є —Б—В—А—Г–Ї—В—Г—А—Л. –Я—А–Є –±—Л—Б—В—А–Њ–Љ –Њ—Е–ї–∞–ґ–і–µ–љ–Є–Є –љ–µ–Ї–Њ—В–Њ—А—Л–µ –≤–µ—Й–µ—Б—В–≤–∞, –љ–∞–њ—А–Є–Љ–µ—А –Ї—А–µ–Љ–љ–µ–Ј–µ–Љ SiO2 –Є –Ї—А–µ–Љ–љ–µ–Ї–Є—Б–ї—Л–µ —Б–Њ–ї–Є –Љ–µ—В–∞–ї–ї–Њ–≤ (—Б–Є–ї–Є–Ї–∞—В—Л) –Є –і—А—Г–≥–Є–µ, –њ–µ—А–µ—Е–Њ–і—П—В –≤ —Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј–љ–Њ–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ. –†–∞—Б–њ–ї–∞–≤—Л —Н—В–Є—Е –≤–µ—Й–µ—Б—В–≤ –Њ–±–ї–∞–і–∞—О—В –±–Њ–ї—М—И–Њ–є –≤—П–Ј–Ї–Њ—Б—В—М—О –Є —В–∞–Ї –±—Л—Б—В—А–Њ –Ј–∞–≥—Г—Б—В–µ–≤–∞—О—В, —З—В–Њ –∞—В–Њ–Љ—Л –љ–µ —Г—Б–њ–µ–≤–∞—О—В –њ–Њ—Б—В—А–Њ–Є—В—М—Б—П –≤ –њ—А–∞–≤–Є–ї—М–љ—Г—О –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О —Б—В—А—Г–Ї—В—Г—А—Г. –Я–Њ–і–Њ–±–љ–Њ–µ —Е–∞–Њ—В–Є—З–µ—Б–Ї–Њ–µ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –∞—В–Њ–Љ–Њ–≤ –Є –Љ–Њ–ї–µ–Ї—Г–ї – –≥–ї–∞–≤–љ—Л–є –њ—А–Є–Ј–љ–∞–Ї –ґ–Є–і–Ї–Њ—Б—В–Є –Є–ї–Є –≥–∞–Ј–∞. –°–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ, —Б—В–µ–Ї–ї–Њ –Љ–Њ–ґ–љ–Њ –љ–∞–Ј–≤–∞—В—М —В–≤–µ—А–і–Њ–є (—В–Њ—З–љ–µ–µ - –њ–µ—А–µ–Њ—Е–ї–∞–ґ–і–µ–љ–љ–Њ–є) –ґ–Є–і–Ї–Њ—Б—В—М—О.
–Я—А–Є –њ–Њ–≤—В–Њ—А–љ–Њ–Љ –љ–∞–≥—А–µ–≤–∞–љ–Є–Є —Б—В–µ–Ї–ї–Њ–≤–Є–і–љ–Њ–µ –≤–µ—Й–µ—Б—В–≤–Њ –Љ–Њ–ґ–µ—В –њ–µ—А–µ–є—В–Є –≤ –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–µ –≤ —Б–ї–µ–і—Б—В–≤–Є–Є –µ–≥–Њ –љ–µ—Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В–Є. –Т –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ —Н–Љ–∞–ї–Є –њ–Њ–і–Њ–±–љ–∞—П –Ї—А–Є—Б—В–∞–ї–ї–Є–Ј–∞—Ж–Є—П –љ–µ–ґ–µ–ї–∞—В–µ–ї—М–љ–∞, —Н—В–Њ —П–≤–ї—П–µ—В—Б—П –Њ–і–љ–Є–Љ –Є–Ј –њ–Њ—А–Њ–Ї–Њ–≤ —Н–Љ–∞–ї–Є.
–°–Њ—Б—В–∞–≤ –Є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ —Н–Љ–∞–ї–Є. –Ю—Б–љ–Њ–≤–Њ–є –±–Њ–ї—М—И–Є–љ—Б—В–≤–∞ –љ–µ–Њ—А–≥–∞–љ–Є—З–µ—Б–Ї–Є—Е —Б—В–µ–Ї–Њ–ї –Є —Н–Љ–∞–ї–µ–є —П–≤–ї—П–µ—В—Б—П –Њ–Ї–Є—Б—М –Ї—А–µ–Љ–љ–Є—П SiO2, –≤–≤–Њ–і–Є–Љ–∞—П –≤ —И–Є—Е—В—Г –≤ –≤–Є–і–µ –Ї–≤–∞—А—Ж–µ–≤–Њ–≥–Њ –њ–µ—Б–Ї–∞ (—Б–Є–ї–Є–Ї–∞—В–љ—Л–µ —Б—В–µ–Ї–ї–∞). C—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—П–Љ–Є —Б–ї—Г–ґ–∞—В —В–∞–Ї–ґ–µ —В—А–µ—Е–Њ–Ї–Є—Б—М –±–Њ—А–∞ B2O3, —Д–Њ—Б—Д–Њ—А–љ—Л–є –∞–љ–≥–Є–і—А–Є–і P2O5, –Њ–Ї—Б–Є–і —Б–≤–Є–љ—Ж–∞ PbO –Є –і—А. –°–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ —В–∞–Ї–Є–µ —Б—В–µ–Ї–ї–∞ –љ–∞–Ј—Л–≤–∞—О—В—Б—П –±–Њ—А–љ—Л–Љ–Є, —Б–≤–Є–љ—Ж–Њ–≤—Л–Љ–Є –Є —В. –і. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –≤ —Б–Њ—Б—В–∞–≤ —Н–Љ–∞–ї–Є –≤—Е–Њ–і—П—В –Љ–Њ–і–Є—Д–Є–Ї–∞—В–Њ—А—Л (–Њ–Ї–Є—Б–Є —Й–µ–ї–Њ—З–љ—Л—Е –Є —Й–µ–ї–Њ—З–љ–Њ–Ј–µ–Љ–µ–ї—М–љ—Л—Е –Љ–µ—В–∞–ї–ї–Њ–≤, –Њ—В –Ї–Њ—В–Њ—А—Л—Е –Ј–∞–≤–Є—Б—П—В —Б–≤–Њ–є—Б—В–≤–∞ —Н–Љ–∞–ї–µ–є), –∞ —В–∞–Ї–ґ–µ –Ї—А–∞—Б–Є—В–µ–ї–Є –Є –њ–Є–≥–Љ–µ–љ—В—Л – –Ї—А–∞—Б—П—Й–Є–µ –Њ–Ї–Є—Б–ї—Л –Љ–µ—В–∞–ї–ї–Њ–≤, –Њ–Ї–Є—Б–Є –∞–ї—О–Љ–Є–љ–Є—П, —Б–≤–Є–љ—Ж–∞, —Б–Њ–µ–і–Є–љ–µ–љ–Є—П —Д—В–Њ—А–∞ –Є —В. –і.
–Т –Ї–∞—З–µ—Б—В–≤–µ —В—Г–≥–Њ–њ–ї–∞–≤–Ї–Њ–≥–Њ —Б—Л—А—М—П –і–ї—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П —Н–Љ–∞–ї–µ–є –Є—Б–њ–Њ–ї—М–Ј—Г—О—В —З–Є—Б—В—Л–є –Ї–≤–∞—А—Ж–µ–≤—Л–є –њ–µ—Б–Њ–Ї (–і–≤—Г–Њ–Ї–Є—Б—М –Ї—А–µ–Љ–љ–Є—П), –њ–Њ–ї–µ–≤–Њ–є —И–њ–∞—В (–∞–ї—О–Љ–Њ—Б–Є–ї–Є–Ї–∞—В –Ї–∞–ї–Є—П, –Ї–∞–ї—М—Ж–Є—П –Є–ї–Є –љ–∞—В—А–Є—П), –Љ–∞–≥–љ–µ–Ј–Є—В (—Г–≥–ї–µ–Ї–Є—Б–ї—Л–є –Љ–∞–≥–љ–Є–є). –Ъ–≤–∞—А—Ж (SiO2) —Б–Њ—Б—В–∞–≤–ї—П–µ—В 30 - 55 % –±–Њ–ї—М—И–Є–љ—Б—В–≤–∞ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Н–Љ–∞–ї–µ–є. –Ю—В —Б–Њ–і–µ—А–ґ–∞–љ–Є—П –Ї–≤–∞—А—Ж–∞ –≤ —Б–Њ—Б—В–∞–≤–µ —Н–Љ–∞–ї–µ–є –Ј–∞–≤–Є—Б—П—В —В–∞–Ї–Є–µ –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є–µ —Б–≤–Њ–є—Б—В–≤–∞ —Б—В–µ–Ї–ї–∞, –Ї–∞–Ї –њ—А–Њ—З–љ–Њ—Б—В—М –њ—А–Є —Б–ґ–∞—В–Є–Є, —Г–њ—А—Г–≥–Њ—Б—В—М –Є —Е–Є–Љ–Є—З–µ—Б–Ї–∞—П —Б—В–Њ–є–Ї–Њ—Б—В—М. –Ю–і–љ–∞–Ї–Њ —Г–≤–µ–ї–Є—З–µ–љ–Є–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–∞ SiO2 –≤ —Б–Њ—Б—В–∞–≤–µ —И–Є—Е—В—Л –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ —Г–≤–µ–ї–Є—З–Є–≤–∞–µ—В —В—Г–≥–Њ–њ–ї–∞–≤–Ї–Њ—Б—В—М —Н–Љ–∞–ї–Є (—В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –њ–ї–∞–≤–ї–µ–љ–Є—П —З–Є—Б—В–Њ–≥–Њ –Ї–≤–∞—А—Ж–∞ 1800 - 2000º–°). –Ю–±—Л—З–љ—Л–µ, –≤ —В–Њ–Љ —З–Є—Б–ї–µ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л–µ —Б—В–µ–Ї–ї–∞ —Б–Њ–і–µ—А–ґ–∞—В 60 – 75% –Њ–Ї—Б–Є–і–∞ –Ї—А–µ–Љ–љ–Є—П.
–Ф–ї—П —Б–љ–Є–ґ–µ–љ–Є—П —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –њ–ї–∞–≤–ї–µ–љ–Є—П –≤ —И–Є—Е—В—Г –≤–≤–Њ–і—П—В –ї–µ–≥–Ї–Њ–њ–ї–∞–≤–Ї–Є–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л – —Д–ї—О—Б—Л. –І–∞—Й–µ –≤—Б–µ–≥–Њ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П —Б–ї–µ–і—Г—О—Й–Є–µ –≤–µ—Й–µ—Б—В–≤–∞: –±–Њ—А–љ–∞—П –Ї–Є—Б–ї–Њ—В–∞ (H3BO3), –±—Г—А–∞ (Na2B4O7), —Б–Њ–і–∞ (Na2CO3), –Є–Ј–≤–µ—Б—В–Ї–Њ–≤—Л–є —И–њ–∞—В (CaCO3), —Б–≤–Є–љ—Ж–Њ–≤—Л–є —Б—Г—А–Є–Ї (Pb3O4).
–Я–ї–∞–≤–ї–µ–љ–Є–µ —И–Є—Е—В—Л –Є –≤–∞—А–Ї—Г —Н–Љ–∞–ї–µ–є –њ—А–Њ–≤–Њ–і—П—В –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –≤ –њ—А–µ–і–µ–ї–∞—Е 1000 - 1400 º–°. –≤—А–µ–Љ—П –≤–∞—А–Ї–Є – –Њ—В –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е –і–µ—Б—П—В–Ї–Њ–≤ –Љ–Є–љ—Г—В, –і–Њ –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е —З–∞—Б–Њ–≤. –°—В–Њ–ї—М –і–Њ–ї–≥–Њ–µ –≤—А–µ–Љ—П –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –і–ї—П –і–Њ—Б—В–Є–ґ–µ–љ–Є—П –Њ–і–љ–Њ—А–Њ–і–љ–Њ–є (–≥–Њ–Љ–Њ–≥–µ–љ–љ–Њ–є) —Б—В—А—Г–Ї—В—Г—А—Л –≤–µ—Й–µ—Б—В–≤–∞. –Т –њ—А–Њ—Ж–µ—Б—Б–µ –≤–∞—А–Ї–Є –≤ —А–∞—Б–њ–ї–∞–≤–µ —И–Є—Е—В—Л –њ—А–Њ—В–µ–Ї–∞—О—В —Б–ї–Њ–ґ–љ—Л–µ —Е–Є–Љ–Є—З–µ—Б–Ї–Є–µ —А–µ–∞–Ї—Ж–Є–Є, —Б–Њ–њ—А–Њ–≤–Њ–ґ–і–∞—О—Й–Є–µ—Б—П –≤—Л–і–µ–ї–µ–љ–Є–µ–Љ –≥–∞–Ј–Њ–≤. –Т –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ—Л—Е —Г—Б–ї–Њ–≤–Є—П—Е –≤–∞—А–Ї—Г —Н–Љ–∞–ї–Є –њ—А–Њ–Є–Ј–≤–Њ–і—П—В –≤ —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л—Е –њ–ї–∞–≤–Є–ї—М–љ—Л—Е –Є–ї–Є —В–Є–≥–µ–ї—М–љ—Л—Е –њ–µ—З–∞—Е, –≤ –ї–∞–±–Њ—А–∞—В–Њ—А–љ—Л—Е —Г—Б–ї–Њ–≤–Є—П—Е – –≤ –љ–µ–±–Њ–ї—М—И–Є—Е —В–Є–≥–ї—П—Е.
–Я–µ—А–µ–і –њ–ї–∞–≤–Ї–Њ–є –≤—Б–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л —И–Є—Е—В—Л –Є–Ј–Љ–µ–ї—М—З–∞—О—В –Є —В—Й–∞—В–µ–ї—М–љ–Њ –њ–µ—А–µ–Љ–µ—И–Є–≤–∞—О—В. –Ъ–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –≤–∞—А–Ї—Г —Н–Љ–∞–ї–Є –њ—А–Њ–≤–Њ–і—П—В –≤ –і–≤–∞ –њ—А–Є–µ–Љ–∞. –°–љ–∞—З–∞–ї–∞ –≤–∞—А—П—В –њ—А–Њ–Ј—А–∞—З–љ–Њ–µ —Б—В–µ–Ї–ї–Њ – —Д—А–Є—В—В—Г. –Ч–∞—В–µ–Љ —Д—А–Є—В—В—Г –Є–Ј–Љ–µ–ї—М—З–∞—О—В –Є –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –Ї–∞–Ї –Њ—Б–љ–Њ–≤—Г –і–ї—П –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞ —Б–Њ–±—Б—В–≤–µ–љ–љ–Њ —Ж–≤–µ—В–љ—Л—Е —Н–Љ–∞–ї–µ–є.
–Ъ–≤–∞—А—Ж –њ—А–Є–Љ–µ–љ—П—О—В –≤ –≤–Є–і–µ –Њ—Б–Њ–±–Њ —З–Є—Б—В–Њ–≥–Њ –њ–µ—Б–Ї–∞, –љ–Њ –њ—А–Є —Н—В–Њ–Љ –≤ —А–∞—Б–њ–ї–∞–≤ –≤—Б–µ –ґ–µ –њ–Њ–њ–∞–і–∞–µ—В —А—П–і –њ—А–Є–Љ–µ—Б–µ–є, –Њ—Б–Њ–±–µ–љ–љ–Њ –Њ–Ї–Є—Б–ї—Л –ґ–µ–ї–µ–Ј–∞. –° –і—А—Г–≥–Є–Љ–Є –µ—Б—В–µ—Б—В–≤–µ–љ–љ—Л–Љ–Є —И–Є—Е—В–Њ–≤—Л–Љ–Є –Љ–∞—В–µ—А–Є–∞–ї–∞–Љ–Є –≤ –Њ–±—А–∞–Ј–Њ–≤–∞–≤—И—Г—О—Б—П —Д—А–Є—В—В—Г —В–∞–Ї–ґ–µ –њ–Њ–њ–∞–і–∞—О—В –љ–µ–Ї–Њ—В–Њ—А—Л–µ –њ—А–Є–Љ–µ—Б–Є. –Т —А–∞—Б–њ–ї–∞–≤–µ —Н—В–Є –Љ–∞—В–µ—А–Є–∞–ї—Л –≤–Ј–∞–Є–Љ–Њ–і–µ–є—Б—В–≤—Г—О—В –і—А—Г–≥ —Б –і—А—Г–≥–Њ–Љ –≤ –≤–Є–і–µ –Њ–Ї–Є—Б–ї–Њ–≤.
–Ю–±—А–∞–Ј–Њ–≤–∞–≤—И–∞—П—Б—П –Є–Ј —А–∞—Б—Б–Љ–Њ—В—А–µ–љ–љ—Л—Е –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤ —Д—А–Є—В—В–∞ –њ—А–Њ–Ј—А–∞—З–љ–∞ –Є —Б–ї—Г–ґ–Є—В –Њ—Б–љ–Њ–≤–Њ–є –і–ї—П –њ—А–Њ–Ј—А–∞—З–љ—Л—Е —Н–Љ–∞–ї–µ–є. –Я—А–Є –і–Њ–±–∞–≤–ї–µ–љ–Є–Є –≤ —Б—В–µ–Ї–ї–Њ–≤–Є–і–љ—Л–є —А–∞—Б–њ–ї–∞–≤ –≥–ї—Г—И–Є—В–µ–ї–µ–є –њ–Њ–љ–Є–ґ–∞–µ—В—Б—П –µ–≥–Њ –њ—А–Њ–Ј—А–∞—З–љ–Њ—Б—В—М –Є —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ –њ–Њ–ї—Г—З–∞—О—В –Є—Б—Е–Њ–і–љ—Л–є –Љ–∞—В–µ—А–Є–∞–ї –і–ї—П –љ–µ–њ—А–Њ–Ј—А–∞—З–љ—Л—Е —Н–Љ–∞–ї–µ–є.
–Ф–Њ —Б–Є—Е –њ–Њ—А —Н–Љ–∞–ї–Є —Б–Њ—Б—В–∞–≤–ї—П—О—В –љ–∞ –Њ—Б–љ–Њ–≤–µ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е –і–∞–љ–љ—Л—Е. –Ь–љ–Њ–≥–Є–µ —Д–∞–Ї—В–Њ—А—Л –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ –Ј–∞—А–∞–љ–µ–µ –њ—А–µ–і—Г—Б–Љ–Њ—В—А–µ—В—М, —В–∞–Ї –Ї–∞–Ї –≤–Ј–∞–Є–Љ–Њ–і–µ–є—Б—В–≤–Є–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –њ–ї–∞–≤–ї–µ–љ–Є—П –њ—А–Є–≤–Њ–і–Є—В –Ї —А–∞–Ј–ї–Є—З–љ—Л–Љ –Њ—В–Ї–ї–Њ–љ–µ–љ–Є—П–Љ. –°–Њ—Б—В–∞–≤ —Н–Љ–∞–ї–Є –Ј–∞–≤–Є—Б–Є—В –Њ—В –Ј–∞–і–∞–љ–љ—Л—Е —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є—Е –њ–∞—А–∞–Љ–µ—В—А–Њ–≤. –Т –Ґ–∞–±–ї–Є—Ж–µ 1. –і–∞–љ –њ—А–Є–Љ–µ—А–љ—Л–є —Б–Њ—Б—В–∞–≤ —Н–Љ–∞–ї–µ–є, –≤—Л–њ—Г—Б–Ї–∞–µ–Љ—Л—Е –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ—Б—В—М—О.
–Ґ–∞–±–ї–Є—Ж–∞ 1.
–Ш—Б—Е–Њ–і–љ–∞—П —А–µ—Ж–µ–њ—В—Г—А–∞ —О–≤–µ–ї–Є—А–љ—Л—Е —Н–Љ–∞–ї–µ–є [1]
|
–Ъ–≤–∞—А—Ж |
34 — 55 |
|
–С—Г—А–∞ (–±–Њ—А–љ–∞—П –Ї–Є—Б–ї–Њ—В–∞) |
0 — 12,5 |
|
–°–Њ–і–∞ |
3 — 8 |
|
–Я–Њ—В–∞—И |
1,5 — 11 |
|
–°–≤–Є–љ—Ж–Њ–≤—Л–є —Б—Г—А–Є–Ї |
25 — 40 |
|
–Я–ї–∞–≤–ї–Є–Ї–Њ–≤—Л–є —И–њ–∞—В |
0 — 2,5 |
|
–Ъ—А–Є–Њ–ї–Є—В |
1 — 4 |
|
–Ъ–∞–ї–Є–µ–≤–∞—П —Б–µ–ї–Є—В—А–∞ |
0 — 2 |
|
–Ь—Л—И—М—П–Ї |
0 — 4 |
|
–Ъ—А–∞—Б—П—Й–Є–µ –Њ–Ї–Є—Б–ї—Л |
0,1 — 0,5 |
–Я—А–µ–і–њ–Њ—Б—Л–ї–Ї–Њ–є –і–ї—П –њ–Њ–ї–љ–Њ–≥–Њ —А–∞—Б—В–≤–Њ—А–µ–љ–Є—П –Є —А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ–≥–Њ —А–∞—Б–њ—А–µ–і–µ–ї–µ–љ–Є—П –≤—Б–µ—Е –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤ –≤ —А–∞—Б–њ–ї–∞–≤–µ —П–≤–ї—П–µ—В—Б—П —В—Й–∞—В–µ–ї—М–љ–∞—П –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –Є—Б—Е–Њ–і–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤. –Ґ–Њ—З–љ–Њ –≤–Ј–≤–µ—И–µ–љ–љ–Њ–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ —И–Є—Е—В–Њ–≤—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ —В—Й–∞—В–µ–ї—М–љ–Њ –Є–Ј–Љ–µ–ї—М—З–∞—О—В –Є —Б–Љ–µ—И–Є–≤–∞—О—В —В–∞–Ї, —З—В–Њ–±—Л –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ –њ–Њ–ї—Г—З–Є–ї–∞—Б—М –Њ–і–љ–Њ—А–Њ–і–љ–∞—П —Б–Љ–µ—Б—М —В–≤–µ—А–і—Л—Е, –Љ–µ–ї–Ї–Є—Е –≥—А–∞–љ—Г–ї –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤. –≠–Љ–∞–ї–µ–≤—Г—О —И–Є—Е—В—Г —А–∞—Б–њ–ї–∞–≤–ї—П—О—В –≤ –њ–µ—З–Є –і–Њ –њ–Њ–ї—Г—З–µ–љ–Є—П —Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј–љ–Њ–є –Љ–∞—Б—Б—Л, –Ї–Њ—В–Њ—А–∞—П –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В —Б–Њ–±–Њ–є –Њ—Б–љ–Њ–≤—Г –±—Г–і—Г—Й–µ–є —Н–Љ–∞–ї–Є.
–Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –њ–ї–∞–≤–ї–µ–љ–Є—П –і–ї—П —А–∞–Ј–ї–Є—З–љ—Л—Е —Н–Љ–∞–ї–µ–є –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ—А–µ–і–µ–ї–∞—Е –Ю—В 1000 –і–Њ 1400 °–°. –Ь–Є–љ–Є–Љ–∞–ї—М–љ–∞—П —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –њ–ї–∞–≤–ї–µ–љ–Є—П —И–Є—Е—В—Л –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П —В–µ–Љ–њ–µ—А–∞—В—Г—А–Њ–є –њ–ї–∞–≤–ї–µ–љ–Є—П –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤. –Ю—В—Б—О–і–∞ —Б–ї–µ–і—Г–µ—В, —З—В–Њ —Е–Њ–і —Б–ї–Њ–ґ–љ—Л—Е —А–µ–∞–Ї—Ж–Є–є –≤ —И–Є—Е—В–µ —В—А–µ–±—Г–µ—В –Њ–њ—А–µ–і–µ–ї–µ–љ–љ–Њ–≥–Њ –≤—А–µ–Љ–µ–љ–Є –Є –љ–µ –Љ–Њ–ґ–µ—В –±—Л—В—М —Г—Б–Ї–Њ—А–µ–љ —А–µ–Ј–Ї–Є–Љ –њ–Њ–≤—Л—И–µ–љ–Є–µ–Љ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л.
–Ч–і–µ—Б—М, –Ї–∞–Ї –Є –њ—А–Є –ї—О–±–Њ–Љ —Е–Є–Љ–Є—З–µ—Б–Ї–Њ–Љ –њ—А–Њ—Ж–µ—Б—Б–µ, —Б–Ї–Њ—А–Њ—Б—В—М —А–µ–∞–Ї—Ж–Є–Є —Г–≤–µ–ї–Є—З–Є–≤–∞–µ—В—Б—П —Б –њ–Њ–≤—Л—И–µ–љ–Є–µ–Љ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л, –љ–Њ –і–Њ –Њ–њ—А–µ–і–µ–ї–µ–љ–љ–Њ–≥–Њ –њ—А–µ–і–µ–ї–∞, –њ—А–µ–≤—Л—И–µ–љ–Є–µ –Ї–Њ—В–Њ—А–Њ–≥–Њ –њ—А–Є–≤–Њ–і–Є—В –Ї –љ–µ–ґ–µ–ї–∞—В–µ–ї—М–љ—Л–Љ —П–≤–ї–µ–љ–Є—П–Љ: —Б–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Є–Љ –Є–Ј–Љ–µ–љ–µ–љ–Є—П–Љ —Б–Њ—Б—В–∞–≤–∞ —Н–Љ–∞–ї–Є –Ј–∞ —Б—З–µ—В –ї–µ—В—Г—З–µ—Б—В–Є –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤.
–Я—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є —Б—В–µ–Ї–ї–∞ —И–Є—Е—В—Г –њ–ї–∞–≤—П—В, –Ј–∞—В–µ–Љ —А–∞—Б–њ–ї–∞–≤ –≤—Л–і–µ—А–ґ–Є–≤–∞—О—В –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –њ–ї–∞–≤–ї–µ–љ–Є—П –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –љ–µ –±—Г–і—Г—В —Г–і–∞–ї–µ–љ—Л –≥–∞–Ј–Њ–≤—Л–µ –њ—Г–Ј—Л—А—М–Ї–Є, –Є —Б–Љ–µ—Б—М –љ–µ —Б—В–∞–љ–µ—В –≥–Њ–Љ–Њ–≥–µ–љ–љ–Њ–є. –Ґ–Њ—З–љ–Њ —В–∞–Ї –ґ–µ –њ–Њ—Б—В—Г–њ–∞—О—В –њ—А–Є –≤–∞—А–Ї–µ —Н–Љ–∞–ї–Є: —И–Є—Е—В—Г –љ–∞–≥—А–µ–≤–∞—О—В –і–Њ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –њ–ї–∞–≤–ї–µ–љ–Є—П, —А–∞—Б–њ–ї–∞–≤ –њ–µ—А–µ–Љ–µ—И–Є–≤–∞—О—В –Є, –≤—Л–і–µ—А–ґ–∞–≤ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ–µ –≤—А–µ–Љ—П, –±—Л—Б—В—А–Њ –Њ—Е–ї–∞–ґ–і–∞—О—В. –Т—Б–ї–µ–і—Б—В–≤–Є–µ —Н—В–Њ–≥–Њ –њ–Њ–ї—Г—З–∞—О—В –Ј–∞—Б—В—Л–≤—И–Є–є —А–∞—Б–њ–ї–∞–≤ –≤ –≤–Є–і–µ —В–≤–µ—А–і—Л—Е —З–∞—Б—В–Є—Ж —Б—В–µ–Ї–ї–∞ —Б –≤–Ї–ї—О—З–µ–љ–Є—П–Љ–Є –≥–∞–Ј–Њ–≤—Л—Е –њ—Г–Ј—Л—А—М–Ї–Њ–≤. –•–Є–Љ–Є—З–µ—Б–Ї–Є–µ —А–µ–∞–Ї—Ж–Є–Є –Љ–µ–ґ–і—Г –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–∞–Љ–Є –≤ –љ–µ–Њ–±–Њ–ґ–ґ–µ–љ–љ–Њ–є —Н–Љ–∞–ї–Є –µ—Й–µ –љ–µ –Ј–∞–Ї–Њ–љ—З–µ–љ—Л, –Є –њ—А–Є –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–Љ –Њ–њ–ї–∞–≤–ї–µ–љ–Є–Є –љ–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –њ–Њ–і–ї–Њ–ґ–Ї–µ —Д–Є–Ј–Є–Ї–Њ-—Е–Є–Љ–Є—З–µ—Б–Ї–Є–µ –њ—А–Њ—Ж–µ—Б—Б—Л –њ—А–Њ–і–Њ–ї–ґ–∞—О—В—Б—П –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ —Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј–љ–∞—П –Љ–∞—Б—Б–∞ –љ–µ —Б—В–∞–љ–µ—В –њ–Њ–ї–љ–Њ—Б—В—М—О –Њ–і–љ–Њ—А–Њ–і–љ–Њ–є. –Я—А–Њ—Ж–µ—Б—Б –≤–∞—А–Ї–Є –і–Њ–≤–Њ–ї—М–љ–Њ —Б–ї–Њ–ґ–µ–љ, —В–∞–Ї –Ї–∞–Ї —Е–Є–Љ–Є—З–µ—Б–Ї–Є–µ –Є —Д–Є–Ј–Є—З–µ—Б–Ї–Є–µ –њ—А–Њ—Ж–µ—Б—Б—Л –њ—А–Њ—В–µ–Ї–∞—О—В –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ, –≤–ї–Є—П—П –і—А—Г–≥ –љ–∞ –і—А—Г–≥–∞.
–У–ї—Г—И–µ–љ–Є–µ —Б—В–µ–Ї–ї–∞. –Х—Б–ї–Є –≤–∞—А—П—В –љ–µ–њ—А–Њ–Ј—А–∞—З–љ—Л–µ (–Њ–њ–∞–Ї–Њ–≤—Л–µ) —Н–Љ–∞–ї–Є, —В–Њ –≤ —Б—В–µ–Ї–ї–Њ–≤–Є–і–љ—Л–є —А–∞—Б–њ–ї–∞–≤ –і–Њ–±–∞–≤–ї—П—О—В –≥–ї—Г—И–Є—В–µ–ї–Є, –Њ—Б–Њ–±—Л–µ –≥–ї—Г—И–∞—Й–Є–µ –і–Њ–±–∞–≤–Ї–Є —Б –Є–љ—Л–Љ–Є –њ–Њ–Ї–∞–Ј–∞—В–µ–ї—П–Љ–Є –њ—А–µ–ї–Њ–Љ–ї–µ–љ–Є—П, —З–µ–Љ —Г –Њ—Б–љ–Њ–≤—Л —Б—В–µ–Ї–ї–∞. –°–≤–µ—В –њ—А–Є –њ—А–Њ—Е–Њ–ґ–і–µ–љ–Є–Є —З–µ—А–µ–Ј —Н–Љ–∞–ї–µ–≤—Г—О –Љ–∞—Б—Б—Г –Њ—В–Ї–ї–Њ–љ—П–µ—В—Б—П –љ–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ, —А–∞—Б—Б–µ–Є–≤–∞–µ—В—Б—П –Є –Њ—В—А–∞–ґ–∞–µ—В—Б—П. –І–µ–Љ –±–Њ–ї—М—И–µ —А–∞–Ј–љ–Є—Ж–∞ –њ–Њ–Ї–∞–Ј–∞—В–µ–ї–µ–є –њ—А–µ–ї–Њ–Љ–ї–µ–љ–Є—П –Њ—Б–љ–Њ–≤–љ–Њ–≥–Њ —Б—В–µ–Ї–ї–∞ –Є –≥–ї—Г—И–Є—В–µ–ї—П, —В–µ–Љ –±–Њ–ї—М—И–µ –≥–ї—Г—И–∞—Й–Є–є —Н—Д—Д–µ–Ї—В. –Э–µ–Ї–Њ—В–Њ—А—Л–µ –≥–ї—Г—И–Є—В–µ–ї–Є, —А–∞—Б—В–≤–Њ—А—П—П—Б—М –≤ –ґ–Є–і–Ї–Њ–є —Н–Љ–∞–ї–µ–≤–Њ–є –Љ–∞—Б—Б–µ, –њ—А–Є –Њ—Е–ї–∞–ґ–і–µ–љ–Є–Є –≤—Л–і–µ–ї—П—О—В—Б—П –≤ –≤–Є–і–µ —В–≤–µ—А–і—Л—Е —З–∞—Б—В–Є—Ж –Є–ї–Є –≥–∞–Ј–Њ–≤. –Ь–µ–ї–Ї–Є–µ –≥–∞–Ј–Њ–≤—Л–µ –њ—Г–Ј—Л—А—М–Ї–Є –Є–ї–Є –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–µ —З–∞—Б—В–Є—Ж—Л –Њ—В—А–∞–ґ–∞—О—В —Б–≤–µ—В.
–Т –Ї–∞—З–µ—Б—В–≤–µ –≥–ї—Г—И–Є—В–µ–ї–µ–є –Љ–Њ–≥—Г—В –±—Л—В—М –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ—Л —Б–ї–µ–і—Г—О—Й–Є–µ –≤–µ—Й–µ—Б—В–≤–∞: –Ї–Њ—Б—В—П–љ–Њ–є –њ–µ–њ–µ–ї (—И–Є—А–Њ–Ї–Њ –њ—А–Є–Љ–µ–љ—П–ї—Б—П –µ—Й–µ —Б –∞–љ—В–Є—З–љ—Л—Е –≤—А–µ–Љ–µ–љ, –≤ –љ–∞—Б—В–Њ—П—Й–µ–µ –≤—А–µ–Љ—П –≤—Л—В–µ—Б–љ–µ–љ –і—А—Г–≥–Є–Љ–Є –Љ–∞—В–µ—А–Є–∞–ї–∞–Љ–Є); –і–≤—Г–Њ–Ї–Є—Б—М –Њ–ї–Њ–≤–∞ (SnO2); –і–≤—Г–Њ–Ї–Є—Б—М —В–Є—В–∞–љ–∞ (TiO2); –њ–ї–∞–≤–ї–Є–Ї–Њ–≤—Л–є —И–њ–∞—В –Є–ї–Є —Д—В–Њ—А–Є—Б—В—Л–є –Ї–∞–ї—М—Ж–Є–є (CaF2); –Ї—А–Є–Њ–ї–Є—В (Na3AlF6).
–Ю–Ї—А–∞—И–Є–≤–∞–љ–Є–µ —Б—В–µ–Ї–Њ–ї –Є —Н–Љ–∞–ї–µ–є.
–¶–≤–µ—В (–Њ–Ї—А–∞—Б–Ї–∞). –Ш–Ј–≤–µ—Б—В–љ–Њ, —З—В–Њ —В–µ–ї–∞, –Њ–±–ї–∞–і–∞—О—Й–Є–µ –Є–Ј–±–Є—А–∞—В–µ–ї—М–љ—Л–Љ –њ–Њ–≥–ї–Њ—Й–µ–љ–Є–µ–Љ —Б–≤–µ—В–∞ –≤ –Њ–і–љ–Њ–є –Є–ї–Є –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е –Њ–±–ї–∞—Б—В—П—Е –≤–Є–і–Є–Љ–Њ–≥–Њ —Б–њ–µ–Ї—В—А–∞, –њ—А–µ–і—Б—В–∞–≤–ї—П—О—В—Б—П –Њ–Ї—А–∞—И–µ–љ–љ—Л–Љ–Є. –Ґ–µ–ї–Њ –Є–Љ–µ–µ—В —В–Њ—В —Ж–≤–µ—В, –Ї–Њ—В–Њ—А—Л–є –Њ–љ–Њ –њ—А–Њ–њ—Г—Б–Ї–∞–µ—В –Є–ї–Є –Њ—В—А–∞–ґ–∞–µ—В.
–Э–Њ—А–Љ–∞–ї—М–љ—Л–є –≥–ї–∞–Ј —З–µ–ї–Њ–≤–µ–Ї–∞ –≤–Њ—Б–њ—А–Є–љ–Є–Љ–∞–µ—В –Ї–Њ–ї–µ–±–∞–љ–Є—П —Б –і–ї–Є–љ–∞–Љ–Є –≤–Њ–ї–љ –њ—А–Є–Љ–µ—А–љ–Њ –Њ—В 380 –і–Њ 760 –љ–Љ, –њ–Њ–ї—Г—З–∞—П –≤–њ–µ—З–∞—В–ї–µ–љ–Є—П —А–∞–Ј–ї–Є—З–љ—Л—Е —Ж–≤–µ—В–Њ–≤.
–Х—Б–ї–Є —В–µ–ї–Њ –Є–Љ–µ–µ—В –љ–∞–Є–±–Њ–ї—М—И–µ–µ –њ–Њ–≥–ї–Њ—Й–µ–љ–Є–µ –≤ —Д–Є–Њ–ї–µ—В–Њ–≤–Њ–є, —Б–Є–љ–µ–є –Є –Ј–µ–ї–µ–љ–Њ–є –Њ–±–ї–∞—Б—В—П—Е –Є –Љ–Є–љ–Є–Љ–∞–ї—М–љ–Њ–µ – –≤ –і–ї–Є–љ–љ–Њ–≤–Њ–ї–љ–Њ–≤–Њ–є —З–∞—Б—В–Є —Б–њ–µ–Ї—В—А–∞, —В–Њ –µ–≥–Њ —Ж–≤–µ—В –Є–Ј–Љ–µ–љ—П–µ—В—Б—П –Њ—В –ґ–µ–ї—В–Њ–≥–Њ –і–Њ –Ї—А–∞—Б–љ–Њ–≥–Њ. –Э–∞–Њ–±–Њ—А–Њ—В, –µ—Б–ї–Є –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ–µ –њ–Њ–≥–ї–Њ—Й–µ–љ–Є–µ –Є–Љ–µ–µ—В –Љ–µ—Б—В–Њ –≤ –і–ї–Є–љ–љ–Њ–≤–Њ–ї–љ–Њ–≤–Њ–є, –∞ –Љ–Є–љ–Є–Љ–∞–ї—М–љ–Њ–µ – –≤ –Ї–Њ—А–Њ—В–Ї–Њ–≤–Њ–ї–љ–Њ–≤–Њ–є –Њ–±–ї–∞—Б—В–Є —Б–њ–µ–Ї—В—А–∞, —В–Њ —Ж–≤–µ—В —В–µ–ї–∞ –±—Г–і–µ—В –Љ–µ–љ—П—В—М—Б—П –Њ—В —Б–Є–љ–µ–≥–Њ –і–Њ —Д–Є–Њ–ї–µ—В–Њ–≤–Њ–≥–Њ. –Ю–Ї—А–∞—Б–Ї–∞ —Н–Љ–∞–ї–µ–є —В–∞–Ї–ґ–µ –Њ—Б–љ–Њ–≤–∞–љ–∞ –љ–∞ —П–≤–ї–µ–љ–Є–Є –Є–Ј–±–Є—А–∞—В–µ–ї—М–љ–Њ–≥–Њ –њ–Њ–≥–ї–Њ—Й–µ–љ–Є—П –≤ –≤–Є–і–Є–Љ–Њ–є —З–∞—Б—В–Є —Б–њ–µ–Ї—В—А–∞.
–Ф–ї—П –њ—А–Є–і–∞–љ–Є—П —Н–Љ–∞–ї–Є –Њ–њ—А–µ–і–µ–ї–µ–љ–љ–Њ–є –Њ–Ї—А–∞—Б–Ї–Є –≤ —И–Є—Е—В—Г –і–ї—П –њ–Њ–≤—В–Њ—А–љ–Њ–є –≤–∞—А–Ї–Є –≤–≤–Њ–і—П—В –љ–µ–Ї–Њ—В–Њ—А–Њ–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ (–≤ —А–∞–Ј–Љ–µ—А–µ –і–Њ –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е –њ—А–Њ—Ж–µ–љ—В–Њ–≤ –Њ—В –Њ–±—Й–µ–є –Љ–∞—Б—Б—Л) —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л—Е –Ї—А–∞—Б—П—Й–Є—Е –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤ – –њ–Є–≥–Љ–µ–љ—В–Њ–≤ –Є –Ї—А–∞—Б–Є—В–µ–ї–µ–є. –°—Г—Й–µ—Б—В–≤—Г—О—В –і–≤–∞ —В–Є–њ–∞ –Њ–Ї—А–∞—И–Є–≤–∞–љ–Є—П – –Є–Њ–љ–љ–Њ–µ –Є –Ї–Њ–ї–ї–Њ–Є–і–љ–Њ–µ.
–Ш–Њ–љ–љ–Њ–µ –Њ–Ї—А–∞—И–Є–≤–∞–љ–Є–µ –Њ–±—Г—Б–ї–Њ–≤–ї–µ–љ–Њ –љ–∞–ї–Є—З–Є–µ–Љ –≤ —Б—В–µ–Ї–ї–µ –њ–Њ–ї–Њ–ґ–Є—В–µ–ї—М–љ–Њ –Ј–∞—А—П–ґ–µ–љ–љ—Л—Е –Є–Њ–љ–Њ–≤ –љ–µ–Ї–Њ—В–Њ—А—Л—Е –њ–µ—А–µ—Е–Њ–і–љ—Л—Е –Є–ї–Є —А–µ–і–Ї–Њ–Ј–µ–Љ–µ–ї—М–љ—Л—Е –Љ–µ—В–∞–ї–ї–Њ–≤. –†–∞–Ј–ї–Є—З–љ—Л–µ –Є–Њ–љ—Л –Њ–і–љ–Њ–≥–Њ –Є —В–Њ–≥–Њ –ґ–µ –Љ–µ—В–∞–ї–ї–∞ —Е–∞—А–∞–Ї—В–µ—А–Є–Ј—Г—О—В—Б—П —А–∞–Ј–ї–Є—З–љ—Л–Љ –Њ—В–љ–Њ—И–µ–љ–Є–µ–Љ –Ї –Њ–Ї—А–∞—И–Є–≤–∞–љ–Є—О —Б—В–µ–Ї–ї–∞. –Ь–Њ–ґ–љ–Њ –њ—А–Њ–≤–µ—Б—В–Є –∞–љ–∞–ї–Њ–≥–Є—О –Љ–µ–ґ–і—Г –Њ–Ї—А–∞—И–Є–≤–∞–љ–Є–µ–Љ —Б—В–µ–Ї–ї–∞ –Є –≤–Њ–і–љ—Л—Е —А–∞—Б—В–≤–Њ—А–Њ–≤ –Є–Њ–љ–љ—Л–Љ–Є –Ї—А–∞—Б–Є—В–µ–ї—П–Љ–Є. –Э–∞–њ—А–Є–Љ–µ—А, –≤–Њ–і–љ—Л–є —А–∞—Б—В–≤–Њ—А –Љ–µ–і–љ–Њ–≥–Њ –Ї—Г–њ–Њ—А–Њ—Б–∞ – –≥–Њ–ї—Г–±–Њ–є, –њ–µ—А–Љ–∞—А–≥–∞–љ–∞—В–∞ –Ї–∞–ї–Є—П – —Д–Є–Њ–ї–µ—В–Њ–≤—Л–є. –Ґ–∞–Ї–Є–µ –ґ–µ —Ж–≤–µ—В–∞ –њ–Њ–ї—Г—З–∞—О—В—Б—П –Є –њ—А–Є –≤–≤–µ–і–µ–љ–Є–Є –і–∞–љ–љ—Л—Е –≤–µ—Й–µ—Б—В–≤ –≤ —И–Є—Е—В—Г —Б—В–µ–Ї–ї–∞. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Є—Б—Е–Њ–і–љ–Њ–µ –±–µ—Б—Ж–≤–µ—В–љ–Њ–µ —Б—В–µ–Ї–ї–Њ (—Д—А–Є—В—В—Г) –Љ–Њ–ґ–љ–Њ —Б—З–Є—В–∞—В—М —А–∞—Б—В–≤–Њ—А–Є—В–µ–ї–µ–Љ, –∞ –Њ–Ї–Є—Б–ї—Л –Љ–µ—В–∞–ї–ї–Њ–≤ – —А–∞—Б—В–≤–Њ—А–µ–љ–љ—Л–Љ–Є –њ–Є–≥–Љ–µ–љ—В–∞–Љ–Є. –Я—А–Є —Б–Љ–µ—И–Є–≤–∞–љ–Є–Є –Ї—А–∞—Б—П—Й–Є—Е –Њ–Ї–Є—Б–ї–Њ–≤ –і–Њ–±–Є–≤–∞—О—В—Б—П –Љ–љ–Њ–≥–Њ—З–Є—Б–ї–µ–љ–љ—Л—Е —Ж–≤–µ—В–Њ–≤—Л—Е –Њ—В—В–µ–љ–Ї–Њ–≤, –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л—Е –≤ —О–≤–µ–ї–Є—А–љ—Л—Е —Н–Љ–∞–ї—П—Е.
–°—В–µ–њ–µ–љ—М –Є–Ј–±–Є—А–∞—В–µ–ї—М–љ–Њ–≥–Њ –њ–Њ–≥–ї–Њ—Й–µ–љ–Є—П, –∞ —Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ, –Є –њ—А–Њ–њ—Г—Б–Ї–∞–љ–Є—П —Ж–≤–µ—В–Њ–≤—Л—Е –ї—Г—З–µ–є –Ј–∞–≤–Є—Б—П—В –Њ—В –Ї–Њ–љ—Ж–µ–љ—В—А–∞—Ж–Є–Є –Є–Њ–љ–Њ–≤ –≤ —Н–Љ–∞–ї–Є –Є —В–Њ–ї—Й–Є–љ—Л —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ —Б–ї–Њ—П (–і–ї—П –њ—А–Њ–Ј—А–∞—З–љ—Л—Е —Н–Љ–∞–ї–µ–є). –Я—А–Є –≤—В–Њ—А–Є—З–љ–Њ–Љ –љ–∞–≥—А–µ–≤–µ –Ј–∞—В–≤–µ—А–і–µ–≤—И–µ–є —Н–Љ–∞–ї–µ–≤–Њ–є –Љ–∞—Б—Б—Л —Б –Є–Њ–љ–љ—Л–Љ–Є –Ї—А–∞—Б–Є—В–µ–ї—П–Љ–Є –Њ–Ї—А–∞—Б–Ї–∞ –њ–Њ—З—В–Є –љ–µ –Є–Ј–Љ–µ–љ—П–µ—В—Б—П. –≠—В–Є –Ї—А–∞—Б–Є—В–µ–ї–Є –Њ–Ї—А–∞—И–Є–≤–∞—О—В —Б—В–µ–Ї–ї–∞ –Є —Н–Љ–∞–ї–Є –ї—О–±—Л—Е —Б–Њ—Б—В–∞–≤–Њ–≤.
–≠–Љ–∞–ї–Є, –Њ–Ї—А–∞—И–µ–љ–љ—Л–µ –Ї–Њ–ї–ї–Њ–Є–і–љ—Л–Љ–Є –Ї—А–∞—Б–Є—В–µ–ї—П–Љ–Є –Њ–±–ї–∞–і–∞—О—В –і—А—Г–≥–Є–Љ–Є —Б–≤–Њ–є—Б—В–≤–∞–Љ–Є. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Њ–Ї—А–∞—И–Є–≤–∞–љ–Є–µ –Њ–±—Г—Б–ї–Њ–≤–ї–µ–љ–Њ –Є–Ј–±–Є—А–∞—В–µ–ї—М–љ—Л–Љ —А–∞—Б—Б–µ–Є–≤–∞–љ–Є–µ–Љ —Ж–≤–µ—В–Њ–≤—Л—Е –ї—Г—З–µ–є: —А–∞—Б—Б–µ–Є–≤–∞—О—В—Б—П —Д–Є–Њ–ї–µ—В–Њ–≤—Л–µ, —Б–Є–љ–Є–µ –Є –≥–Њ–ї—Г–±—Л–µ –ї—Г—З–Є (–Ї–Њ—А–Њ—В–Ї–Њ–≤–Њ–ї–љ–Њ–≤–Њ–µ –Є–Ј–ї—Г—З–µ–љ–Є–µ), —Б—В–µ–Ї–ї–Њ –њ—А–Њ–њ—Г—Б–Ї–∞–µ—В –ї–Є—И—М –ґ–µ–ї—В—Л–µ, –Њ—А–∞–љ–ґ–µ–≤—Л–µ –Є –Ї—А–∞—Б–љ—Л–µ –ї—Г—З–Є. –Т —Н—В–Є—Е —Н–Љ–∞–ї—П—Е –њ—А–Є—Б—Г—В—Б—В–≤—Г—О—В –Љ–µ–ї—М—З–∞–є—И–Є–µ (—В. –љ. –Ї–Њ–ї–ї–Њ–Є–і–љ—Л–µ) —З–∞—Б—В–Є—Ж—Л —В–∞–Ї–Є—Е –Љ–µ—В–∞–ї–ї–Њ–≤, –Ї–∞–Ї –Ј–Њ–ї–Њ—В–Њ, —Б–µ—А–µ–±—А–Њ, –Љ–µ–і—М, –Є–ї–Є –ґ–µ –љ–µ–Ї–Њ—В–Њ—А—Л—Е —Б—Г–ї—М—Д–Є–і–Њ–≤. –†–∞–Ј–Љ–µ—А—Л –Ї–Њ–ї–ї–Њ–Є–і–љ—Л—Е —З–∞—Б—В–Є—Ж —Б–Њ—Б—В–∞–≤–ї—П—О—В 10...50 –љ–Љ. –Ю–Ї—А–∞—Б–Ї–∞ –њ–Њ—П–≤–ї—П–µ—В—Б—П, –Ї–Њ–≥–і–∞ —Н—В–Є —З–∞—Б—В–Є—Ж—Л –≤—Л—А–∞—Б—В–∞—О—В –≤ —Б—В–µ–Ї–ї–µ –і–Њ —Г–Ї–∞–Ј–∞–љ–љ–Њ–≥–Њ —А–∞–Ј–Љ–µ—А–∞. –Ю–і–љ–∞–Ї–Њ –њ—А–Њ—Ж–µ—Б—Б —З—А–µ–Ј–Љ–µ—А–љ–Њ–≥–Њ —Г–Ї—А—Г–њ–љ–µ–љ–Є—П —З–∞—Б—В–Є—Ж –Љ–Њ–ґ–µ—В –њ—А–Є–≤–µ—Б—В–Є –Ї –њ–Њ–Љ—Г—В–љ–µ–љ–Є—О –Є –Ј–∞–≥–ї—Г—И–µ–љ–Є—О —Н–Љ–∞–ї–Є. –Я—А–Є —А–µ–Ј–Ї–Њ–Љ –Њ—Е–ї–∞–ґ–і–µ–љ–Є–Є –Ї–Њ–ї–ї–Њ–Є–і–љ–Њ – –Њ–Ї—А–∞—И–µ–љ–љ—Л–µ —Н–Љ–∞–ї–Є –њ–Њ–ї—Г—З–∞—О—В—Б—П –±–µ—Б—Ж–≤–µ—В–љ—Л–Љ–Є; –Њ–Ї—А–∞—Б–Ї–∞ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В –ї–Є—И—М –њ—А–Є –≤—В–Њ—А–Є—З–љ–Њ–Љ –њ–Њ–і–Њ–≥—А–µ–≤–µ –Ј–∞—В–≤–µ—А–і–µ–≤—И–µ–є —Н–Љ–∞–ї–Є (–љ–∞–≤–Њ–і–Ї–µ). –Т —А–µ–Ј—Г–ї—М—В–∞—В–µ –љ–∞–≤–Њ–і–Ї–Є –≤ —Н–Љ–∞–ї–Є –њ—А–Њ—В–µ–Ї–∞—О—В –њ—А–Њ—Ж–µ—Б—Б—Л –≤—Л–і–µ–ї–µ–љ–Є—П —З–∞—Б—В–Є—Ж –Ї—А–∞—Б–Є—В–µ–ї—П. –Ш–љ—В–µ–љ—Б–Є–≤–љ–Њ—Б—В—М –Њ–Ї—А–∞—Б–Ї–Є –Ј–∞–≤–Є—Б–Є—В –Њ—В —З–Є—Б–ї–∞ –≤—Л–і–µ–ї–Є–≤—И–Є—Е—Б—П –Ї–Њ–ї–ї–Њ–Є–і–љ—Л—Е —З–∞—Б—В–Є—Ж –Є –Њ—В –Є—Е —А–∞–Ј–Љ–µ—А–Њ–≤. –†–∞–Ј–Љ–µ—А—Л —Б–∞–Љ–Є—Е –Ї–Њ–ї–ї–Њ–Є–і–љ—Л—Е —З–∞—Б—В–Є—Ж –Є —А–∞—Б—Б—В–Њ—П–љ–Є–є –Љ–µ–ґ–і—Г –љ–Є–Љ–Є —Б–Њ–њ–Њ—Б—В–∞–≤–Є–Љ—Л —Б –і–ї–Є–љ–∞–Љ–Є –≤–Њ–ї–љ —Ж–≤–µ—В–Њ–≤—Л—Е –Є–Ј–ї—Г—З–µ–љ–Є–є.
–Я—А–Є–Љ–µ—А–Њ–Љ —В–∞–Ї–Њ–≥–Њ –Њ–Ї—А–∞—И–Є–≤–∞–љ–Є—П –Љ–Њ–≥—Г—В –±—Л—В—М –љ–µ–Ї–Њ—В–Њ—А—Л–µ –Ї—А–∞—Б–љ—Л–µ —В—А–∞–љ—Б–њ–∞—А–∞–љ—В–љ—Л–µ (–њ—А–Њ–Ј—А–∞—З–љ—Л–µ) —О–≤–µ–ї–Є—А–љ—Л–µ —Н–Љ–∞–ї–Є, –≤ –Ї–Њ—В–Њ—А—Л—Е –≤ –Ї–∞—З–µ—Б—В–≤–µ –Ї–Њ–ї–ї–Њ–Є–і–љ–Њ–≥–Њ –Ї—А–∞—Б–Є—В–µ–ї—П –њ—А–Є—Б—Г—В—Б—В–≤—Г—О—В –Љ–µ–ї—М—З–∞–є—И–Є–µ —З–∞—Б—В–Є—Ж—Л –Ј–Њ–ї–Њ—В–∞.
–Ъ—А–∞—Б–Є—В–µ–ї–Є –Є –њ–Є–≥–Љ–µ–љ—В—Л.{C}[2]
–°–Є–љ–Є–µ –Є –≥–Њ–ї—Г–±—Л–µ —Н–Љ–∞–ї–Є –њ–Њ–ї—Г—З–∞—О—В –≤–≤–µ–і–µ–љ–Є–µ–Љ –≤ —И–Є—Е—В—Г –Њ—В 0,02 % –і–Њ 1 % –Њ–Ї–Є—Б–Є –Ї–Њ–±–∞–ї—М—В–∞ CoO. –Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Њ—В—В–µ–љ–Ї–Њ–≤ –≥–Њ–ї—Г–±–Њ–≥–Њ –Ј–µ–ї–µ–љ–Њ-–≥–Њ–ї—Г–±–Њ–≥–Њ —Ж–≤–µ—В–∞ –і–Њ–±–∞–≤–ї—П—О—В 1 – 2 % (–Љ–∞—Б—Б. –і–Њ–ї–Є) –Њ–Ї–Є—Б–Є –Љ–µ–і–Є CuO.
–§–Є–Њ–ї–µ—В–Њ–≤—Л–є –Њ—В—В–µ–љ–Њ–Ї –њ–Њ–ї—Г—З–∞—О—В —Б –њ–Њ–Љ–Њ—Й—М—О –і–Њ–±–∞–≤–Њ–Ї –Њ–Ї–Є—Б–Є –Љ–∞—А–≥–∞–љ—Ж–∞ Mn2O3. –Ш–Њ–љ—Л Mn3+ –њ—А–Є–і–∞—О—В –њ—А–Њ–Ј—А–∞—З–љ–Њ–є —Н–Љ–∞–ї–Є –њ—Г—А–њ—Г—А–љ–Њ-—Д–Є–Њ–ї–µ—В–Њ–≤—Г—О –Њ–Ї—А–∞—Б–Ї—Г. –Ю–Ї–Є—Б—М –љ–Є–Ї–µ–ї—П NiO, –≤–≤–Њ–і–Є–Љ–∞—П –≤ –Ї–Њ–ї–Є—З–µ—Б—В–≤–µ –і–Њ 3 %, –Њ–Ї—А–∞—И–Є–≤–∞–µ—В —Б—В–µ–Ї–ї–Њ, —Б–Њ–і–µ—А–ґ–∞—Й–µ–µ –Ъ2–Ю –≤ –Ї—А–∞—Б–љ–Њ–≤–∞—В–Њ-—Д–Є–Њ–ї–µ—В–Њ–≤—Л–є —Ж–≤–µ—В.
–Х—Б–ї–Є –Њ–Ї—Б–Є–і –Љ–µ–і–Є CuO –≤–≤–Њ–і–Є—В—Б—П –≤ —И–Є—Е—В—Г –≤ –Ї–Њ–ї–Є—З–µ—Б—В–≤–µ 2...4 %, —В–Њ —Ж–≤–µ—В —Н–Љ–∞–ї–Є —Б—В–∞–љ–Њ–≤–Є—В—Б—П –Є–Ј—Г–Љ—А—Г–і–љ–Њ-–Ј–µ–ї–µ–љ—Л–Љ. –С–Њ–ї–µ–µ —В–µ–њ–ї—Л–µ –Њ—В—В–µ–љ–Ї–Є –Ј–µ–ї–µ–љ–Њ–≥–Њ —Ж–≤–µ—В–∞ (–±–µ–Ј –њ—А–Є–Љ–µ—Б–Є –≥–Њ–ї—Г–±–Њ–≥–Њ) –Њ–±—Г—Б–ї–Њ–≤–ї–µ–љ—Л –њ—А–Є—Б—Г—В—Б—В–≤–Є–µ–Љ –≤ —Б–Њ—Б—В–∞–≤–µ —Н–Љ–∞–ї–Є –Њ–Ї–Є—Б–Є —Е—А–Њ–Љ–∞ Cr2O3. –Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П —А–∞–Ј–ї–Є—З–љ—Л—Е –≥–Њ–ї—Г–±–Њ–≤–∞—В–Њ-–Ј–µ–ї–µ–љ—Л—Е –Њ—В—В–µ–љ–Ї–Њ–≤ –Њ–Ї—Б–Є–і—Л —Е—А–Њ–Љ–∞ –њ—А–Є–Љ–µ–љ—П—О—В –≤ —Б–Њ—З–µ—В–∞–љ–Є–Є —Б –Њ–Ї—Б–Є–і–Њ–Љ –Љ–µ–і–Є –Є –Њ–Ї—Б–Є–і–∞–Љ–Є –ґ–µ–ї–µ–Ј–∞ FeO –Є Fe2O3. –њ—А–Є —Н—В–Њ–Љ FeO –Њ–Ї—А–∞—И–Є–≤–∞–µ—В —Б—В–µ–Ї–ї–Њ –≤ –≥–Њ–ї—Г–±–Њ–є —Ж–≤–µ—В, –∞ Fe2O3 – –≤ –ґ–µ–ї—В—Л–є. –Я—А–Є —Б–ї–Њ–ґ–µ–љ–Є–Є —Н—В–Є—Е —Ж–≤–µ—В–Њ–≤ –њ–Њ–ї—Г—З–∞—О—В—Б—П —А–∞–Ј–ї–Є—З–љ—Л–µ –Њ—В—В–µ–љ–Ї–Є –Ј–µ–ї–µ–љ–Њ–≥–Њ (–±—Г—В—Л–ї–Њ—З–љ–Њ–≥–Њ) —Ж–≤–µ—В–∞. –Я—А–Є–Љ–µ–љ–µ–љ–Є–µ –Њ–Ї—Б–Є–і–Њ–≤ –ґ–µ–ї–µ–Ј–∞ –≤ –Ї–∞—З–µ—Б—В–≤–µ –Ї—А–∞—Б–Є—В–µ–ї–µ–є —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Б—В–µ–Ї–ї–∞ –Є —Н–Љ–∞–ї–Є –Њ–≥—А–∞–љ–Є—З–µ–љ–Њ –Є–Ј-–Ј–∞ —В–Њ–≥–Њ, —З—В–Њ –Њ–љ–Є —П–≤–ї—П—О—В—Б—П –Њ–±—Л—З–љ—Л–Љ–Є –Ї—А–∞—Б–Є—В–µ–ї—П–Љ–Є –±—Г—В—Л–ї–Њ—З–љ–Њ–≥–Њ –Є –і—А—Г–≥–Њ–≥–Њ —В–∞—А–љ–Њ–≥–Њ —Б—В–µ–Ї–ї–∞.
–Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П —Н–Љ–∞–ї–µ–є –ґ–µ–ї—В–Њ–≥–Њ —Ж–≤–µ—В–∞ –њ—А–Є–Љ–µ–љ—П—О—В —Б—Г–ї—М—Д–Є–і—Л –љ–µ–Ї–Њ—В–Њ—А—Л—Е –Љ–µ—В–∞–ї–ї–Њ–≤ (—Б—Г–ї—М—Д–Є–і –Ї–∞–і–Љ–Є—П CdS, —Б—Г–ї—М—Д–Є–і –Љ–µ–і–Є CuS, —Б—Г–ї—М—Д–Є–і —Б–≤–Є–љ—Ж–∞ PbS), –∞ —В–∞–Ї–ґ–µ —Б—Г–ї—М—Д–Є–і –ґ–µ–ї–µ–Ј–∞ FeS, –≤ –њ—А–Є –±–Њ–ї—М—И–Њ–є –Ї–Њ–љ—Ж–µ–љ—В—А–∞—Ж–Є–Є –Ї–Њ—В–Њ—А–Њ–≥–Њ (–і–Њ –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е –њ—А–Њ—Ж–µ–љ—В–Њ–≤ –Њ—В –Њ–±—Й–µ–є –Љ–∞—Б—Б—Л —И–Є—Е—В—Л) –њ–Њ–ї—Г—З–∞–µ—В—Б—П –Є–љ—В–µ–љ—Б–Є–≤–љ–∞—П —П–љ—В–∞—А–љ–Њ-–Ї–Њ—А–Є—З–љ–µ–≤–∞—П –Њ–Ї—А–∞—Б–Ї–∞. –≠–Љ–∞–ї–Є, —Б–Њ–і–µ—А–ґ–∞—Й–Є–µ —Б—Г–ї—М—Д–Є–і—Л, —П–≤–ї—П—О—В—Б—П —В–Є–њ–Є—З–љ—Л–Љ–Є –њ—А–Є–Љ–µ—А–∞–Љ–Є –Љ–Њ–ї–µ–Ї—Г–ї—П—А–љ–Њ-–Ї–Њ–ї–ї–Њ–Є–і–љ–Њ–≥–Њ –Њ–Ї—А–∞—И–Є–≤–∞–љ–Є—П —Б—В–µ–Ї–ї–∞. –†–∞–Ј–ї–Є—З–љ—Л–µ –Њ—В—В–µ–љ–Ї–Є –ґ–µ–ї—В–Њ–≥–Њ —Ж–≤–µ—В–∞ –Љ–Њ–ґ–љ–Њ –њ–Њ–ї—Г—З–Є—В—М –Є—Б–њ–Њ–ї—М–Ј—Г—П —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ —Б—Г—А—М–Љ—Л –Є —Б–≤–Є–љ—Ж–∞ Pb2Sb4O7 —Б –і–Њ–±–∞–≤–ї–µ–љ–Є–µ–Љ ZnO –Є Al2O3. –Т —Б–≤–Є–љ—Ж–Њ–≤—Л—Е –ї–µ–≥–Ї–Њ–њ–ї–∞–≤–Ї–Є—Е —Н–Љ–∞–ї—П—Е (—Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—М – PbO) –≤ –Ї–∞—З–µ—Б—В–≤–µ –Ї–Њ–ї–ї–Њ–Є–і–љ–Њ–≥–Њ –Ї—А–∞—Б–Є—В–µ–ї—П –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Њ—В—В–µ–љ–Ї–Њ–≤ –ґ–µ–ї—В–Њ–≥–Њ, –Њ—А–∞–љ–ґ–µ–≤–Њ–≥–Њ –Є –Ї—А–∞—Б–љ–Њ–≥–Њ —Ж–≤–µ—В–∞ –њ—А–Є–Љ–µ–љ—П—О—В —Е—А–Њ–Љ–Њ–≤–Њ–Ї–Є—Б–ї—Л–є –Ї–∞–ї–Є–є (—Е—А–Њ–Љ–њ–Є–Ї) KCr2O. –Т –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В –Ї–Њ–љ—Ж–µ–љ—В—А–∞—Ж–Є–Є —З–∞—Б—В–Є—Ж —Е—А–Њ–Љ–њ–Є–Ї–∞ –њ–Њ–ї—Г—З–∞–µ—В—Б—П —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–Є–є –Њ—В—В–µ–љ–Њ–Ї.
–Ъ—А–∞—Б–љ—Л–µ —Н–Љ–∞–ї–Є –њ–Њ–ї—Г—З–∞—О—В —В–∞–Ї–ґ–µ —Б –њ–Њ–Љ–Њ—Й—М—О –і–Њ–±–∞–≤–Њ–Ї —Б—Г–ї—М—Д–Є–і–∞ –Ї–∞–і–Љ–Є—П CdS –Є —Б–µ–ї–µ–љ–Є–і–∞ –Ї–∞–і–Љ–Є—П CdSe –≤ —А–∞–Ј–ї–Є—З–љ—Л—Е –њ—А–Њ–њ–Њ—А—Ж–Є—П—Е. –Я—А–Є —Б–Њ–Њ—В–љ–Њ—И–µ–љ–Є–Є CdS:CdSe = 3:1 –њ–Њ–ї—Г—З–∞–µ—В—Б—П –Њ—А–∞–љ–ґ–µ–≤—Л–є —Ж–≤–µ—В. –Ъ—А–∞—Б–љ—Л–µ –њ—А–Њ–Ј—А–∞—З–љ—Л–µ —Н–Љ–∞–ї–Є —А–∞–Ј–ї–Є—З–љ—Л—Е –Њ—В—В–µ–љ–Ї–Њ–≤ –Њ—В –∞–ї–Њ–≥–Њ –њ–Њ –њ—Г—А–њ—Г—А–љ–Њ–≥–Њ –љ–∞–Ј—Л–≤–∞—О—В—Б—П —А—Г–±–Є–љ–Њ–≤—Л–Љ–Є. –Ѓ–≤–µ–ї–Є—А–љ—Л–µ —А—Г–±–Є–љ–Њ–≤—Л–µ —Н–Љ–∞–ї–Є —Б–Њ–і–µ—А–ґ–∞—В –Ї–Њ–ї–ї–Њ–Є–і–љ–Њ-–і–Є—Б–њ–µ—А—Б–љ–Њ–µ –Ј–Њ–ї–Њ—В–Њ (–і–Њ 0,03 %) – —А–µ–Ј—Г–ї—М—В–∞—В —А–∞–Ј–ї–Њ–ґ–µ–љ–Є—П —Е–ї–Њ—А–Є–і–∞ –Ј–Њ–ї–Њ—В–∞ AuCl3 –љ–∞ —Н–ї–µ–Љ–µ–љ—В–∞—А–љ–Њ–µ –Ј–Њ–ї–Њ—В–Њ.
–Ъ–Њ—А–Є—З–љ–µ–≤—Л–µ —Н–Љ–∞–ї–Є –Њ–Ї—А–∞—И–Є–≤–∞—О—В —Б–Љ–µ—Б—М—О –Њ–Ї–Є—Б–ї–Њ–≤ –ґ–µ–ї–µ–Ј–∞, —Ж–Є–љ–Ї–∞ –Є —Е—А–Њ–Љ–∞.
–І–µ—А–љ—Л–є —Ж–≤–µ—В –њ–Њ–ї—Г—З–∞—О—В –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ —Б–Љ–µ—И–µ–љ–Є—П —А–∞–Ј–ї–Є—З–љ—Л—Е –Њ–Ї–Є—Б–ї–Њ–≤ –Љ–µ—В–∞–ї–ї–Њ–≤ (–Њ–Ї–Є—Б—М —Е—А–Њ–Љ–∞, –Ї–Њ–±–∞–ї—М—В–∞, –Љ–µ–і–Є —Б –і–Њ–±–∞–≤–Ї–∞–Љ–Є –Њ–Ї–Є—Б–Є –љ–Є–Ї–µ–ї—П, –ґ–µ–ї–µ–Ј–∞, –Љ–∞—А–≥–∞–љ—Ж–∞).
–Э–Є–ґ–µ, –≤ —В–∞–±–ї–Є—Ж–µ 2. –њ—А–Є–≤–µ–і–µ–љ—Л –і–∞–љ–љ—Л–µ –њ–Њ –Њ–Ї—А–∞—Б–Ї–µ —Н–Љ–∞–ї–µ–є –љ–µ–Ї–Њ—В–Њ—А—Л–Љ–Є –Ї—А–∞—Б–Є—В–µ–ї—П–Љ–Є.
–Ґ–∞–±–ї–Є—Ж–∞ 2
–Я–Є–≥–Љ–µ–љ—В—Л –Є –Ї—А–∞—Б–Є—В–µ–ї–Є –і–ї—П —Н–Љ–∞–ї–µ–є [8].
|
–Ю–Ї—А–∞—Б–Ї–∞ —Н–Љ–∞–ї–Є |
–Ъ—А–∞—Б–Є—В–µ–ї—М |
|
–Ц–µ–ї—В–∞—П |
–°—Г–ї—М—Д–Є–і –Ї–∞–і–Љ–Є—П CdS, —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ —Б—Г—А—М–Љ—Л –Є —Б–≤–Є–љ—Ж–∞ Pb2Sb4O7 c –і–Њ–±–∞–≤–ї–µ–љ–Є–µ–Љ ZnO –Є Al2O3 –Ю–Ї—Б–Є–і —Б—Г—А—М–Љ—Л Sb2O5 (–њ—А–Є —Г–≤–µ–ї–Є—З–µ–љ–Є–Є –Ї–Њ–љ—Ж–µ–љ—В—А–∞—Ж–Є–Є –њ–µ—А–µ—Е–Њ–і–Є—В –≤ –Њ—Е—А—Г –Є –Ї–Њ—А–Є—З–љ–µ–≤—Л–є –Њ—В—В–µ–љ–Њ–Ї) |
|
–Ъ–Њ—А–Є—З–љ–µ–≤–∞—П |
–°–Љ–µ—Б—М –Њ–Ї–Є—Б–ї–Њ–≤ –ґ–µ–ї–µ–Ј–∞, —Ж–Є–љ–Ї–∞ –Є —Е—А–Њ–Љ–∞ |
|
–Ъ—А–∞—Б–љ–∞—П –Є –Њ—А–∞–љ–ґ–µ–≤–∞—П |
–°–Љ–µ—Б—М —Б—Г–ї—М—Д–Є–і–∞ –Ї–∞–і–Љ–Є—П CdS –Є —Б–µ–ї–µ–љ–Є–і–∞ –Ї–∞–і–Љ–Є—П CdS–µ, –•—А–Њ–Љ–Њ–≤–Њ–Ї–Є—Б–ї—Л–є –Ї–∞–ї–Є–є (—Е—А–Њ–Љ–њ–Є–Ї) KCr2O –Ю—Б–љ–Њ–≤–љ–Њ–є —Е—А–Њ–Љ–∞—В —Б–≤–Є–љ—Ж–∞ Pb[CrO4]•Pb[OH]2, –Ъ–Њ–ї–ї–Њ–Є–і–љ–Њ-–і–Є—Б–њ–µ—А—Б–љ–Њ–µ –Ј–Њ–ї–Њ—В–Њ (–і–Њ 0,03%) |
|
–°–Є–љ—П—П |
–Ю–Ї–Є—Б—М –Ї–Њ–±–∞–ї—М—В–∞ –°–Њ–Ю –Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Њ—В—В–µ–љ–Ї–Њ–≤ –і–Њ–±–∞–≤–ї—П—О—В –Њ–Ї–Є—Б—М –Љ–∞—А–≥–∞–љ—Ж–∞, –і–≤—Г–Њ–Ї–Є—Б—М –Њ–ї–Њ–≤–∞, –Њ–Ї–Є—Б—М –∞–ї—О–Љ–Є–љ–Є—П, –Њ–Ї–Є—Б—М —Е—А–Њ–Љ–∞ |
|
–Ч–µ–ї–µ–љ–∞—П –Є —Б–Є–љ–µ-–Ј–µ–ї–µ–љ–∞—П |
–Ю–Ї—Б–Є–і—Л –Љ–µ–і–Є CuO Cu2O –Ю–Ї–Є—Б—М —Е—А–Њ–Љ–∞ Cr2O3, –і–Њ–±–∞–≤–Ї–Є –Њ–Ї–Є—Б–Є –∞–ї—О–Љ–Є–љ–Є—П, –Ї–Њ–±–∞–ї—М—В–∞, –ґ–µ–ї–µ–Ј–∞ —Б–Љ—П–≥—З–∞—О—В –Њ—В—В–µ–љ–Ї–Є |
|
–Ъ—А–∞—Б–љ–Њ-—Д–Є–Њ–ї–µ—В–Њ–≤–∞—П |
–Ю–Ї—Б–Є–і—Л –Љ–∞—А–≥–∞–љ—Ж–∞ –Ьn2–Ю3 –Ьn–Ю |
|
–І–µ—А–љ–∞—П |
–°–Љ–µ—Б–Є –Њ–Ї–Є—Б–Є —Е—А–Њ–Љ–∞, –Ї–Њ–±–∞–ї—М—В–∞, –Љ–µ–і–Є —Б –і–Њ–±–∞–≤–Ї–∞–Љ–Є –Њ–Ї–Є—Б–Є –ґ–µ–ї–µ–Ј–∞, –љ–Є–Ї–µ–ї—П, –Љ–∞—А–≥–∞–љ—Ж–∞. –Т –±–Њ–ї—М—И–Є–љ—Б—В–≤–µ —Б–ї—Г—З–∞–µ–≤ –љ–µ –њ–Њ–ї—Г—З–∞–µ—В—Б—П —З–Є—Б—В–Њ–≥–Њ –≥–ї—Г–±–Њ–Ї–Њ–≥–Њ —З–µ—А–љ–Њ–≥–Њ —Ж–≤–µ—В–∞, –∞, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, —Б –Ї–Њ—А–Є—З–љ–µ–≤—Л–Љ –Є–ї–Є –≥–Њ–ї—Г–±–Њ–≤–∞—В—Л–Љ –Њ—В—В–µ–љ–Ї–Њ–Љ |
–Ш–љ—В–µ–љ—Б–Є–≤–љ–Њ—Б—В—М –Њ–Ї—А–∞—Б–Ї–Є –њ—А–Є —Ж–≤–µ—В–љ–Њ–Љ –≥–ї—Г—И–µ–љ–Є–Є –Ј–∞–≤–Є—Б–Є—В –Њ—В –Ї–Њ–ї–Є—З–µ—Б—В–≤–∞ –њ–Є–≥–Љ–µ–љ—В–∞ –≤ —Н–Љ–∞–ї–Є, –Њ—В –≤–µ–ї–Є—З–Є–љ—Л –µ–≥–Њ —З–∞—Б—В–Є—Ж, –∞ —В–∞–Ї–ґ–µ –Њ—В —Б—В–µ–њ–µ–љ–Є –≥–ї—Г—И–µ–љ–Є—П —Н–Љ–∞–ї–Є.
–Х—Б–ї–Є –њ–Є–≥–Љ–µ–љ—В –і–Њ–±–∞–≤–ї—П—О—В –Ї –Ј–∞–≥–ї—Г—И–µ–љ–љ–Њ–є —Н–Љ–∞–ї–Є, —В–Њ –Њ–Ї—А–∞—Б–Ї–∞ –Њ—Б–ї–∞–±–ї—П–µ—В—Б—П. –І–µ–Љ —Б–Є–ї—М–љ–µ–µ –Ј–∞–≥–ї—Г—И–µ–љ–∞ —Н–Љ–∞–ї—М, —В–µ–Љ —Б–ї–∞–±–µ–µ –Њ–Ї—А–∞—Б–Ї–∞, –≤—Л–Ј—Л–≤–∞–µ–Љ–∞—П –њ–Є–≥–Љ–µ–љ—В–Њ–Љ. –Я–Њ—Н—В–Њ–Љ—Г –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Є–љ—В–µ–љ—Б–Є–≤–љ–Њ–є –Њ–Ї—А–∞—Б–Ї–Є –њ—А–Є –љ–µ–±–Њ–ї—М—И–Њ–є –і–Њ–±–∞–≤–Ї–µ –њ–Є–≥–Љ–µ–љ—В–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Є–Љ–µ–љ—П—В—М –љ–µ–Ј–∞–≥–ї—Г—И–µ–љ–љ—Л–µ —Н–Љ–∞–ї–Є.
{C}2.3. –Э–µ–Ї–Њ—В–Њ—А—Л–µ —Д–Є–Ј–Є–Ї–Њ-—Е–Є–Љ–Є—З–µ—Б–Ї–Є–µ —Б–≤–Њ–є—Б—В–≤–∞ —Н–Љ–∞–ї–Є
–Ґ–µ—А–Љ–Є—З–µ—Б–Ї–Є–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–љ—Л—Е –і–ї—П —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л—Е —Б—В–µ–Ї–Њ–ї –і–Њ–ї–ґ–љ—Л —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Њ–≤–∞—В—М —В–µ—А–Љ–Є—З–µ—Б–Ї–Є–Љ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–∞–Љ –Љ–µ—В–∞–ї–ї–∞ –Њ—Б–љ–Њ–≤—Л. –Т —А–µ–Ј—Г–ї—М—В–∞—В–µ –Њ–±–ґ–Є–≥–∞ –Љ–µ–ґ–і—Г —Н—В–Є–Љ–Є –Љ–∞—В–µ—А–Є–∞–ї–∞–Љ–Є –і–Њ–ї–ґ–љ–Њ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М—Б—П —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ –±–µ–Ј –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П —Б–≤—П–Ј—Г—О—Й–µ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞.
–Э–∞–Є–±–Њ–ї—М—И–µ–µ –Ј–љ–∞—З–µ–љ–Є–µ –і–ї—П —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Н–Љ–∞–ї–µ–є –Є–Љ–µ—О—В —Б–ї–µ–і—Г—О—Й–Є–µ —Б–≤–Њ–є—Б—В–≤–∞:
· –Ґ–µ—А–Љ–Њ–Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є–µ – –≤—П–Ј–Ї–Њ—Б—В—М —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ —А–∞—Б–њ–ї–∞–≤–∞ (—В–µ—А–Љ–Њ–њ–ї–∞—Б—В–Є—З–љ–Њ—Б—В—М), –Я–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–µ –љ–∞—В—П–ґ–µ–љ–Є–µ, —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–µ —А–∞—Б—И–Є—А–µ–љ–Є–µ.
· –Ь–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є–µ – –њ—А–Њ—З–љ–Њ—Б—В—М —Б—Ж–µ–њ–ї–µ–љ–Є—П, —В–≤–µ—А–і–Њ—Б—В—М, —Г–њ—А—Г–≥–Њ—Б—В—М.
· –•–Є–Љ–Є—З–µ—Б–Ї–Є–µ – —Е–Є–Љ–Є—З–µ—Б–Ї–∞—П —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В—М.
–Т—П–Ј–Ї–Њ—Б—В—М.{C}[3]{C} –Ю–і–љ–Њ –Є–Ј –Њ—Б–љ–Њ–≤–љ—Л—Е —Б–≤–Њ–є—Б—В–≤ —Б—В–µ–Ї–Њ–ї –Є —Н–Љ–∞–ї–µ–є. –Т –Њ—В–ї–Є—З–Є–µ –Њ—В –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤, —Г –∞–Љ–Њ—А—Д–љ—Л—Е –≤–µ—Й–µ—Б—В–≤, –Ї –Ї–Њ—В–Њ—А—Л–Љ –Њ—В–љ–Њ—Б—П—В—Б—П —Н–Љ–∞–ї–Є –љ–µ—В —Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–љ—Л—Е —В–µ—А–Љ–Є—З–µ—Б–Ї–Є—Е —В–Њ—З–µ–Ї. –Я–µ—А–µ—Е–Њ–і –Є–Ј —В–≤–µ—А–і–Њ–≥–Њ –Є —Е—А—Г–њ–Ї–Њ–≥–Њ —Б–Њ—Б—В–Њ—П–љ–Є—П –≤ –њ–ї–∞—Б—В–Є—З–љ–Њ–µ, –∞ –Ј–∞—В–µ–Љ –≤ –ґ–Є–і–Ї–Њ–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –њ–ї–∞–≤–љ–Њ, –њ—А–Є —Н—В–Њ–Љ —З–µ—В–Ї–Њ –Њ–њ—А–µ–і–µ–ї–Є—В—М –≥—А–∞–љ–Є—Ж—Л —Б–Њ—Б—В–Њ—П–љ–Є—П –љ–µ –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В—Б—П –≤–Њ–Ј–Љ–Њ–ґ–љ—Л–Љ.
–Т—П–Ј–Ї–Њ—Б—В—М—О –љ–∞–Ј—Л–≤–∞—О—В –≤–љ—Г—В—А–µ–љ–љ–µ–µ —В—А–µ–љ–Є–µ –Љ–µ–ґ–і—Г –Љ–Њ–ї–µ–Ї—Г–ї–∞–Љ–Є, –Њ–±—Г—Б–ї–Њ–≤–ї–µ–љ–љ–Њ–µ —В–µ–Ї—Г—З–µ—Б—В—М—О –ґ–Є–і–Ї–Њ—Б—В–µ–є –Є –≥–∞–Ј–Њ–≤. –Ю—В –њ–Њ–Ї–∞–Ј–∞—В–µ–ї—П –≤—П–Ј–Ї–Њ—Б—В–Є –њ—А–Є –Њ–њ—А–µ–і–µ–ї–µ–љ–љ–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –Ј–∞–≤–Є—Б–Є—В –ґ–Є–і–Ї–Њ—В–µ–Ї—Г—З–µ—Б—В—М —Н–Љ–∞–ї–Є (—А–∞—Б—В–µ–Ї–∞–µ–Љ–Њ—Б—В—М –њ–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞). –Т—П–Ј–Ї–Њ—Б—В—М –ґ–Є–і–Ї–Њ—В–µ–Ї—Г—З–µ–≥–Њ —Б–Њ—Б—В–Њ—П–љ–Є—П – 102 – 122 –Я–∞·—Б, –і–Њ–ї–ґ–љ–∞ –і–Њ—Б—В–Є–≥–∞—В—М—Б—П (–і–ї—П —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Н–Љ–∞–ї–µ–є) –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞—Е –Њ—В 800 –і–Њ 900 º–°.
–Ґ–µ—А–Љ–Њ–њ–ї–∞—Б—В–Є—З–љ–Њ—Б—В—М –Њ—В–љ–Њ—Б–Є—В—Б—П –Ї –Њ—Б–љ–Њ–≤–љ—Л–Љ —Б–≤–Њ–є—Б—В–≤–∞–Љ —Б—В–µ–Ї–Њ–ї –Є —Н–Љ–∞–ї–µ–є. –Я—А–Є –љ–∞–≥—А–µ–≤–µ —В–≤–µ—А–і—Л–є —Е—А—Г–њ–Ї–Є–є –Љ–∞—В–µ—А–Є–∞–ї —А–∞–Ј–Љ—П–≥—З–∞–µ—В—Б—П, –њ–Њ—Б—В–µ–њ–µ–љ–љ–Њ –њ–µ—А–µ—Е–Њ–і–Є—В –≤ –њ–ї–∞—Б—В–Є—З–љ–Њ–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ, —Б –њ–Њ–≤—Л—И–µ–љ–Є–µ–Љ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л —Б—В–∞–љ–Њ–≤–Є—В—Б—П –≤—П–Ј–Ї–Њ—В–µ–Ї—Г—З–Є–Љ –Є –Ј–∞—В–µ–Љ –ґ–Є–і–Ї–Є–Љ, –њ—А–Є —Н—В–Њ–Љ –Њ–њ—А–µ–і–µ–ї–Є—В—М –≥—А–∞–љ–Є—Ж—Л —Б–Њ—Б—В–Њ—П–љ–Є—П –љ–µ –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В—Б—П –≤–Њ–Ј–Љ–Њ–ґ–љ—Л–Љ.
–Т —В–Њ –≤—А–µ–Љ—П –Ї–∞–Ї —Г –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤, –љ–∞–њ—А–Є–Љ–µ—А —Г –Љ–µ—В–∞–ї–ї–Њ–≤, –Є–Ј–Љ–µ–љ–µ–љ–Є—П –∞–≥—А–µ–≥–∞—В–љ–Њ–≥–Њ —Б–Њ—Б—В–Њ—П–љ–Є—П –Љ–Њ–ґ–љ–Њ –Ј–∞—Д–Є–Ї—Б–Є—А–Њ–≤–∞—В—М —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ—Л–Љ–Є —В–Њ—З–Ї–∞–Љ–Є (—В–Њ—З–Ї–∞ –њ–ї–∞–≤–ї–µ–љ–Є—П —Г —З–Є—Б—В—Л—Е –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е –≤–µ—Й–µ—Б—В–≤, –Є–љ—В–µ—А–≤–∞–ї –њ–ї–∞–≤–ї–µ–љ–Є—П —Б–њ–ї–∞–≤–Њ–≤), —Г –∞–Љ–Њ—А—Д–љ—Л—Е –≤–µ—Й–µ—Б—В–≤ –љ–µ—В —Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–љ—Л—Е —В–µ—А–Љ–Є—З–µ—Б–Ї–Є—Е —В–Њ—З–µ–Ї.
–°—В–µ–њ–µ–љ—М —А–∞–Ј–ґ–Є–ґ–µ–љ–Є—П –љ–∞–≥—А–µ—В–Њ–≥–Њ —Б—В–µ–Ї–ї–∞ —Е–∞—А–∞–Ї—В–µ—А–Є–Ј—Г–µ—В—Б—П –≤—П–Ј–Ї–Њ—Б—В—М—О, –Є —Н—В–Њ —Д–Є–Ј–Є—З–µ—Б–Ї–Њ–µ —Б–≤–Њ–є—Б—В–≤–Њ –Є–Љ–µ–µ—В –Њ—Б–Њ–±–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ –і–ї—П —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є —Б—В–µ–Ї–ї–∞.
–Т—П–Ј–Ї–Њ—Б—В—М —Н–Љ–∞–ї–µ–≤–Њ–є —Д—А–Є—В—В—Л –і–Њ–ї–ґ–љ–∞ –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—В—М –і–Њ—Б—В–∞—В–Њ—З–љ—Г—О —В–µ–Ї—Г—З–µ—Б—В—М, –њ–Њ–ї–љ–Њ–µ –њ–Њ–Ї—А—Л—В–Є–µ –Љ–µ—В–∞–ї–ї–∞, —А–∞—Б—В–≤–Њ—А–µ–љ–Є–µ –Њ–Ї–∞–ї–Є–љ—Л –Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Є –Њ–њ—В–Є–Љ–∞–ї—М–љ—Г—О –і–µ–≥–∞–Ј–∞—Ж–Є—О.
–Я–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–µ –љ–∞—В—П–ґ–µ–љ–Є–µ –Є —Б–Љ–∞—З–Є–≤–∞–µ–Љ–Њ—Б—В—М. –≠—В–Њ —Б–≤–Њ–є—Б—В–≤–Њ –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П —Б–Є–ї–∞–Љ–Є –Љ–Њ–ї–µ–Ї—Г–ї—П—А–љ–Њ–≥–Њ –≤–Ј–∞–Є–Љ–Њ–і–µ–є—Б—В–≤–Є—П –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є –Є–ї–Є —А–∞–Ј–Љ—П–≥—З–µ–љ–љ–Њ–є —Н–Љ–∞–ї–Є. –Ю—В –≤–µ–ї–Є—З–Є–љ—Л –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–≥–Њ –љ–∞—В—П–ґ–µ–љ–Є—П –Ј–∞–≤–Є—Б–Є—В —Б–Љ–∞—З–Є–≤–∞–µ–Љ–Њ—Б—В—М –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞ —А–∞—Б–њ–ї–∞–≤–Њ–Љ —Н–Љ–∞–ї–Є. –Я–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–µ –љ–∞—В—П–ґ–µ–љ–Є–µ ѕГ —А–∞–≤–љ–Њ —А–∞–±–Њ—В–µ (—Н–љ–µ—А–≥–Є–Є), –Ї–Њ—В–Њ—А–∞—П –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –Є–Ј—А–∞—Б—Е–Њ–і–Њ–≤–∞–љ–∞ –љ–∞ —Г–≤–µ–ї–Є—З–µ–љ–Є–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –ґ–Є–і–Ї–Њ—Б—В–Є –љ–∞ 1 —Б–Љ2.
–Э–∞ –ґ–Є–і–Ї–Њ—Б—В—М –і–µ–є—Б—В–≤—Г–µ—В —Б–Є–ї–∞, –њ–Њ–і –≤–ї–Є—П–љ–Є–µ–Љ –Ї–Њ—В–Њ—А–Њ–є –ґ–Є–і–Ї–Њ—Б—В—М —Б—В—А–µ–Љ–Є—В—Б—П –њ—А–Є–љ—П—В—М —Д–Њ—А–Љ—Г —И–∞—А–∞ – —В–µ–ї–∞ —Б –Љ–Є–љ–Є–Љ–∞–ї—М–љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М—О. –Ф–Њ—Б—В–∞—В–Њ—З–љ–Њ –≤—Б–њ–Њ–Љ–љ–Є—В—М –Њ –њ–Њ–≤–µ–і–µ–љ–Є–Є —И–∞—А–Є–Ї–Њ–≤ —А—В—Г—В–Є –Є–ї–Є –≤–Њ–і—Л –љ–∞ –ґ–Є—А–љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є.
–Т–µ–ї–Є—З–Є–љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–≥–Њ –љ–∞—В—П–ґ–µ–љ–Є—П –Ј–∞–≤–Є—Б–Є—В –Њ—В —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –Є –Њ—В —Б–Њ—Б—В–∞–≤–∞ –ґ–Є–і–Ї–Њ—Б—В–Є. –Я—А–Є –љ–∞–њ–ї–∞–≤–ї–µ–љ–Є–Є —Н–Љ–∞–ї–Є –љ–∞ –Љ–µ—В–∞–ї–ї —В—А–µ–±—Г–µ—В—Б—П –њ–Њ–љ–Є–ґ–µ–љ–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–≥–Њ –љ–∞—В—П–ґ–µ–љ–Є—П, –∞ –њ—А–Є –љ–∞–љ–µ—Б–µ–љ–Є–Є –Њ–і–љ–Њ–≥–Њ —Б–ї–Њ—П —Н–Љ–∞–ї–Є –љ–∞ –і—А—Г–≥–Њ–є, –ї–Є–±–Њ –љ–∞ —Б—В–µ–Ї–ї—П–љ–љ—Г—О –њ–Њ–і–ї–Њ–ґ–Ї—Г –Є–ї–Є –≥—А—Г–љ—В, —Б–ї–µ–і—Г–µ—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Б–Њ—Б—В–∞–≤—Л —Б –±–Њ–ї–µ–µ –≤—Л—Б–Њ–Ї–Є–Љ –њ–Њ–Ї–∞–Ј–∞—В–µ–ї–µ–Љ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–≥–Њ –љ–∞—В—П–ґ–µ–љ–Є—П (–±–Њ–ї–µ–µ —В—Г–≥–Њ–њ–ї–∞–≤–Ї–Є–µ) –≤–Њ –Є–Ј–±–µ–ґ–∞–љ–Є–µ –њ–µ—А–µ–Љ–µ—И–Є–≤–∞–љ–Є—П —Б –њ–Њ–і–ї–Њ–ґ–Ї–Њ–є (–≤ —Б–ї—Г—З–∞–µ, –Ї–Њ–≥–і–∞ —Н—В–Њ –љ–µ –њ—А–µ–і—Г—Б–Љ–Њ—В—А–µ–љ–Њ —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ), –ї–Є–±–Њ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –Њ–±–ґ–Є–≥ –њ—А–Є –±–Њ–ї–µ–µ –љ–Є–Ј–Ї–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ, —З–µ–Љ –Њ–±–ґ–Є–≥ –њ–Њ–і–ї–Њ–ґ–Ї–Є. –Ф–Њ–±–∞–≤–Ї–Є –Њ–Ї–Є—Б–Є —Б–≤–Є–љ—Ж–∞ –Є –±–Њ—А–љ–Њ–є –Ї–Є—Б–ї–Њ—В—Л, –∞ —В–∞–Ї–ґ–µ K2O, Na2O, Li2O, CaF2, V2O5, MoO3, WO3 –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ —Г–Љ–µ–љ—М—И–∞—О—В –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–µ –љ–∞—В—П–ґ–µ–љ–Є–µ, –∞ —Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ —Г–≤–µ–ї–Є—З–Є–≤–∞—О—В —А–∞—Б—В–µ–Ї–∞–µ–Љ–Њ—Б—В—М —А–∞—Б–њ–ї–∞–≤–∞ —Н–Љ–∞–ї–Є.
–Ф–ї—П —Н–Љ–∞–ї–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–µ –љ–∞—В—П–ґ–µ–љ–Є–µ, –∞ —Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ, —Б–Є–ї–∞ —Б—Ж–µ–њ–ї–µ–љ–Є—П –Є —Б–Љ–∞—З–Є–≤–∞–љ–Є—П –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –Њ—Б–љ–Њ–≤—Л —Н–Љ–∞–ї–µ–≤—Л–Љ —А–∞—Б–њ–ї–∞–≤–Њ–Љ –Є–Љ–µ—О—В –≤–∞–ґ–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ. –Э–∞–њ—А–Є–Љ–µ—А, –њ—А–Є –љ–∞–љ–µ—Б–µ–љ–Є–Є —Н–Љ–∞–ї–Є –њ–Њ –≤—Л—Б–Њ–Ї–Њ–Љ—Г —А–µ–ї—М–µ—Д—Г –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–µ –љ–∞—В—П–ґ–µ–љ–Є–µ —Г–Љ–µ–љ—М—И–∞–µ—В—Б—П –љ–∞—Б—В–Њ–ї—М–Ї–Њ, —З—В–Њ —Н–Љ–∞–ї—М —А–∞—Б—В–µ–Ї–∞–µ—В—Б—П –њ–Њ –≤—Б–µ–є –њ–ї–Њ—Й–∞–і–Є –Є —Е–Њ—А–Њ—И–Њ —Б–Љ–∞—З–Є–≤–∞–µ—В –Њ—Б–љ–Њ–≤—Г. –Ъ–∞–Ї –≤–Є–і–љ–Њ –Є–Ј —А–Є—Б. 1., –љ–∞–љ–µ—Б–µ–љ–љ–∞—П –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —В–≤–µ—А–і–Њ–≥–Њ —В–µ–ї–∞ –Ї–∞–њ–ї—П –ґ–Є–і–Ї–Њ—Б—В–Є –ї–Є–±–Њ —А–∞—Б—В–µ–Ї–∞–µ—В—Б—П, –Њ–±—А–∞–Ј—Г—П —В–Њ–љ–Ї–Є–є —Б–ї–Њ–є –ґ–Є–і–Ї–Њ—Б—В–Є (–њ–Њ–ї–љ–∞—П —Б–Љ–∞—З–Є–≤–∞–µ–Љ–Њ—Б—В—М), –ї–Є–±–Њ –Њ—Б—В–∞–µ—В—Б—П –±–Њ–ї–µ–µ –Є–ї–Є –Љ–µ–љ–µ–µ —Б–њ–ї—О—Й–µ–љ–љ–Њ–є (–љ–µ–њ–Њ–ї–љ–∞—П —Б–Љ–∞—З–Є–≤–∞–µ–Љ–Њ—Б—В—М).
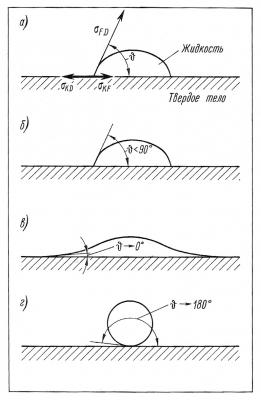
–†–Є—Б 1. –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–µ –Є –∞–і–≥–µ–Ј–Є–Њ–љ–љ–Њ–µ –љ–∞—В—П–ґ–µ–љ–Є–µ:
–∞ – –Њ–±—Й–∞—П —Б—Е–µ–Љ–∞; –± – –љ–µ–њ–Њ–ї–љ–∞—П —Б–Љ–∞—З–Є–≤–∞–µ–Љ–Њ—Б—В—М; –≤ – –њ–Њ–ї–љ–∞—П —Б–Љ–∞—З–Є–≤–∞–µ–Љ–Њ—Б—В—М; –≥ – –њ–Њ–ї–љ–∞—П –љ–µ—Б–Љ–∞—З–Є–≤–∞–µ–Љ–Њ—Б—В—М.
–Ґ–µ—А–Љ–Є—З–µ—Б–Ї–Њ–µ —А–∞—Б—И–Є—А–µ–љ–Є–µ. –Ш–Ј–≤–µ—Б—В–љ–Њ, —З—В–Њ —В–µ–ї–Њ –њ—А–Є –љ–∞–≥—А–µ–≤–∞–љ–Є–Є —А–∞—Б—И–Є—А—П–µ—В—Б—П, –∞ –њ—А–Є –Њ—Е–ї–∞–ґ–і–µ–љ–Є–Є —Г–Љ–µ–љ—М—И–∞–µ—В—Б—П –і–Њ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–≥–Њ —А–∞–Ј–Љ–µ—А–∞ –Є —Д–Њ—А–Љ—Л. –Ґ–µ—А–Љ–Є—З–µ—Б–Ї–Њ–µ —А–∞—Б—И–Є—А–µ–љ–Є–µ —Н–Љ–∞–ї–µ–є –Є –Є—Е —Б–Њ–≥–ї–∞—Б–Њ–≤–∞–љ–Є–µ —Б —А–∞—Б—И–Є—А–µ–љ–Є–µ–Љ –Њ—Б–љ–Њ–≤—Л –Є–Љ–µ–µ—В –≤–∞–ґ–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ –і–ї—П —Б—Ж–µ–њ–ї–µ–љ–Є—П —Н–Љ–∞–ї–µ–є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ –Є –њ–Њ—Н—В–Њ–Љ—Г —Б–ї—Г–ґ–Є—В –Њ–і–љ–Є–Љ –Є–Ј –Њ—Б–љ–Њ–≤–љ—Л—Е —Д–∞–Ї—В–Њ—А–Њ–≤, –≤–ї–Є—П—О—Й–Є—Е –љ–∞ –Ї–∞—З–µ—Б—В–≤–Њ –Є–Ј–і–µ–ї–Є–є. –Т–∞—А—М–Є—А—Г—П –Ї–Њ–Љ–±–Є–љ–∞—Ж–Є–Є –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–≤ —И–Є—Е—В—Л, –Љ–Њ–ґ–љ–Њ –і–Њ–±–Є—В—М—Б—П —В–Њ–≥–Њ, —З—В–Њ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–µ —А–∞—Б—И–Є—А–µ–љ–Є–µ —Н–Љ–∞–ї–Є —Б—В–∞–љ–Њ–≤–Є—В—Б—П –≤—Л—И–µ, —З–µ–Љ —Г –±—Л—В–Њ–≤—Л—Е —Б—В–µ–Ї–Њ–ї, –њ—А–Є–±–ї–Є–ґ–∞—П—Б—М –Ї —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–Љ—Г —А–∞—Б—И–Є—А–µ–љ–Є—О –Љ–µ—В–∞–ї–ї–Њ–≤. –Э–Њ –њ—А–Є —Н—В–Њ–Љ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–µ —А–∞—Б—И–Є—А–µ–љ–Є–µ —Н–Љ–∞–ї–Є –љ–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –≤—Л—И–µ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П –Љ–µ—В–∞–ї–ї–∞ –Є–ї–Є —А–∞–≤–љ—П–ї–Њ—Б—М –µ–Љ—Г. –Ф–ї—П –њ—А–Њ—З–љ–Њ–≥–Њ —Б—Ж–µ–њ–ї–µ–љ–Є—П —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ, —З—В–Њ–±—Л –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В –ї–Є–љ–µ–є–љ–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П —Н–Љ–∞–ї–Є –±—Л–ї –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –Љ–µ–љ—М—И–µ, —З–µ–Љ —Г –Љ–µ—В–∞–ї–ї–∞. –Я—А–Є —Н—В–Њ–Љ —Н–Љ–∞–ї—М –љ–∞—Е–Њ–і–Є—В—Б—П –њ–Њ–і –љ–µ–±–Њ–ї—М—И–Є–Љ –љ–∞–њ—А—П–ґ–µ–љ–Є–µ–Љ —Б–ґ–∞—В–Є—П, —З—В–Њ –њ–Њ–ї–Њ–ґ–Є—В–µ–ї—М–љ–Њ —Б–Ї–∞–Ј—Л–≤–∞–µ—В—Б—П –љ–∞ –µ–µ –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є—Е —Б–≤–Њ–є—Б—В–≤–∞—Е, –±–ї–∞–≥–Њ–і–∞—А—П –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –≤—Л—Б–Њ–Ї–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є —Б—В–µ–Ї–ї–∞ –њ—А–Є —Б–ґ–∞—В–Є–Є.
–Ф–ї—П —Н–Љ–∞–ї–µ–є –љ–∞–Є–±–Њ–ї—М—И–µ–µ –Ј–љ–∞—З–µ–љ–Є–µ –Є–Љ–µ–µ—В –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В, —Е–∞—А–∞–Ї—В–µ—А–Є–Ј—Г—О—Й–Є–є –ї–Є–љ–µ–є–љ–Њ–µ —А–∞—Б—И–Є—А–µ–љ–Є–µ, –≤—Б–ї–µ–і—Б—В–≤–Є–µ —В–Њ–≥–Њ, —З—В–Њ —В–Њ–ї—Й–Є–љ–∞ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ —Б–ї–Њ—П –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞ –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ –љ–µ—Б—А–∞–≤–љ–Є–Љ–Њ –Љ–µ–љ—М—И–µ –µ–≥–Њ –њ–ї–Њ—Й–∞–і–Є.
–°—А–∞–≤–љ–Є—В–µ–ї—М–љ—Л–µ –Ј–љ–∞—З–µ–љ–Є—П –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В–Њ–≤ –ї–Є–љ–µ–є–љ–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П —Н–Љ–∞–ї–µ–є, —Б—В–µ–Ї–Њ–ї –Є –і—А—Г–≥–Є—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –і–∞–љ—Л –љ–∞ —А–Є—Б. 2.
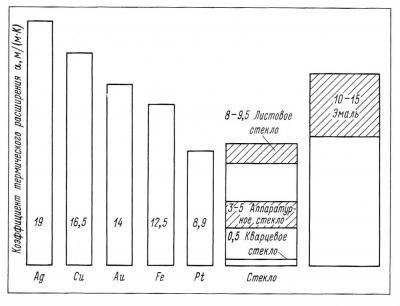
–†–Є—Б 2. –Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–љ—Л–є –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В –ї–Є–љ–µ–є–љ–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П —Н–Љ–∞–ї–µ–є, —Б—В–µ–Ї–Њ–ї –Є –і—А—Г–≥–Є—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ [1].
–Я—А–Њ—З–љ–Њ—Б—В—М. –Ь–µ—Е–∞–љ–Є—З–µ—Б–Ї–∞—П –њ—А–Њ—З–љ–Њ—Б—В—М –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В —Б–Њ–±–Њ–є —Б–Њ–њ—А–Њ—В–Є–≤–ї–µ–љ–Є–µ –Љ–∞—В–µ—А–Є–∞–ї–∞ –љ–µ–Њ–±—А–∞—В–Є–Љ–Њ–є –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є –Є —А–∞—Б–њ—А–Њ—Б—В—А–∞–љ–µ–љ–Є—О —В—А–µ—Й–Є–љ –њ—А–Є –≤–љ–µ—И–љ–µ–Љ –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–Љ –љ–∞–≥—А—Г–ґ–µ–љ–Є–Є. –†–∞–Ј—А—Л–≤ —Б–≤—П–Ј–µ–є –Љ–µ–ґ–і—Г —З–∞—Б—В–Є—Ж–∞–Љ–Є —В–µ–ї –≤—Л–Ј—Л–≤–∞–µ—В—Б—П –і–µ–є—Б—В–≤–Є–µ–Љ —А–∞—Б—В—П–≥–Є–≤–∞—О—Й–Є—Е —Б–Є–ї. –Я–Њ—Б–Ї–Њ–ї—М–Ї—Г —Б—В–µ–Ї–ї–∞ –Є —Н–Љ–∞–ї–Є –Њ—З–µ–љ—М —З—Г–≤—Б—В–≤–Є—В–µ–ї—М–љ—Л –Ї —А–∞—Б—В—П–≥–Є–≤–∞—О—Й–Є–Љ –љ–∞–≥—А—Г–Ј–Ї–∞–Љ, –њ—А–Њ—З–љ–Њ—Б—В—М –љ–∞ —А–∞—Б—В—П–ґ–µ–љ–Є–µ —П–≤–ї—П–µ—В—Б—П –≤–∞–ґ–љ—Л–Љ –њ–∞—А–∞–Љ–µ—В—А–Њ–Љ –Є—Е —Б–≤–Њ–є—Б—В–≤.
–Я—А–µ–і–µ–ї –њ—А–Њ—З–љ–Њ—Б—В–Є —Б—В–µ–Ї–ї–∞ –њ—А–Є —Б–ґ–∞—В–Є–Є –њ—А–Є–Љ–µ—А–љ–Њ –≤ –і–µ—Б—П—В—М —А–∞–Ј –њ—А–µ–≤—Л—И–∞–µ—В –њ—А–µ–і–µ–ї –њ—А–Њ—З–љ–Њ—Б—В–Є –њ—А–Є —А–∞—Б—В—П–ґ–µ–љ–Є–Є, —З–µ–Љ –Є –Њ–±—Г—Б–ї–Њ–≤–ї–µ–љ–Њ –≤—Л—И–µ—Г–Ї–∞–Ј–∞–љ–љ–Њ–µ –њ—А–∞–≤–Є–ї–Њ. –°—В–µ–Ї–ї–Њ –Є —Н–Љ–∞–ї—М –≤–µ—Б—М–Љ–∞ —З—Г–≤—Б—В–≤–Є—В–µ–ї—М–љ—Л –Ї —Г–і–∞—А–∞–Љ, –Є–Љ–µ—О—В –љ–Є–Ј–Ї—Г—О —Г–і–∞—А–љ—Г—О –њ—А–Њ—З–љ–Њ—Б—В—М. –Ю–і–љ–∞–Ї–Њ, –≤ –Њ—В–ї–Є—З–Є–µ –Њ—В —Б—В–µ–Ї–ї–∞, —Н–Љ–∞–ї—М –Є–Љ–µ–µ—В –±–Њ–ї–µ–µ –≤—Л—Б–Њ–Ї–Є–µ –њ–Њ–Ї–∞–Ј–∞—В–µ–ї–Є –њ—А–Њ—З–љ–Њ—Б—В–Є –њ—А–Є —А–∞—Б—В—П–ґ–µ–љ–Є–Є, –Є–Ј–≥–Є–±–µ, —Г–і–∞—А–љ–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є, –±–ї–∞–≥–Њ–і–∞—А—П —Б–Њ–µ–і–Є–љ–µ–љ–Є—О —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –њ–Њ–і–ї–Њ–ґ–Ї–Њ–є. –Э–µ —Б–Љ–Њ—В—А—П –љ–∞ —Н—В–Њ, —Б–ї–µ–і—Г–µ—В –Є–Ј–±–µ–≥–∞—В—М –≤—Б–µ–≥–Њ, —З—В–Њ –Љ–Њ–ґ–µ—В –њ—А–Є–≤–µ—Б—В–Є –Ї –њ–Њ–≤—Л—И–µ–љ–Є—О –і–Њ–≤–Њ–ї—М–љ–Њ –љ–Є–Ј–Ї–Є—Е –Ј–љ–∞—З–µ–љ–Є–є –њ—А–µ–і–µ–ї–Њ–≤ –њ—А–Њ—З–љ–Њ—Б—В–Є –њ—А–Є –њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–љ—Л–Љ–Є –Є–Ј–і–µ–ї–Є—П–Љ–Є.
–Я—А–Њ—З–љ–Њ—Б—В—М —Б—Ж–µ–њ–ї–µ–љ–Є—П. –Я—А–Њ—З–љ–Њ—Б—В—М —Б—Ж–µ–њ–ї–µ–љ–Є—П —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ —П–≤–ї—П–µ—В—Б—П –Њ–і–љ–Њ–є –Є–Ј –Њ—Б–љ–Њ–≤–љ—Л—Е —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї —Б–Є—Б—В–µ–Љ—Л –Љ–µ—В–∞–ї–ї-—Н–Љ–∞–ї—М; –Њ–љ–∞ –Њ–њ—А–µ–і–µ–ї—П–µ—В —Б—В–∞–±–Є–ї—М–љ–Њ—Б—В—М —Б–Є—Б—В–µ–Љ—Л –µ—Й–µ –і–Њ —В–Њ–≥–Њ, –Ї–∞–Ї –Є–Ј–і–µ–ї–Є–µ –њ–Њ—Б—В—Г–њ–∞–µ—В –≤ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є—О. –Я–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ –Є–Ј–і–µ–ї–Є–є, –њ–Њ–Ї—А—Л—В—Л—Е —Н–Љ–∞–ї—М—О, –љ–∞ –Љ–µ—В–∞–ї–ї–µ –њ–Њ–ї—Г—З–∞–µ—В—Б—П –њ—А–Њ—З–љ–Њ —Б–≤—П–Ј–∞–љ–љ–Њ–µ —Б –љ–Є–Љ –њ–Њ–Ї—А—Л—В–Є–µ. –°–Є–ї—Г, –Ї–Њ—В–Њ—А—Г—О –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Є–Љ–µ–љ–Є—В—М –і–ї—П –Њ—В—А—Л–≤–∞ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ —Б–ї–Њ—П –Њ—В –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞, –љ–∞–Ј—Л–≤–∞—О—В –њ—А–Њ—З–љ–Њ—Б—В—М—О —Б—Ж–µ–њ–ї–µ–љ–Є—П —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ. –Я—А–∞–Ї—В–Є–Ї–Њ–є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П, –∞ —В–∞–Ї–ґ–µ –±–Њ–ї—М—И–Є–Љ —З–Є—Б–ї–Њ–Љ –Є—Б—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М—Б–Ї–Є—Е —А–∞–±–Њ—В —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В—М –њ—А–Њ—З–љ–Њ—Б—В–Є —Б—Ж–µ–њ–ї–µ–љ–Є—П –Њ—В —А—П–і–∞ —Д–∞–Ї—В–Њ—А–Њ–≤. –Ш–≥—А–∞—О—В —А–Њ–ї—М –љ–∞–њ—А—П–ґ–µ–љ–Є—П –≤ —Н–Љ–∞–ї–µ–≤–Њ–Љ —Б–ї–Њ–µ, —Н–ї–∞—Б—В–Є—З–љ–Њ—Б—В—М —Н–Љ–∞–ї–Є –Є –Љ–µ—В–∞–ї–ї–∞, —В–Њ–ї—Й–Є–љ–∞ —Б–ї–Њ—П —Н–Љ–∞–ї–Є –Є –і—А—Г–≥–Є–µ —Д–∞–Ї—В–Њ—А—Л.
–Ю–±—П–Ј–∞—В–µ–ї—М–љ—Л–Љ —Г—Б–ї–Њ–≤–Є–µ–Љ –і–ї—П —Б—Ж–µ–њ–ї–µ–љ–Є—П —П–≤–ї—П–µ—В—Б—П —Е–Њ—А–Њ—И–µ–µ —Б–Љ–∞—З–Є–≤–∞–љ–Є–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞ —Н–Љ–∞–ї–µ–≤—Л–Љ —А–∞—Б–њ–ї–∞–≤–Њ–Љ. –Я–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Љ–µ—В–∞–ї–ї–∞ –і–Њ–ї–ґ–љ–∞ –±—Л—В—М —Б–≤–Њ–±–Њ–і–љ–Њ–є –Њ—В –≥—А—Г–±—Л—Е –љ–µ–Њ–і–љ–Њ—А–Њ–і–љ–Њ—Б—В–µ–є –Є –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є–є. –Я–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–µ –љ–∞—В—П–ґ–µ–љ–Є–µ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ —А–∞—Б–њ–ї–∞–≤–∞ –љ–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М —Б–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Є–Љ. –Ш–Ј–≤–µ—Б—В–љ–Њ, —З—В–Њ —Б–Њ–≤–µ—А—И–µ–љ–љ–Њ —З–Є—Б—В—Л–µ, –љ–µ –Њ–Ї–Є—Б–ї–µ–љ–љ—Л–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Б—В–µ–Ї–ї–Њ–Љ –љ–µ —Б–Љ–∞—З–Є–≤–∞—О—В—Б—П. –Ф–ї—П —А–∞—Б—В–µ–Ї–∞–љ–Є—П —Н–Љ–∞–ї–Є –њ–Њ –Љ–µ—В–∞–ї–ї—Г –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–Њ—Б–ї–µ–і–љ–µ–≥–Њ –і–Њ–ї–ґ–љ–∞ –њ—А–Є—Б—Г—В—Б—В–≤–Њ–≤–∞—В—М —В–Њ–љ–Ї–∞—П –њ–ї–µ–љ–Ї–∞ –Њ–Ї–Є—Б–ї–∞. –Ш–≥—А–∞–µ—В —А–Њ–ї—М —Б—В—А—Г–Ї—В—Г—А–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞. –Э–∞ —А–∞–Ј—А—Л—Е–ї–µ–љ–љ–Њ–є, —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Н–Љ–∞–ї—М –і–µ—А–ґ–Є—В—Б—П –Ї—А–µ–њ—З–µ, —З–µ–Љ –љ–∞ –≥–ї–∞–і–Ї–Њ–є.
–°—Ж–µ–њ–ї–µ–љ–Є–µ —Н–Љ–∞–ї–Є —Б –њ–ї–∞—В–Є–љ–Њ–є, –Ј–Њ–ї–Њ—В–Њ–Љ –Є —Б–µ—А–µ–±—А–Њ–Љ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є–Љ –њ—Г—В–µ–Љ. –Ґ–Њ–љ–Ї–∞—П –Њ–Ї–Є—Б–љ–∞—П –њ–ї–µ–љ–Ї–∞ –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞ –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В —Б–Љ–∞—З–Є–≤–∞–љ–Є–µ –µ–≥–Њ —Н–Љ–∞–ї–µ–≤—Л–Љ —А–∞—Б–њ–ї–∞–≤–Њ–Љ –Є –Ї–Њ–љ—В–∞–Ї—В —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ. –Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –њ—А–Њ—З–љ–Њ–≥–Њ —Б—Ж–µ–њ–ї–µ–љ–Є—П –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –і—А–∞–≥–Њ—Ж–µ–љ–љ—Л—Е –Љ–µ—В–∞–ї–ї–Њ–≤ –њ–µ—А–µ–і —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–µ–Љ —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ —А–∞–Ј—А—Л—Е–ї—П—О—В –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є–Љ–Є –Є–ї–Є —Е–Є–Љ–Є—З–µ—Б–Ї–Є–Љ–Є —Б–њ–Њ—Б–Њ–±–∞–Љ–Є. –†–∞—Б–њ–ї–∞–≤ —Н–Љ–∞–ї–Є –Ј–∞–њ–Њ–ї–љ—П–µ—В —Г–≥–ї—Г–±–ї–µ–љ–Є—П –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Є —Г–і–µ—А–ґ–Є–≤–∞–µ—В—Б—П –≤ –љ–Є—Е –њ–Њ—Б–ї–µ –Ј–∞—Б—В—Л–≤–∞–љ–Є—П —Н–Љ–∞–ї–Є.
–Я—А–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–Є –Љ–µ–і–Є –љ–∞–±–ї—О–і–∞–µ—В—Б—П —Б—Ж–µ–њ–ї–µ–љ–Є–µ –Є –љ–∞ –≥–ї–∞–і–Ї–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є. –Ю–љ–Њ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –Ј–∞ —Б—З–µ—В —Б–ї–Њ—П –Ј–∞–Ї–Є—Б–Є –Љ–µ–і–Є, –Њ–±—А–∞–Ј—Г—О—Й–µ–≥–Њ—Б—П –љ–∞ –≥—А–∞–љ–Є—Ж–µ —А–∞–Ј–і–µ–ї–∞ –Љ–µ–і—М – —Н–Љ–∞–ї—М. –≠—В–Њ—В, —Б–ї–Њ–є –Љ–Њ–ґ–љ–Њ –≤–Є–і–µ—В—М –љ–µ–≤–Њ–Њ—А—Г–ґ–µ–љ–љ—Л–Љ –≥–ї–∞–Ј–Њ–Љ. –Ч–∞–Ї–Є—Б—М –Љ–µ–і–Є, —Б –Њ–і–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л, —Е–Њ—А–Њ—И–Њ —А–∞—Б—В–≤–Њ—А—П–µ—В—Б—П –≤ —Н–Љ–∞–ї–Є, —Б –і—А—Г–≥–Њ–є —Б—В–Њ—А–Њ–љ—Л, –і–Є—Д—Д—Г–љ–і–Є—А—Г–µ—В –≤ –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О —А–µ—И–µ—В–Ї—Г –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –Љ–µ–і–Є, –Њ–±—А–∞–Ј—Г—П –њ—А–Њ—З–љ—Л–є —Б—Ж–µ–њ–ї—П—О—Й–Є–є —Б–ї–Њ–є.
–Ф–ї—П —А–∞–Ј–≤–Є—В–Є—П —Б—Ж–µ–њ–ї–µ–љ–Є—П –±–Њ–ї—М—И–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ –Є–Љ–µ–µ—В —Б–Њ—Б—В–∞–≤ —Н–Љ–∞–ї–Є, –Њ–њ—А–µ–і–µ–ї—П—О—Й–Є–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–µ –љ–∞—В—П–ґ–µ–љ–Є–µ –Є –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П. –Ю—Б–Њ–±–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ –Є–Љ–µ–µ—В –њ—А–Є—Б—Г—В—Б—В–≤–Є–µ –≤ —Б–Њ—Б—В–∞–≤–µ —Н–Љ–∞–ї–µ–є –≤–µ—Й–µ—Б—В–≤, –њ–Њ–≤—Л—И–∞—О—Й–Є—Е –њ—А–Њ—З–љ–Њ—Б—В—М —Б—Ж–µ–њ–ї–µ–љ–Є—П (–Њ–Ї–Є—Б–ї—Л –Ї–Њ–±–∞–ї—М—В–∞, –љ–Є–Ї–µ–ї—П, —Б—Г–ї—М—Д–Є–і—Л –Љ—Л—И—М—П–Ї–∞, —Б—Г—А—М–Љ—Л, —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –Љ–Њ–ї–Є–±–і–µ–љ–∞ –Є –љ–µ–Ї–Њ—В–Њ—А—Л–µ –і—А—Г–≥–Є–µ). –Т–≤–µ–і–µ–љ–Є–µ –≤ —Б–Њ—Б—В–∞–≤ –≥—А—Г–љ—В–∞ –љ–µ–±–Њ–ї—М—И–Є—Е –Ї–Њ–ї–Є—З–µ—Б—В–≤ —Н—В–Є—Е –≤–µ—Й–µ—Б—В–≤ —А–µ–Ј–Ї–Њ –њ–Њ–≤—Л—И–∞–µ—В –њ—А–Њ—З–љ–Њ—Б—В—М —Б—Ж–µ–њ–ї–µ–љ–Є—П.
–Ъ—А–Њ–Љ–µ –Ї–∞—З–µ—Б—В–≤–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞ –Є —Б–Њ—Б—В–∞–≤–∞ —Н–Љ–∞–ї–Є –љ–∞ –њ—А–Њ—З–љ–Њ—Б—В—М —Б—Ж–µ–њ–ї–µ–љ–Є—П –≤–ї–Є—П–µ—В –Є —А–µ–ґ–Є–Љ –Њ–±–ґ–Є–≥–∞ —Н–Љ–∞–ї–Є. –Х—Б–ї–Є –≤—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞ –Є–ї–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –љ–µ–і–Њ—Б—В–∞—В–Њ—З–љ—Л –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л —Г—Б–њ–µ–ї–Є –њ—А–Њ–є—В–Є –≤—Б–µ –њ—А–Њ—Ж–µ—Б—Б—Л, –≤–µ–і—Г—Й–Є–µ –Ї —Б—Ж–µ–њ–ї–µ–љ–Є—О, —Н–Љ–∞–ї—М –±—Г–і–µ—В –ї–µ–≥–Ї–Њ –Њ—В–і–µ–ї—П—В—М—Б—П –Њ—В –Љ–µ—В–∞–ї–ї–∞. –Э–∞–і–µ–ґ–љ—Л—Е –Ї–Њ–ї–Є—З–µ—Б—В–≤–µ–љ–љ—Л—Е –Њ–њ—А–µ–і–µ–ї–µ–љ–Є–є –њ—А–Њ—З–љ–Њ—Б—В–Є —Б—Ж–µ–њ–ї–µ–љ–Є—П —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ –і–Њ —Б–Є—Е –њ–Њ—А –љ–µ –Є–Љ–µ–µ—В—Б—П. –Ф–ї—П –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ–≥–Њ –Є–Ј–Љ–µ—А–µ–љ–Є—П –њ—А–Њ—З–љ–Њ—Б—В–Є —Б—Ж–µ–њ–ї–µ–љ–Є—П —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ –љ—Г–ґ–љ–Њ –њ—А–Є–ї–Њ–ґ–Є—В—М —Б–Є–ї—Г, –Ї–Њ—В–Њ—А–∞—П –Њ—В–Њ—А–≤–∞–ї–∞ –±—Л —Н–Љ–∞–ї—М –≤ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є, –њ–µ—А–њ–µ–љ–і–Є–Ї—Г–ї—П—А–љ–Њ–Љ –Ї –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞.
–Ґ–µ–Њ—А–µ—В–Є—З–µ—Б–Ї–Є –њ–Њ–і –њ—А–Њ—З–љ–Њ—Б—В—М—О —Б—Ж–µ–њ–ї–µ–љ–Є—П (–∞–і–≥–µ–Ј–Є–Є) –њ–Њ–љ–Є–Љ–∞—О—В —Б–Њ–њ—А–Њ—В–Є–≤–ї–µ–љ–Є–µ –∞–±—Б–Њ–ї—О—В–љ–Њ–Љ—Г —А–∞–Ј—А—Л–≤—Г –њ–Њ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –Љ–µ–ґ–і—Г –Љ–µ—В–∞–ї–ї–Њ–Љ –Є —Н–Љ–∞–ї—М—О –њ–Њ–і –і–µ–є—Б—В–≤–Є–µ–Љ —А–∞—Б—В—П–≥–Є–≤–∞—О—Й–µ–≥–Њ —Г—Б–Є–ї–Є—П —Б –њ–Њ–ї–љ—Л–Љ –Њ–±–љ–∞–ґ–µ–љ–Є–µ–Љ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞. –Ю–і–љ–∞–Ї–Њ –њ—А–Є —В–Њ–ї—Б—В–Њ–Љ —Б–ї–Њ–µ —Н–Љ–∞–ї–Є —А–∞–Ј—А—Л–≤ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –љ–µ –љ–∞ –≥—А–∞–љ–Є—Ж–µ –Љ–µ—В–∞–ї–ї – —Н–Љ–∞–ї—М, –∞ –≤ —Б–∞–Љ–Њ–Љ —Н–Љ–∞–ї–µ–≤–Њ–Љ —Б–ї–Њ–µ. –Ю—В—Б—О–і–∞ –Љ–Њ–ґ–љ–Њ –ї–Є—И—М –Ј–∞–Ї–ї—О—З–Є—В—М, —З—В–Њ –≤–µ–ї–Є—З–Є–љ–∞ –њ—А–Њ—З–љ–Њ—Б—В–Є —Б—Ж–µ–њ–ї–µ–љ–Є—П —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ –њ—А–µ–≤–Њ—Б—Е–Њ–і–Є—В –≤–µ–ї–Є—З–Є–љ—Г –њ—А–Њ—З–љ–Њ—Б—В–Є —Н–Љ–∞–ї–Є –љ–∞ —А–∞–Ј—А—Л–≤.
–£–њ—А—Г–≥–Њ—Б—В—М. –Ю—В –≤–µ–ї–Є—З–Є–љ—Л —Г–њ—А—Г–≥–Њ—Б—В–Є —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –Ј–∞–≤–Є—Б–Є—В –і–Њ–ї–≥–Њ–≤–µ—З–љ–Њ—Б—В—М —Б–Њ–µ–і–Є–љ–µ–љ–Є—П —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ, —В–∞–Ї –Ї–∞–Ї –±–ї–∞–≥–Њ–і–∞—А—П —Г–њ—А—Г–≥–Њ—Б—В–Є —Н–Љ–∞–ї–Є –≤—Л—А–∞–≤–љ–Є–≤–∞—О—В—Б—П –љ–∞–њ—А—П–ґ–µ–љ–Є—П, –≤–Њ–Ј–љ–Є–Ї–∞—О—Й–Є–µ –≤—Б–ї–µ–і—Б—В–≤–Є–µ —А–∞–Ј–ї–Є—З–Є—П –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В–Њ–≤ –ї–Є–љ–µ–є–љ–Њ–≥–Њ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П –Љ–µ—В–∞–ї–ї–∞ –Є —Н–Љ–∞–ї–Є. –Э–∞—Е–Њ–і—П—Й–Є–µ—Б—П –≤ —Н–Љ–∞–ї–Є –≥–∞–Ј–Њ–≤—Л–µ –њ—Г–Ј—Л—А—М–Ї–Є —Г–≤–µ–ї–Є—З–Є–≤–∞—О—В —Г–њ—А—Г–≥–Њ—Б—В—М —Н–Љ–∞–ї–Є, –∞ —В–≤–µ—А–і—Л–µ —З–∞—Б—В–Є—Ж—Л —Б–љ–Є–ґ–∞—О—В –µ–µ. –Ф–ї–Є—В–µ–ї—М–љ—Л–є –Њ–±–ґ–Є–≥ (–≤ —А–∞–Ј—Г–Љ–љ—Л—Е –њ—А–µ–і–µ–ї–∞—Е) –Є –љ–µ–±–Њ–ї—М—И–∞—П —В–Њ–ї—Й–Є–љ–∞ –њ–Њ–Ї—А—Л—В–Є—П –њ–Њ–≤—Л—И–∞—О—В —Г–њ—А—Г–≥–Њ—Б—В—М —Н–Љ–∞–ї–Є.
–Ґ–≤–µ—А–і–Њ—Б—В—М. –Я–Њ–і —В–≤–µ—А–і–Њ—Б—В—М—О —Н–Љ–∞–ї–Є –њ–Њ–љ–Є–Љ–∞—О—В —Б–Њ–њ—А–Њ—В–Є–≤–ї–µ–љ–Є–µ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П —В–Њ—З–µ—З–љ—Л–Љ –љ–∞–≥—А—Г–Ј–Ї–∞–Љ (–Є—Б—В–Є—А–∞–љ–Є—О, —Ж–∞—А–∞–њ–∞–љ—М—О). –Я–Њ–Ї–∞–Ј–∞—В–µ–ї–Є —В–≤–µ—А–і–Њ—Б—В–Є —Н–Љ–∞–ї–Є –љ–Є–ґ–µ –Ї–≤–∞—А—Ж–µ–≤–Њ–≥–Њ —Б—В–µ–Ї–ї–∞, —В–∞–Ї –Ї–∞–Ї —Н–Љ–∞–ї—М —Б–Њ–і–µ—А–ґ–Є—В –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л –њ–Њ–љ–Є–ґ–∞—О—Й–Є–µ –µ–µ —В–≤–µ—А–і–Њ—Б—В—М. –Њ–і–љ–∞–Ї–Њ —В–≤–µ—А–і–Њ—Б—В—М —Н–Љ–∞–ї–Є –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ –≤—Л—И–µ –Љ–љ–Њ–≥–Є—Е –і—А—Г–≥–Є—Е —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ (–Љ–∞—Б–ї—П–љ—Л—Е –Ї—А–∞—Б–Њ–Ї, —В–µ–Љ–њ–µ—А—Л, –ї–∞–Ї–∞, –і–µ—А–µ–≤–∞), —З—В–Њ –њ–Њ–Ј–≤–Њ–ї—П–µ—В —Б–Њ–њ–Њ—Б—В–∞–≤–Є—В—М –µ–µ –њ–Њ –і–Њ–ї–≥–Њ–≤–µ—З–љ–Њ—Б—В–Є —Б –Љ–Њ–Ј–∞–Є–Ї–Њ–є –Є –Є–љ–Ї—А—Г—Б—В–∞—Ж–Є–µ–є –Ї–∞–Љ–љ–µ–Љ –Є –Љ–µ—В–∞–ї–ї–Њ–Љ.
–•–Є–Љ–Є—З–µ—Б–Ї–∞—П —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В—М. –≠–Љ–∞–ї–µ–≤—Л–µ –њ–Њ–Ї—А—Л—В–Є—П –њ–Њ–і –≤–ї–Є—П–љ–Є–µ–Љ —А–∞–Ј–ї–Є—З–љ—Л—Е —Е–Є–Љ–Є—З–µ—Б–Ї–Є—Е —А–µ–∞–≥–µ–љ—В–Њ–≤ - –≤–Њ–і—Л, –Ї–Є—Б–ї–Њ—В, –∞—В–Љ–Њ—Б—Д–µ—А–љ—Л—Е –≤–Њ–Ј–і–µ–є—Б—В–≤–Є–є - –њ–Њ—Б—В–µ–њ–µ–љ–љ–Њ —А–∞–Ј—А—Г—И–∞—О—В—Б—П. –Т–љ–µ—И–љ–µ —Н—В–Њ –њ—А–Њ—П–≤–ї—П–µ—В—Б—П —Б–љ–∞—З–∞–ї–∞ –≤ –њ–Њ—В–µ—А–µ –±–ї–µ—Б–Ї–∞, –Ј–∞—В–µ–Љ –њ–Њ–Ї—А—Л—В–Є–µ —Б—В–∞–љ–Њ–≤–Є—В—Б—П –Љ–∞—В–Њ–≤—Л–Љ, —И–µ—А–Њ—Е–Њ–≤–∞—В—Л–Љ. –Ґ–∞–Ї–Є–µ —А–µ–∞–≥–µ–љ—В—Л, –Ї–∞–Ї –Ї—А–µ–њ–Ї–Є–µ –Ї–Є—Б–ї–Њ—В—Л, –≤ —В–µ—З–µ–љ–Є–µ –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е –Љ–Є–љ—Г—В –Ї–Є–њ—П—З–µ–љ–Є—П –њ–Њ–ї–љ–Њ—Б—В—М—О —А–∞–Ј—А—Г—И–∞—О—В –љ–µ–Ї–Њ—В–Њ—А—Л–µ —Н–Љ–∞–ї–µ–≤—Л–µ –њ–Њ–Ї—А—Л—В–Є—П.
–°–њ–Њ—Б–Њ–±–љ–Њ—Б—В—М —Н–Љ–∞–ї–Є —Б–Њ–њ—А–Њ—В–Є–≤–ї—П—В—М—Б—П –і–µ–є—Б—В–≤–Є—О —А–µ–∞–≥–µ–љ—В–Њ–≤ –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –µ–µ —Е–Є–Љ–Є—З–µ—Б–Ї–Њ–є —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В—М—О.
–Я–Њ —Е–∞—А–∞–Ї—В–µ—А—Г –і–µ–є—Б—В–≤–Є—П –љ–∞ —Б—В–µ–Ї–ї–∞ –Є —Н–Љ–∞–ї–Є —А–∞–Ј–ї–Є—З–∞—О—В —Б–ї–µ–і—Г—О—Й–Є–µ —З–µ—В—Л—А–µ –≥–ї–∞–≤–љ—Л—Е —А–µ–∞–≥–µ–љ—В–∞: –≤–Њ–і–∞, –Ї–Є—Б–ї–Њ—В—Л, —А–∞—Б—В–≤–Њ—А—Л –µ–і–Ї–Є—Е —Й–µ–ї–Њ—З–µ–є –Є —А–∞—Б—В–≤–Њ—А—Л —Г–≥–ї–µ–Ї–Є—Б–ї—Л—Е —Й–µ–ї–Њ—З–µ–є. –≠–Љ–∞–ї–Є, —Г—Б—В–Њ–є—З–Є–≤—Л–µ –Ї –Њ–і–љ–Њ–Љ—Г –Є–ї–Є –Ї –љ–µ—Б–Ї–Њ–ї—М–Ї–Є–Љ –Є–Ј —Н—В–Є—Е —А–µ–∞–≥–µ–љ—В–Њ–≤, –Љ–Њ–≥—Г—В –±—Л—В—М –љ–µ—Г—Б—В–Њ–є—З–Є–≤—Л–Љ–Є –Ї –і—А—Г–≥–Є–Љ.
–Ф–ї—П —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–є —Н–Љ–∞–ї–Є —Е–Є–Љ–Є—З–µ—Б–Ї–∞—П —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В—М –љ–µ –Є–Љ–µ–µ—В —В–∞–Ї–Њ–≥–Њ –Њ–њ—А–µ–і–µ–ї—П—О—Й–µ–≥–Њ –Ј–љ–∞—З–µ–љ–Є—П, –Ї–∞–Ї –і–ї—П –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ–є –Є –њ–Њ—Б—Г–і–љ–Њ–є —Н–Љ–∞–ї–Є, –Њ–і–љ–∞–Ї–Њ –њ—А–Є –љ–∞–љ–µ—Б–µ–љ–Є–Є —Н–Љ–∞–ї–µ–є –љ–∞ —О–≤–µ–ї–Є—А–љ—Л–µ —Г–Ї—А–∞—И–µ–љ–Є—П, –Ї–Њ—В–Њ—А—Л–µ –Љ–Њ–≥—Г—В –њ–Њ–і–≤–µ—А–≥–∞—В—М—Б—П –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ–Љ—Г –Ї–Њ–љ—В–∞–Ї—В—Г —Б –Њ—В–Ї—А—Л—В—Л–Љ —В–µ–ї–Њ–Љ, —Б–ї–µ–і—Г–µ—В —Г—З–Є—В—Л–≤–∞—В—М –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –њ–Њ—В–µ—А–Є –±–ї–µ—Б–Ї–∞ —Н–Љ–∞–ї–µ–є –Є–Ј-–Ј–∞ —А–µ–∞–≥–Є—А–Њ–≤–∞–љ–Є—П —Б —Б–µ–Ї—А–µ—В–Њ—А–љ—Л–Љ–Є –≤—Л–і–µ–ї–µ–љ–Є—П–Љ–Є –Ї–Њ–ґ–Є (–њ–Њ—В–Њ–Љ). –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л–µ —Н–Љ–∞–ї–Є –і–Њ–ї–ґ–љ—Л –Є–Љ–µ—В—М –±–Њ–ї—М—И—Г—О —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В—М, –љ–µ–ґ–µ–ї–Є –њ—А–Є–Љ–µ–љ—П–µ–Љ—Л–µ –і–ї—П –Є–љ—В–µ—А—М–µ—А–љ–Њ–≥–Њ –њ—А–Є–Ї–ї–∞–і–љ–Њ–≥–Њ –Є—Б–Ї—Г—Б—Б—В–≤–∞ –Є —Б—В–∞–љ–Ї–Њ–≤–Њ–є —Н–Љ–∞–ї–µ–≤–Њ–є –ґ–Є–≤–Њ–њ–Є—Б–Є. –Ґ–∞–Ї–ґ–µ —Б–ї–µ–і—Г–µ—В —Г—З–Є—В—Л–≤–∞—В—М —Б—В–µ–њ–µ–љ—М —Е–Є–Љ–Є—З–µ—Б–Ї–Њ–є —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В–Є –і–ї—П —Н–Љ–∞–ї–µ–є –і–Њ–ї–≥–Њ–µ –≤—А–µ–Љ—П –љ–∞—Е–Њ–і—П—Й–Є—Е—Б—П –≤ –Њ—В–Ї—А—Л—В–Њ–є –∞—В–Љ–Њ—Б—Д–µ—А–µ (–љ–∞–њ—А–Є–Љ–µ—А - —Н–Ї—Б—В–µ—А—М–µ—А–љ—Л—Е —Н–Љ–∞–ї–µ–≤—Л—Е –њ–∞–љ–љ–Њ).
–Т —Ж–µ–ї–Њ–Љ, –њ–Њ —Б–≤–Њ–Є–Љ —Б–≤–Њ–є—Б—В–≤–∞–Љ —Н–Љ–∞–ї—М —П–≤–ї—П–µ—В—Б—П –Њ–і–љ–Є–Љ –Є–Ј –љ–∞–Є–±–Њ–ї–µ–µ –і–Њ–ї–≥–Њ–≤–µ—З–љ—Л—Е –њ–Њ–ї–Є—Е—А–Њ–Љ–љ—Л—Е —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤, —Г—Б—В—Г–њ–∞—П –њ–Њ —Б–≤–Њ–Є–Љ —Б–≤–Њ–є—Б—В–≤–∞–Љ —А–∞–Ј–≤–µ —З—В–Њ –Љ–Њ–Ј–∞–Є–Ї–µ.
3.–Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–∞—П —З–∞—Б—В—М.
3.1. –Ш–љ—Б—В—А—Г–Љ–µ–љ—В—Л —Н–Љ–∞–ї—М–µ—А–∞. –Ф–ї—П –Њ–±–ґ–Є–≥–∞ —Н–Љ–∞–ї–Є –њ—А–Є–Љ–µ–љ—П—О—В —Н–ї–µ–Ї—В—А–Є—З–µ—Б–Ї–Є–µ –Љ—Г—Д–µ–ї—М–љ—Л–µ[4] –њ–µ—З–Є, –Ї–Њ—В–Њ—А—Л–µ –Љ–Њ–≥—Г—В –Њ–±–µ—Б–њ–µ—З–Є—В—М —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г –і–Њ 900 ° –°.
–Я–Њ–і–≥–Њ—В–Њ–≤–Ї—Г —Н–Љ–∞–ї–Є –љ–∞—З–Є–љ–∞—О—В —Б –Є–Ј–Љ–µ–ї—М—З–µ–љ–Є—П –Ї—А—Г–њ–љ—Л—Е –Ї—Г—Б–Ї–Њ–≤. –Ф–ї—П —Н—В–Њ–є —Ж–µ–ї–Є –њ–Њ–і—Е–Њ–і–Є—В —Б—В–∞–ї—М–љ–∞—П —Б—В—Г–њ–Ї–∞ (—А–Є—Б. 3). –Р –і–ї—П —А–∞–Ј–і–µ–ї–µ–љ–Є—П —А–∞–Ј–Љ–Њ–ї–Њ—В–Њ–є —Н–Љ–∞–ї–Є –љ–∞ —Д—А–∞–Ї—Ж–Є–Є –њ–Њ–ї—М–Ј—Г—О—В—Б—П –љ–∞–±–Њ—А–Њ–Љ —Б–Є—В —Б —П—З–µ–є–Ї–∞–Љ–Є —А–∞–Ј–љ–Њ–є –≤–µ–ї–Є—З–Є–љ—Л.
–†–Є—Б 3. –°—В—Г–њ–Ї–∞ –і–ї—П —А–∞–Ј–Љ–∞–ї—Л–≤–∞–љ–Є—П —Н–Љ–∞–ї–Є.
–Ф–ї—П —А–∞–±–Њ—В—Л –≤ —В–µ—Е–љ–Є–Ї–µ –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї–Є —Ж–µ–ї–µ—Б–Њ–Њ–±—А–∞–Ј–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Н–Љ–∞–ї–µ–≤—Л–є –њ–Њ—А–Њ—И–Њ–Ї —Б –≤–µ–ї–Є—З–Є–љ–Њ–є –Ј–µ—А–љ–∞ 0,1-0,5–Љ–Љ. –С–Њ–ї–µ–µ –Љ–µ–ї–Ї–Є–є –њ–Њ–Љ–Њ–ї –Љ–Њ–ґ–µ—В –≤—Л–Ј—Л–≤–∞—В—М –Њ–Ї–Є—Б–ї–µ–љ–Є–µ –Є –≥–Є–і—А–Њ–ї–Є–Ј —Н–Љ–∞–ї–µ–є, –∞ –±–Њ–ї–µ–µ –Ї—А—Г–њ–љ—Л–є –њ–Њ–Љ–Њ–ї —Г–≤–µ–ї–Є—З–Є–≤–∞–µ—В —Г—Б–∞–і–Ї—Г –њ—А–Є –Њ–±–ґ–Є–≥–µ –Є –Ј–∞—В—А—Г–і–љ—П–µ—В –Ј–∞–Ї–ї–∞–і—Л–≤–∞–љ–Є–µ —Н–Љ–∞–ї–Є –≤ –Љ–µ–ї–Ї–Є–µ —П—З–µ–є–Ї–Є.
–°–ї–µ–і—Г–µ—В –њ–Њ–Љ–љ–Є—В—М, —З—В–Њ –і–ї—П –≥—А—Г–±–Њ–≥–Њ –Є–Ј–Љ–µ–ї—М—З–µ–љ–Є—П —Н–Љ–∞–ї–µ–є —Б–ї–µ–і—Г–µ—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Б—В—Г–њ–Ї—Г –Є–Ј –Љ–∞–≥–љ–Є—В–љ–Њ–≥–Њ —Б–њ–ї–∞–≤–∞, —В–∞–Ї –Ї–∞–Ї –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —А–∞–Ј–Љ–∞–ї—Л–≤–∞–љ–Є—П —Н–Љ–∞–ї–µ–≤—Л–є –њ–Њ—А–Њ—И–Њ–Ї —Б–Љ–µ—И–Є–≤–∞–µ—В—Б—П —Б –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–Љ–Є –Њ–њ–Є–ї–Ї–∞–Љ–Є, –Ї–Њ—В–Њ—А—Л–µ –љ–µ–Є–Ј–±–µ–ґ–љ–Њ –Њ–±—А–∞–Ј—Г—О—В—Б—П –њ—А–Є –Є–Ј–Љ–µ–ї—М—З–µ–љ–Є–Є —Н–Љ–∞–ї–µ–≤—Л—Е –Ї—Г—Б–Ї–Њ–≤. –≠—В–Є –Њ–њ–Є–ї–Ї–Є —Б–ї–µ–і—Г–µ—В —Г–і–∞–ї–Є—В—М –Є–Ј —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ—А–Њ—И–Ї–∞ —Б –њ–Њ–Љ–Њ—Й—М—О –Љ–∞–≥–љ–Є—В–∞, —В–∞–Ї –Ї–∞–Ї –≤ –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ, –Њ–љ–Є –Љ–Њ–≥—Г—В –Њ–±—А–∞–Ј–Њ–≤—Л–≤–∞—В—М —З–µ—А–љ—Л–µ —В–Њ—З–Ї–Є –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Њ–±–Њ–ґ–ґ–µ–љ–љ–Њ–є —Н–Љ–∞–ї–Є.
–Ф–ї—П —Н–Љ–∞–ї–µ–≤–Њ–є –ґ–Є–≤–Њ–њ–Є—Б–Є –Є—Б–њ–Њ–ї—М–Ј—Г—О—В —Н–Љ–∞–ї—М –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ –Љ–µ–ї–Ї–Њ–≥–Њ –њ–Њ–Љ–Њ–ї–∞, –њ–Њ—Б–ї–µ –≥—А—Г–±–Њ–≥–Њ —А–∞–Ј–Љ–∞–ї—Л–≤–∞–љ–Є—П –≤ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є —Б—В—Г–њ–Ї–Є —Н–Љ–∞–ї—М –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ —А–∞—Б—В–Є—А–∞—О—В –≤ –∞–≥–∞—В–Њ–≤–Њ–є –Є–ї–Є —Д–∞—А—Д–Њ—А–Њ–≤–Њ–є —Б—В—Г–њ–Ї–µ.
–Ю–±—К–µ–Љ–љ—Л–µ —Б–ї–Њ–Є —Н–Љ–∞–ї–Є (–љ–∞–њ—А–Є–Љ–µ—А, –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М –Є–ї–Є –њ–Њ–і–ї–Њ–ґ–Ї–∞ –ї–Є—Ж–µ–≤–Њ–є —Б—В–Њ—А–Њ–љ—Л –Є–Ј–і–µ–ї–Є—П) –љ–∞–љ–Њ—Б—П—В—Б—П —И–њ–∞—В–µ–ї—П–Љ–Є. –Ш—Е –Љ–Њ–ґ–љ–Њ –Є–Ј–≥–Њ—В–Њ–≤–Є—В—М —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї—М–љ–Њ –Є–Ј –Ї—Г—Б–Ї–∞ —В–Њ–ї—Б—В–Њ–є –Љ–µ–і–љ–Њ–є –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є. –Ф–ї—П —Н—В–Њ–≥–Њ –і–Њ—Б—В–∞—В–Њ—З–љ–Њ —А–∞—Б–њ–ї—О—Й–Є—В—М –Є –Ј–∞–≥–љ—Г—В—М –µ–≥–Њ –Ї–Њ–љ—Ж—Л (—А–Є—Б. 4).
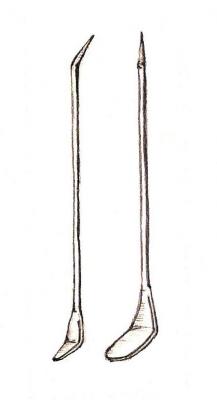
–†–Є—Б 4. –®–њ–∞—В–µ–ї–Є –і–ї—П –љ–∞–љ–µ—Б–µ–љ–Є—П —Н–Љ–∞–ї–Є.
–Ф–ї—П –љ–∞–љ–µ—Б–µ–љ–Є—П —В–Њ–љ–Ї–Њ–≥–Њ –ґ–Є–≤–Њ–њ–Є—Б–љ–Њ–≥–Њ —Б–ї–Њ—П –Є –і–ї—П –њ—А–Њ–њ–Є—Б—Л–≤–∞–љ–Є—П –і–µ—В–∞–ї–µ–є –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –Ї–Є—Б—В–Њ—З–Ї–Є вДЦ 1 - 3 –Є–Ј –Љ—П–≥–Ї–Њ–≥–Њ –≤–Њ–ї–Њ—Б–∞ (–Ї–Њ–ї–Њ–љ–Ї–Њ–≤—Л–µ –Є —Б–Є–љ—В–µ—В–Є—З–µ—Б–Ї–Є–µ).
–Ф–ї—П –≥–Є–±–Ї–Є –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї –љ–µ–Њ–±—Е–Њ–і–Є–Љ –љ–∞–±–Њ—А —Й–Є–њ—Ж–Њ–≤: –њ–ї–Њ—Б–Ї–Њ–≥—Г–±—Ж—Л —Б –і–ї–Є–љ–љ—Л–Љ–Є –Є –Ј–∞–Њ—Б—В—А—С–љ–љ—Л–Љ–Є –≥—Г–±–Ї–∞–Љ–Є, –Ї—А—Г–≥–ї–Њ–≥—Г–±—Ж—Л, –±–Њ–Ї–Њ—А–µ–Ј—Л. –Ю–љ–Є, –µ—Б—В–µ—Б—В–≤–µ–љ–љ–Њ, –і–Њ–ї–ґ–љ—Л –±—Л—В—М –љ–µ–±–Њ–ї—М—И–Њ–≥–Њ —А–∞–Ј–Љ–µ—А–∞.(13 - 15 —Б–Љ.). –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –љ—Г–ґ–љ–Њ –Є–Љ–µ—В—М –µ—Й—С –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –њ–Є–љ—Ж–µ—В–Њ–≤.
–®–ї–Є—Д–Њ–≤–Ї–∞ —Н–Љ–∞–ї–Є –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П —И–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–Љ–Є –±—А—Г—Б–Ї–∞–Љ–Є —А–∞–Ј–ї–Є—З–љ–Њ–є –Ј–µ—А–љ–Є—Б—В–Њ—Б—В–Є.
–Ф–ї—П —Е—А–∞–љ–µ–љ–Є—П –≥–Њ—В–Њ–≤–Њ–є –љ–∞–Љ–Њ—З–µ–љ–љ–Њ–є —Н–Љ–∞–ї–Є –њ–Њ–і—Е–Њ–і—П—В —Б—В–µ–Ї–ї—П–љ–љ—Л–µ –Є–ї–Є –њ–ї–∞—Б—В–Љ–∞—Б—Б–Њ–≤—Л–µ –±–∞–љ–Њ—З–Ї–Є —Б –њ–ї–Њ—В–љ–Њ –њ—А–Є–ї–µ–≥–∞—О—Й–Є–Љ–Є –Ї—А—Л—И–Ї–∞–Љ–Є.
3.2. –Я–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М –њ—А–Њ—Ж–µ—Б—Б–∞ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П
–Я–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –Њ—Б–љ–Њ–≤—Л. –Т —Г—З–µ–±–љ–Њ–є –њ—А–∞–Ї—В–Є–Ї–µ –≤ –Ї–∞—З–µ—Б—В–≤–µ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –Њ—Б–љ–Њ–≤—Л –њ–Њ–і —Н–Љ–∞–ї—М —Г–і–Њ–±–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –Љ–µ–і–љ—Л–µ –њ–ї–∞—Б—В–Є–љ—Л. –Ю–њ—В–Є–Љ–∞–ї—М–љ–∞—П —В–Њ–ї—Й–Є–љ–∞ –Є—Е —Б–Њ—Б—В–∞–≤–ї—П–µ—В:
–і–ї—П –±–Њ–ї—М—И–Є—Е —А–∞–±–Њ—В (–і–Њ 150—Е250 –Љ–Љ) 0,8 - 1,0 –Љ–Љ
–і–ї—П –Љ–∞–ї–µ–љ—М–Ї–Є—Е —А–∞–±–Њ—В –Є –њ—А–Њ–±–љ–Є–Ї–Њ–≤ (–і–Њ 50—Е50 –Љ–Љ) 0,5 –Љ–Љ
–Я—А–Є –≤—Л–±–Њ—А–µ —В–Њ–ї—Й–Є–љ—Л –њ–ї–∞—Б—В–Є–љ—Л –њ–Њ–і –≤—Л–µ–Љ—З–∞—В—Г—О —Н–Љ–∞–ї—М —А—Г–Ї–Њ–≤–Њ–і—Б—В–≤—Г—О—В—Б—П –≥–ї—Г–±–Є–љ–Њ–є –≤—Л–µ–Љ–Њ–Ї.
–Я–ї–∞—Б—В–Є–љ—Л –і–ї—П —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П –і–Њ–ї–ґ–љ—Л –±—Л—В—М —Б–≤–Њ–±–Њ–і–љ—Л –Њ—В –≤–љ—Г—В—А–µ–љ–љ–Є—Е –љ–∞–њ—А—П–ґ–µ–љ–Є–є. –Ф–ї—П —Н—В–Њ–≥–Њ —Б–ї–µ–і—Г–µ—В –Њ—В–ґ–µ—З—М –Ј–∞–≥–Њ—В–Њ–≤–Ї—Г –њ–Њ—Б–ї–µ –њ—А–Є–і–∞–љ–Є—П –µ–є –љ—Г–ґ–љ–Њ–є —Д–Њ—А–Љ—Л.
–≠–Љ–∞–ї–µ–≤–Њ–µ –њ–Њ–Ї—А—Л—В–Є–µ –Є–Љ–µ–µ—В –љ–∞–Є–ї—Г—З—И–µ–µ —Б—Ж–µ–њ–ї–µ–љ–Є–µ —Б —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ–є –Њ—Б–љ–Њ–≤–Њ–є. –Я–Њ—Н—В–Њ–Љ—Г –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –њ–ї–∞—Б—В–Є–љ—Л –ґ–µ–ї–∞—В–µ–ї—М–љ–Њ –љ–∞–љ–µ—Б—В–Є —З–∞—Б—В—Л–µ, –љ–Њ –љ–µ–≥–ї—Г–±–Њ–Ї–Є–µ –±–Њ—А–Њ–Ј–і—Л. –≠—В–Њ –Љ–Њ–ґ–љ–Њ —Б–і–µ–ї–∞—В—М —И—В–Є—Е–µ–ї–µ–Љ –Є–ї–Є —Б –њ–Њ–Љ–Њ—Й—М—О –∞–±—А–∞–Ј–Є–≤–љ–Њ–≥–Њ –Ї—А—Г–≥–∞. –Ф–Њ–ї–≥–Њ–µ –њ—А–Њ—В—А–∞–≤–ї–Є–≤–∞–љ–Є–µ –Љ–µ–і–Є –≤ —А–∞—Б—В–≤–Њ—А–µ –ї–Є–Љ–Њ–љ–љ–Њ–є –Ї–Є—Б–ї–Њ—В—Л —В–∞–Ї–ґ–µ –њ—А–Є–і–∞—С—В –ї—С–≥–Ї—Г—О —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В—М –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є. –Я–Њ—Б–ї–µ —В—А–∞–≤–ї–µ–љ–Є—П –њ–ї–∞—Б—В–Є–љ–∞ –њ—А–Њ–Љ—Л–≤–∞–µ—В—Б—П –≤ –њ—А–Њ—В–Њ—З–љ–Њ–є –≤–Њ–і–µ –і–ї—П —Г–і–∞–ї–µ–љ–Є—П –Њ—Б—В–∞—В–Ї–Њ–≤ –Ї–Є—Б–ї–Њ—В—Л —Б –µ—С –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є.
–Я–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ —Н–Љ–∞–ї–Є. –Ъ—Г—Б–Њ—З–Ї–Є —Н–Љ–∞–ї–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–љ–∞—З–∞–ї–∞ –Є–Ј–Љ–µ–ї—М—З–Є—В—М –≤ —Б—В–∞–ї—М–љ–Њ–є —Б—В—Г–њ–Ї–µ. –†–∞–Ј–±–Є–≤–∞—О—В –Ї—Г—Б–Њ—З–Ї–Є –≤ –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ —Н—В–∞–њ–Њ–≤ –Є –њ–µ—А–Є–Њ–і–Є—З–µ—Б–Ї–Є –њ—А–Њ—Б–µ–Є–≤–∞—О—В –њ–Њ–Љ–Њ–ї —Б–Ї–≤–Њ–Ј—М —Б–Є—В–Њ. –Ю—Б—В–∞–≤—И–Є–µ—Б—П –≤ —Б–Є—В–µ –Ї—А—Г–њ–љ—Л–µ —Д—А–∞–Ї—Ж–Є–Є –Є–Ј–Љ–µ–ї—М—З–∞—О—В –≤–љ–Њ–≤—М. –Ю—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –Ї—А—Г–њ–љ—Л–µ –Ї—Г—Б–Њ—З–Ї–Є –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –і–ї—П –≤–Ї—А–∞–њ–ї–µ–љ–Є—П –≤ –Њ—Б–љ–Њ–≤–љ–Њ–є —Ж–≤–µ—В —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ —Б–ї–Њ—П.
–Я–Њ—Б–ї–µ —В–Њ–≥–Њ –Ї–∞–Ї –њ–Њ–ї—Г—З–µ–љ–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–∞—П —Б–Љ–µ—Б—М —Д—А–∞–Ї—Ж–Є–є, —Н–Љ–∞–ї—М –≤—Л—Б—Л–њ–∞—О—В –≤ –±–∞–љ–Њ—З–Ї—Г –Є –Ј–∞–ї–Є–≤–∞—О—В –≤–Њ–і–Њ–є. –Ч–∞—В–µ–Љ –µ–µ –њ–µ—А–µ–Љ–µ—И–Є–≤–∞—О—В –Є –љ–µ–љ–∞–і–Њ–ї–≥–Њ –Њ—Б—В–∞–≤–ї—П—О—В. –Ъ–Њ–≥–і–∞ —Н–Љ–∞–ї—М –Њ—В—Б—В–Њ–Є—В—Б—П –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–ї–Є—В—М –Љ—Г—В–љ—Г—О –≤–Њ–і—Г –≤ –Њ—В–і–µ–ї—М–љ—Г—О —С–Љ–Ї–Њ—Б—В—М –Є –Ј–∞–Љ–µ–љ–Є—В—М –Љ—Г—В–љ—Г—О –≤–Њ–і—Г —Б–≤–µ–ґ–µ–є. –Я—А–Њ—Ж–µ—Б—Б –њ–Њ–≤—В–Њ—А—П—О—В –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –≤–Њ–і–∞ –љ–∞–і —Н–Љ–∞–ї—М—О –љ–µ —Б—В–∞–љ–µ—В —Б–Њ–≤—Б–µ–Љ –њ—А–Њ–Ј—А–∞—З–љ–Њ–є. –≠—В–∞ —Б—В–µ–њ–µ–љ—М —З–Є—Б—В–Њ—В—Л –Њ—В–Љ—Л–≤–Ї–Є –Њ—Б–Њ–±–µ–љ–љ–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–∞ –і–ї—П –њ—А–Њ–Ј—А–∞—З–љ—Л—Е —Н–Љ–∞–ї–µ–є; –Њ—В–Љ—Л–≤–Ї—Г –љ–µ–њ—А–Њ–Ј—А–∞—З–љ—Л—Е —Н–Љ–∞–ї–µ–є –Љ–Њ–ґ–љ–Њ –њ—А–µ–Ї—А–∞—Й–∞—В—М –њ—А–Є –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –Љ—Г—В–љ–Њ–є –≤–Њ–і–µ, —Н—В–Њ –љ–µ –Њ–Ї–∞–Ј—Л–≤–∞–µ—В —Б—Г—Й–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ –≤–ї–Є—П–љ–Є—П –љ–∞ –Ї–∞—З–µ—Б—В–≤–Њ —Н–Љ–∞–ї–µ–≤–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є.
–Ь—Г—В–љ—Г—О –≤–Њ–і—Г –љ–µ —Б–ї–µ–і—Г–µ—В –≤—Л–ї–Є–≤–∞—В—М - –њ–Њ—Б–ї–µ –µ—С –њ–Њ–ї–љ–Њ–≥–Њ –Њ—В—Б—В–∞–Є–≤–∞–љ–Є—П –Є —Б–ї–Є–≤–∞ –њ—А–Њ–Ј—А–∞—З–љ–Њ–є –≤–Њ–і—Л –њ–Њ–ї—Г—З–∞–µ—В—Б—П –Є–і–µ–∞–ї—М–љ–∞—П –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М. –Х–µ —Б–ї–µ–і—Г–µ—В, –Ї–Њ–љ–µ—З–љ–Њ, –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –љ–∞ –љ–µ–≤–Є–і–Є–Љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П—Е. –Ю–љ–∞ –Њ–±–ї–∞–і–∞–µ—В —Е–Њ—А–Њ—И–Є–Љ —Б—Ж–µ–њ–ї–µ–љ–Є–µ–Љ –Є –±–ї–∞–≥–Њ–і–∞—А—П —Б–≤–Њ–µ–є —Г–њ—А—Г–≥–Њ—Б—В–Є –≤—Л—А–∞–≤–љ–Є–≤–∞–µ—В –љ–∞–њ—А—П–ґ–µ–љ–Є—П, –≤–Њ–Ј–љ–Є–Ї–∞—О—Й–Є–µ –њ—А–Є –Њ–±–ґ–Є–≥–µ –Љ–µ—В–∞–ї–ї–∞.
–Ц–µ–ї–∞—В–µ–ї—М–љ—Л–Љ —В—А–µ–±–Њ–≤–∞–љ–Є–µ–Љ, –њ–Њ–і—В–≤–µ—А–ґ–і–∞–µ–Љ—Л–Љ –Љ–љ–Њ–≥–Њ–ї–µ—В–љ–Є–Љ –Њ–њ—Л—В–Њ–Љ, —П–≤–ї—П–µ—В—Б—П –њ—А–Њ–Љ—Л–≤–Ї–∞ –њ—А–Њ–Ј—А–∞—З–љ—Л—Е —Н–Љ–∞–ї–µ–є –і–Є—Б—В–Є–ї–ї–Є—А–Њ–≤–∞–љ–љ–Њ–є –≤–Њ–і–Њ–є, —З—В–Њ–±—Л –Є—Б–Ї–ї—О—З–Є—В—М –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є–µ —Н–Љ–∞–ї–Є –њ—А–Є–Љ–µ—Б—П–Љ–Є, –Є–Љ–µ—О—Й–Є–Љ–Є—Б—П –≤ –≤–Њ–і–Њ–њ—А–Њ–≤–Њ–і–љ–Њ–є –≤–Њ–і–µ, –љ–∞–њ—А–Є–Љ–µ—А F–µ, –°–∞ –Є –і—А. –Э–µ–њ—А–Њ–Ј—А–∞—З–љ—Л–µ —Н–Љ–∞–ї–Є –Љ–Њ–ґ–љ–Њ –±–µ–Ј —А–Є—Б–Ї–∞ –њ—А–Њ–Љ—Л–≤–∞—В—М –≤–Њ–і–Њ–њ—А–Њ–≤–Њ–і–љ–Њ–є –≤–Њ–і–Њ–є.
–Ъ–Њ–љ—В—А—Н–Љ–∞–ї—М. –Ґ–Њ–ї—Б—В—Л–µ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–µ –ї–Є—Б—В—Л, –Ї–∞–Ї–Є–µ –Њ–±—Л—З–љ–Њ —Г–њ–Њ—В—А–µ–±–ї—П—О—В—Б—П –і–ї—П –≤—Л–µ–Љ—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є, –Є–Љ–µ—О—В —В–∞–Ї—Г—О –≤—Л—Б–Њ–Ї—Г—О –њ—А–Њ—З–љ–Њ—Б—В—М, —З—В–Њ –≤–Њ–Ј–љ–Є–Ї–∞—О—Й–Є–µ –њ—А–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–Є –љ–∞–њ—А—П–ґ–µ–љ–Є—П –љ–µ –Љ–Њ–≥—Г—В –њ—А–Є–≤–µ—Б—В–Є –Ї –Є–Ј–Љ–µ–љ–µ–љ–Є—П–Љ —Д–Њ—А–Љ—Л –Є–Ј–і–µ–ї–Є—П. –Ґ–Њ–љ–Ї–Є–µ –ї–Є—Б—В—Л, –њ–Њ–Ї—А—Л—В—Л–µ —Б –Њ–і–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л —Н–Љ–∞–ї—М—О, –њ—А–Њ–≥–Є–±–∞—О—В—Б—П –Є –Ї–Њ—А–Њ–±—П—В—Б—П –≤ —Б–Є–ї—Г —А–∞–Ј–ї–Є—З–Є—П –љ–∞–њ—А—П–ґ–µ–љ–Є–є, –≤–Њ–Ј–љ–Є–Ї–∞—О—Й–Є—Е –≤ —Н–Љ–∞–ї–Є –Є –Љ–µ—В–∞–ї–ї–µ. –Я–Њ—Н—В–Њ–Љ—Г —В–Њ–љ–Ї–Є–µ –ї–Є—Б—В—Л —Б–ї–µ–і—Г–µ—В —Н–Љ–∞–ї–Є—А–Њ–≤–∞—В—М —Б –Њ–±–µ–Є—Е —Б—В–Њ—А–Њ–љ –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –Њ–љ–Є –Є—Б–њ—Л—В—Л–≤–∞–ї–Є –Њ–і–Є–љ–∞–Ї–Њ–≤—Л–µ –љ–∞–њ—А—П–ґ–µ–љ–Є—П —А–∞—Б—В—П–ґ–µ–љ–Є—П —Б –Њ–±–µ–Є—Е —Б—В–Њ—А–Њ–љ –Є –Њ—Б—В–∞–≤–∞–ї–Є—Б—М –±—Л —Г—Б—В–Њ–є—З–Є–≤—Л–Љ–Є –Ї –і–µ—Д–Њ—А–Љ–∞—Ж–Є—П–Љ.
–Ш—Б—Е–Њ–і—П –Є–Ј –≤—Л—И–µ—Б–Ї–∞–Ј–∞–љ–љ–Њ–≥–Њ, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Є–і–µ—А–ґ–Є–≤–∞—В—М—Б—П –њ—А–∞–≤–Є–ї–∞: —В–Њ–ї—Б—В—Л–є –ї–Є—Б—В –Љ–µ—В–∞–ї–ї–∞ — —В–Њ–љ–Ї–Є–є —Б–ї–Њ–є —Н–Љ–∞–ї–Є —Б –Њ–і–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л; —В–Њ–љ–Ї–Є–є –ї–Є—Б—В — —В–Њ–ї—Б—В—Л–є —Б–ї–Њ–є —Н–Љ–∞–ї–Є —Б –Њ–±–µ–Є—Е —Б—В–Њ—А–Њ–љ.
–І–µ–Љ —В–Њ–љ—М—И–µ –ї–Є—Б—В –Є —З–µ–Љ —В–Њ–ї—Й–µ –Њ–±–∞ —Н–Љ–∞–ї–µ–≤—Л—Е —Б–ї–Њ—П, —В–µ–Љ –Љ–µ–љ—М—И–µ –Њ–њ–∞—Б–љ–Њ—Б—В—М –њ–µ—А–µ–≥–Є–±–∞. –І—В–Њ–±—Л –і–Њ—Б—В–Є—З—М –њ–Њ–ї–љ–Њ–≥–Њ —А–∞–≤–µ–љ—Б—В–≤–∞ –љ–∞–њ—А—П–ґ–µ–љ–Є–є, –≤ –Є–і–µ–∞–ї—М–љ–Њ–Љ —Б–ї—Г—З–∞–µ –њ–ї–∞—Б—В–Є–љ–∞ –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –њ–Њ–Ї—А—Л—В–∞ —Б –Њ–±–µ–Є—Е —Б—В–Њ—А–Њ–љ –Њ–і–Є–љ–∞–Ї–Њ–≤–Њ–є —Н–Љ–∞–ї—М—О, –≤—Л–њ–Њ–ї–љ–µ–љ–љ–Њ–є –≤ –Њ–і–љ–Њ–є —В–µ—Е–љ–Є–Ї–µ –Є –Њ–і–Є–љ–∞–Ї–Њ–≤–Њ–є —В–Њ–ї—Й–Є–љ—Л. –Ю–і–љ–∞–Ї–Њ —Н—В–Њ –њ–Њ—З—В–Є –љ–µ–≤—Л–њ–Њ–ї–љ–Є–Љ–Њ –Є –≤ –±–Њ–ї—М—И–Є–љ—Б—В–≤–µ —Б–ї—Г—З–∞–µ–≤ —Б —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–є —В–Њ—З–Ї–Є –Ј—А–µ–љ–Є—П –≤—А—П–і –ї–Є –Њ–њ—А–∞–≤–і–∞–љ–Њ.
–Ф–ї—П –Є–Ј–і–µ–ї–Є–є, –Њ–±—А–∞—В–љ–∞—П —Б—В–Њ—А–Њ–љ–∞ –Ї–Њ—В–Њ—А—Л—Е –Њ—Б—В–∞–µ—В—Б—П –љ–µ–≤–Є–і–Є–Љ–Њ–є, —З–∞—Й–µ –≤—Б–µ–≥–Њ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М –Є–Ј –Њ—В—Е–Њ–і–Њ–≤, –њ–Њ–ї—Г—З–∞–µ–Љ—Л—Е –њ–Њ—Б–ї–µ –Њ—В–Љ—Г—З–Є–≤–∞–љ–Є—П —Н–Љ–∞–ї–Є. –Ю–љ–∞ —Б–Њ–і–µ—А–ґ–Є—В —В–Њ–љ–Ї–Њ –Є–Ј–Љ–µ–ї—М—З–µ–љ–љ—Л–µ —Д—А–∞–Ї—Ж–Є–Є –Љ–љ–Њ–≥–Є—Е –≤–Є–і–Њ–≤ —Н–Љ–∞–ї–µ–є –Є, —Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ, –Њ–±—К–µ–і–Є–љ—П–µ—В –≤ —Б–µ–±–µ –Є—Е —Б–≤–Њ–є—Б—В–≤–∞. –Ш–Ј-–Ј–∞ –і–ї–Є—В–µ–ї—М–љ–Њ–≥–Њ –≤–Ј–∞–Є–Љ–Њ–і–µ–є—Б—В–≤–Є—П —Б –≤–Њ–і–Њ–є –Њ–љ–∞ —Б—В–∞–љ–Њ–≤–Є—В—Б—П –Њ—Б–Њ–±–µ–љ–љ–Њ —Г–њ—А—Г–≥–Њ–є –Є –Є–Ј–љ–Њ—Б–Њ—Г—Б—В–Њ–є—З–Є–≤–Њ–є. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, —Н—В–Њ –≤—Л–≥–Њ–і–љ–Њ, —В–∞–Ї –Ї–∞–Ї –њ–Њ–Ј–≤–Њ–ї—П–µ—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –Њ—В—Е–Њ–і—Л.
–Ъ–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –њ—А–Є –і–≤—Г—Б—В–Њ—А–Њ–љ–љ–µ–Љ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–Є —Б–ї–µ–і—Г–µ—В —Б–љ–∞—З–∞–ї–∞ –љ–∞–љ–Њ—Б–Є—В—М –љ–∞ –Њ–±—А–∞—В–љ—Г—О —Б—В–Њ—А–Њ–љ—Г –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М, –∞ –Ј–∞—В–µ–Љ —Н–Љ–∞–ї—М –љ–∞ –ї–Є—Ж–µ–≤—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М. –Ш–Ј–і–µ–ї–Є–µ, –њ–Њ–Ї—А—Л—В–Њ–µ —Б –Њ–і–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М—О, –Њ–±–ґ–Є–≥–∞—О—В, –Ј–∞—В–µ–Љ –µ–≥–Њ –њ—А–Њ—В—А–∞–≤–ї–Є–≤–∞—О—В, –Њ—З–Є—Й–∞—О—В –Є –њ–Њ–і–≥–Њ—В–∞–≤–ї–Є–≤–∞—О—В –ї–Є—Ж–µ–≤—Г—О —Б—В–Њ—А–Њ–љ—Г –і–ї—П –љ–∞–љ–µ—Б–µ–љ–Є—П —Н–Љ–∞–ї–Є.
–Х—Б–ї–Є –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ –Ї–Њ–љ—В—А—Н–Љ–∞–ї–Є –њ–ї–∞—Б—В–Є–љ–∞ –љ–µ–Љ–љ–Њ–≥–Њ –і–µ—Д–Њ—А–Љ–Є—А–Њ–≤–∞–ї–∞—Б—М, —В–Њ —Н—В–Њ–Љ—Г –љ–µ —Б–ї–µ–і—Г–µ—В –њ—А–Є–і–∞–≤–∞—В—М –Ј–љ–∞—З–µ–љ–Є—П, —В–∞–Ї –Ї–∞–Ї –њ—А–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–Є –ї–Є—Ж–µ–≤–Њ–є —Б—В–Њ—А–Њ–љ—Л —Н—В–∞ –і–µ—Д–Њ—А–Љ–∞—Ж–Є—П, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, —Г—Б—В—А–∞–љ—П–µ—В—Б—П.
–Э–∞–љ–µ—Б–µ–љ–Є–µ —Н–Љ–∞–ї–Є. –≠–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–µ –ї–Є—Ж–µ–≤–Њ–є —Б—В–Њ—А–Њ–љ—Л –њ–ї–∞—Б—В–Є–љ—Л –≤ –±–Њ–ї—М—И–Є–љ—Б—В–≤–µ —Б–ї—Г—З–∞–µ–≤ –њ—А–Њ–Є–Ј–≤–Њ–і—П—В –≤ –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ —Б–ї–Њ—С–≤.
–Э–Є–ґ–љ–Є–є (–≥—А—Г–љ—В–Њ–≤–Њ–є) —Б–ї–Њ–є —Н–Љ–∞–ї–Є –љ–∞–љ–Њ—Б–Є—В—Б—П –њ—А—П–Љ–Њ –љ–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О –њ–Њ–і–ї–Њ–ґ–Ї—Г. –Ь–µ—В–∞–ї–ї –њ—А–Є –≥—А—Г–љ—В–Њ–≤–∞–љ–Є–Є –і–Њ–ї–ґ–µ–љ –±—Л—В—М –њ–Њ–Ї—А—Л—В —Б–њ–ї–Њ—И–љ—Л–Љ —Б–ї–Њ–µ–Љ —Н–Љ–∞–ї–Є. –Э–∞ –љ–µ–њ–Њ–Ї—А—Л—В—Л—Е —Н–Љ–∞–ї—М—О –Љ–µ—Б—В–∞—Е –Њ–±—А–∞–Ј—Г–µ—В—Б—П —В–≤–µ—А–і–∞—П —З–µ—А–љ–∞—П –Њ–Ї–Є—Б—М –Љ–µ–і–Є, –Ї–Њ—В–Њ—А–∞—П –њ–µ—А–µ–і –њ–Њ—Б–ї–µ–і—Г—О—Й–Є–Љ –љ–∞–љ–µ—Б–µ–љ–Є–µ–Љ —Н–Љ–∞–ї–Є –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –Њ–±—П–Ј–∞—В–µ–ї—М–љ–Њ —Г–і–∞–ї–µ–љ–∞. –Ю–Ї–Є—Б–ї—Л –Љ–µ–і–Є –Љ–Њ–≥—Г—В –±—Л—В—М —Г–і–∞–ї–µ–љ—Л —В—А–∞–≤–ї–µ–љ–Є–µ–Љ –≤ –Ї–Є—Б–ї–Њ—В–µ –Є–ї–Є –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –∞–±—А–∞–Ј–Є–≤–љ–Њ–≥–Њ –±—А—Г—Б–Ї–∞. –Т —В–Њ–Љ —Б–ї—Г—З–∞–µ, –µ—Б–ї–Є —Н–Љ–∞–ї—М –љ–µ—Б—В–Њ–є–Ї–∞ –Ї —В—А–∞–≤–Є–ї—М–љ—Л–Љ —А–∞—Б—В–≤–Њ—А–∞–Љ, —З–µ—А–љ—Л–µ –Њ–±–Њ–ґ–ґ–µ–љ–љ—Л–µ –Ї—А–∞—П –і–Њ–ї–ґ–љ—Л –±—Л—В—М —Б–Њ—И–ї–Є—Д–Њ–≤–∞–љ—Л.
–Я—Г—В—С–Љ –љ–∞–љ–µ—Б–µ–љ–Є—П –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е —Б–ї–Њ—С–≤ —Н–Љ–∞–ї–Є –Љ–Њ–ґ–љ–Њ —Б–Ї–Њ—А—А–µ–Ї—В–Є—А–Њ–≤–∞—В—М —А–µ–Ј—Г–ї—М—В–∞—В—Л –њ—А–µ–і—Л–і—Г—Й–Є—Е –Њ–±–ґ–Є–≥–Њ–≤ –Є –і–Њ–±–Є—В—М—Б—П —Б–њ–µ—Ж–Є—Д–Є—З–µ—Б–Ї–Є—Е —Ж–≤–µ—В–Њ–≤—Л—Е —Н—Д—Д–µ–Ї—В–Њ–≤ –Ј–∞ —Б—З—С—В –≤–Ј–∞–Є–Љ–љ–Њ–≥–Њ –њ—А–Њ–љ–Є–Ї–љ–Њ–≤–µ–љ–Є—П —Н—В–Є—Е —Б–ї–Њ—С–≤.
–Ф–ї—П –љ–∞–љ–µ—Б–µ–љ–Є—П —Г–≤–ї–∞–ґ–љ—С–љ–љ–Њ–є —Н–Љ–∞–ї–Є, –≤ –Њ—Б–љ–Њ–≤–љ–Њ–Љ, –њ–Њ–ї—М–Ј—Г—О—В—Б—П –Ї–Є—Б—В–Њ—З–Ї–Њ–є –Є–ї–Є —И–њ–∞—В–µ–ї–µ–Љ. –Я—А–Є —Н—В–Њ–Љ —И–њ–∞—В–µ–ї–µ–Љ –љ–∞–љ–Њ—Б—П—В –Њ—Б–љ–Њ–≤–љ—Г—О –Љ–∞—Б—Б—Г –Љ–∞—В–µ—А–Є–∞–ї–∞, —Б –µ–≥–Њ –њ–Њ–Љ–Њ—Й—М—О –Ј–∞–њ–Њ–ї–љ—П—О—В –≤—Л–µ–Љ–Ї–Є –Є —П—З–µ–є–Ї–Є. –Ъ–Є—Б—В–Њ—З–Ї–∞ –±–Њ–ї—М—И–µ –њ–Њ–і—Е–Њ–і–Є—В –і–ї—П —В–Њ–љ–Ї–Њ–є —А–∞–±–Њ—В—Л. –≠—В–Њ –њ—А–Њ–њ–Є—Б—Л–≤–∞–љ–Є–µ –ї–µ—Б—Б–Є—А–Њ–≤–Ї–∞–Љ–Є –Є –њ—А–Њ—А–Є—Б–Њ–≤—Л–≤–∞–љ–Є–µ –і–µ—В–∞–ї–µ–є.
–°—Г—И–Ї–∞ –љ–∞–љ–µ—Б—С–љ–љ–Њ–є —Н–Љ–∞–ї–Є. –Я–µ—А–µ–і –Њ–±–ґ–Є–≥–Њ–Љ –љ–∞–љ–µ—Б—С–љ–љ–∞—П —Н–Љ–∞–ї—М –і–Њ–ї–ґ–љ–∞ –±—Л—В—М —В—Й–∞—В–µ–ї—М–љ–Њ –≤—Л—Б—Г—И–µ–љ–∞, —В–∞–Ї –Ї–∞–Ї –≤–Њ–і–∞ –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –Њ–±–ґ–Є–≥–∞ –≤—Б–Ї–Є–њ–∞–µ—В –Є –Є—Б–њ–∞—А—П–µ—В—Б—П, –њ—А–Є —Н—В–Њ–Љ —Н–Љ–∞–ї—М –Њ—В—Б–Ї–∞–Ї–Є–≤–∞–µ—В –Њ—В –њ–Њ–і–ї–Њ–ґ–Ї–Є. –Ы—Г—З—И–µ –≤—Б–µ–≥–Њ –њ—А–Њ—Б—Г—И–Є–≤–∞—В—М —А–∞–±–Њ—В—Г –њ—А—П–Љ–Њ –љ–∞–і –≥–Њ—А—П—З–µ–є –њ–µ—З—М—О. –Ю–њ—В–Є–Љ–∞–ї—М–љ–∞—П —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –і–ї—П –њ—А–Њ—Б—Г—И–Ї–Є —Н–Љ–∞–ї–Є —Б–Њ—Б—В–∞–≤–ї—П–µ—В 60 – 80 °–°, —З—В–Њ–±—Л –Є–Ј–±–µ–ґ–∞—В—М –≤—Б–Ї–Є–њ–∞–љ–Є—П —Н–Љ–∞–ї–Є.
–Х—Б–ї–Є —Н–Љ–∞–ї–µ–≤–Њ–µ –њ–Њ–Ї—А—Л—В–Є–µ –љ–µ –њ—А–Њ—Б—Г—И–µ–љ–Њ –≤ —В–µ—З–µ–љ–Є–µ –≤—А–µ–Љ–µ–љ–Є, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ–≥–Њ –і–ї—П –њ–Њ–ї–љ–Њ–≥–Њ –Є—Б–њ–∞—А–µ–љ–Є—П –≤–ї–∞–≥–Є, —В–Њ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ –њ–Њ—П–≤–ї–µ–љ–Є–µ —Б–ї–µ–і—Г—О—Й–Є—Е –і–µ—Д–µ–Ї—В–Њ–≤:
1) –≤–Њ–і—П–љ–Њ–є –њ–∞—А —Г–ї–µ—В—Г—З–Є–≤–∞–µ—В—Б—П –≤–Ј—А—Л–≤–Њ–њ–Њ–і–Њ–±–љ–Њ –Є –Ј–∞—Е–≤–∞—В—Л–≤–∞–µ—В —Б —Б–Њ–±–Њ–є —З–∞—Б—В–Є—Ж—Л —Н–Љ–∞–ї–Є, –Є–Ј-–Ј–∞ —З–µ–≥–Њ –Њ–±—А–∞–Ј—Г—О—В—Б—П –љ–µ –њ–Њ–Ї—А—Л—В—Л–µ —Н–Љ–∞–ї—М—О –Љ–µ—Б—В–∞, –њ—Г—Б—В–Њ—В—Л –Є –њ–Њ—А—Л;
2) –њ—А–Є –≤—Б–Ї–Є–њ–∞–љ–Є–Є –≤–Њ–і—Л —З–∞—Б—В–Є—Ж—Л —Н–Љ–∞–ї–Є —Б–Љ–µ—Й–∞—О—В—Б—П –≤ —Б–Њ—Б–µ–і–љ–Є–µ, –Є–љ–∞—З–µ –Њ–Ї—А–∞—И–µ–љ–љ—Л–µ –њ–Њ–ї—П, –Њ–±—А–∞–Ј—Г—П –Є–љ–Њ—А–Њ–і–љ—Л–µ —Ж–≤–µ—В–Њ–≤—Л–µ –њ—П—В–љ–∞;
3) —Г —Н–Љ–∞–ї–Є —В–Њ–љ–Ї–Њ–≥–Њ –њ–Њ–Љ–Њ–ї–∞ –Њ–±—А–∞–Ј—Г—О—В—Б—П –Љ–Њ—А—Й–Є–љ—Л –Є —В—А–µ—Й–Є–љ—Л;
4) —Н–Љ–∞–ї—М –≤—Л—В—П–≥–Є–≤–∞–µ—В—Б—П –њ–Њ –Ї—А–∞—П–Љ –≤—Л–µ–Љ–Њ–Ї –Є —П—З–µ–µ–Ї;
5) —Н–Љ–∞–ї—М –Њ—В—Б–ї–∞–Є–≤–∞–µ—В—Б—П —Б –љ–Є–ґ–љ–µ–є —Б—В–Њ—А–Њ–љ—Л –Є —Б –≤–µ—А—В–Є–Ї–∞–ї—М–љ—Л—Е –њ–ї–Њ—Б–Ї–Њ—Б—В–µ–є;
6) –њ—А–Є –Њ–±–ґ–Є–≥–µ –≤ —Н–Љ–∞–ї–Є –Љ–Њ–≥—Г—В –њ–Њ—П–≤–Є—В—М—Б—П –њ—Г–Ј—Л—А–Є.
–Ю–±–ґ–Є–≥ —Н–Љ–∞–ї–Є. –Я—А–Є –Њ–±–ґ–Є–≥–µ –≤ –Љ—Г—Д–µ–ї–µ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г 800 – 850 °–°, —Е–Њ—В—П —Н–Љ–∞–ї–Є –њ–µ—А–µ—Е–Њ–і—П—В –≤ –ґ–Є–і–Ї–Њ—В–µ–Ї—Г—З–µ–µ —Б–Њ—Б—В–Њ—П–љ–Є–µ —Г–ґ–µ –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ 800 °–°. –С–ї–∞–≥–Њ–і–∞—А—П —Н—В–Њ–Љ—Г —Б–Њ–Ї—А–∞—Й–∞–µ—В—Б—П –≤—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞, —В–∞–Ї –Ї–∞–Ї –Є–Ј–і–µ–ї–Є—П –±—Л—Б—В—А–Њ –љ–∞–≥—А–µ–≤–∞—О—В—Б—П –і–Њ –љ—Г–ґ–љ–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л, –њ–Њ–≥–ї–Њ—Й–∞—П –ї–Є—И–љ—О—О —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г –≤ –Љ—Г—Д–µ–ї–µ. –Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –њ–µ—З–Є –љ–µ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г–µ—В —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –Њ–±–ґ–Є–≥–∞ —Н–Љ–∞–ї–Є.
–Ю—Е–ї–∞–ґ–і–µ–љ–Є–µ –Є –њ—А–∞–≤–Ї–∞ –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞. –Я–Њ—Б–ї–µ —В–Њ–≥–Њ –Ї–∞–Ї –Є–Ј–і–µ–ї–Є–µ –і–Њ—Б—В–∞–љ—Г—В –Є–Ј –њ–µ—З–Є, –µ–Љ—Г –і–∞—О—В –љ–µ–Љ–љ–Њ–≥–Њ –Њ—Б—В—Л—В—М. –Ф–∞–ї–µ–µ —А–∞–±–Њ—В—Г —Б–љ–Є–Љ–∞—О—В —Б –њ–Њ–і—Б—В–∞–≤–Ї–Є –Є –Ї–ї–∞–і—Г—В –і–ї—П –і–∞–ї—М–љ–µ–є—И–µ–≥–Њ –Њ—Е–ї–∞–ґ–і–µ–љ–Є—П –љ–∞ –∞—Б–±–µ—Б—В–Њ–≤—Г—О –њ–ї–Є—В—Г. –С–ї–∞–≥–Њ–і–∞—А—П –љ–Є–Ј–Ї–Њ–є —В–µ–њ–ї–Њ–њ—А–Њ–≤–Њ–і–љ–Њ—Б—В–Є –∞—Б–±–µ—Б—В–Њ–≤–Њ–є –њ–ї–Є—В—Л –Ј–∞–Љ–µ–і–ї—П–µ—В—Б—П –њ—А–Њ—Ж–µ—Б—Б –Њ—Е–ї–∞–ґ–і–µ–љ–Є—П.
–Ш–љ–Њ–≥–і–∞ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –Њ–±–ґ–Є–≥–∞ —Н–Љ–∞–ї–Є—А—Г–µ–Љ—Л–є –њ—А–µ–і–Љ–µ—В –Ї–Њ—А–Њ–±–Є—В—Б—П –Є –і–µ—Д–Њ—А–Љ–Є—А—Г–µ—В—Б—П. –Т –±–Њ–ї—М—И–Є–љ—Б—В–≤–µ —Б–ї—Г—З–∞–µ–≤ —Н—В–Њ—В –і–µ—Д–µ–Ї—В –Љ–Њ–ґ–љ–Њ –њ–Њ–ї–љ–Њ—Б—В—М—О –Є—Б–њ—А–∞–≤–Є—В—М –≤–Њ –≤—А–µ–Љ—П –Њ—Е–ї–∞–ґ–і–µ–љ–Є—П, –њ–Њ–Ї–∞ –Є–Ј–і–µ–ї–Є–µ –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ–ї–∞—Б—В–Є—З–љ–Њ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є. –≠—В–Њ —Б–ї–µ–і—Г–µ—В –і–µ–ї–∞—В—М –≤ —В–Њ—В –Љ–Њ–Љ–µ–љ—В, –Ї–Њ–≥–і–∞ –љ–∞ —Н–Љ–∞–ї–Є –Є—Б—З–µ–Ј–љ–µ—В —Ж–≤–µ—В –Ї—А–∞—Б–љ–Њ–≥–Њ –Ї–∞–ї–µ–љ–Є—П. –Т –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В –њ—А–Є –њ—А–∞–≤–Ї–µ –Љ–Њ–ґ–µ—В –Њ—Б—В–∞–≤–Є—В—М —Б–ї–µ–і—Л –≤ –Љ—П–≥–Ї–Њ–Љ —Н–Љ–∞–ї–µ–≤–Њ–Љ –њ–Њ–Ї—А—Л—В–Є–Є. –Х—Б–ї–Є —Н–Љ–∞–ї—М —Б–ї–Є—И–Ї–Њ–Љ –Њ—Е–ї–∞–і–Є–ї–∞—Б—М, —В–Њ –Њ–љ–∞ —Б—В–∞–љ–Њ–≤–Є—В—Б—П —Е—А—Г–њ–Ї–Њ–є –Є –і–∞–ї—М–љ–µ–є—И–∞—П –њ—А–∞–≤–Ї–∞ –Њ–±—А–∞–Ј—Ж–∞ –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–∞.
–Ф–ї—П –њ—А–∞–≤–Ї–Є –њ–ї–Њ—Б–Ї–Є—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П –і–µ—А–µ–≤—П–љ–љ—Л–µ –њ—Г–∞–љ—Б–Њ–љ—Л, –њ–Њ–Ї—А—Л—В—Л–µ –∞—Б–±–µ—Б—В–Њ–Љ. –Ф–ї—П —Н—В–Є—Е —Ж–µ–ї–µ–є –Љ–Њ–ґ–љ–Њ —В–∞–Ї–ґ–µ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Б—В–∞–ї—М–љ—Г—О –њ—А–∞–≤–Є–ї—М–љ—Г—О –њ–ї–Є—В—Г, —В–∞–Ї –Ї–∞–Ї –±–ї–∞–≥–Њ–і–∞—А—П —Б–≤–Њ–µ–є —Б—А–∞–≤–љ–Є—В–µ–ї—М–љ–Њ –≤—Л—Б–Њ–Ї–Њ–є —В–µ–њ–ї–Њ–њ—А–Њ–≤–Њ–і–љ–Њ—Б—В–Є —Б—В–∞–ї—М –љ–µ –Њ–Ї–∞–ґ–µ—В –≤—А–µ–і–љ–Њ–≥–Њ –≤–Њ–Ј–і–µ–є—Б—В–≤–Є—П –љ–∞ —Н–Љ–∞–ї–µ–≤—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М. –Я—А–Є –њ—А–∞–≤–Ї–µ –Є–Ј–і–µ–ї–Є–µ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В –љ–∞ –∞—Б–±–µ—Б—В–Њ–≤—Г—О –њ–Њ–і—Б—В–∞–≤–Ї—Г –Є –њ—А–Є–і–∞—О—В –љ—Г–ґ–љ—Г—О —Д–Њ—А–Љ—Г –њ–ї–Њ—Б–Ї–Њ—Б—В—М—О –≥—А—Г–Ј–∞.
–Ґ—А–∞–≤–ї–µ–љ–Є–µ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–љ—Л—Е –Є–Ј–і–µ–ї–Є–є. –Я—А–Є –Њ–±–ґ–Є–≥–µ –љ–µ –њ–Њ–Ї—А—Л—В–∞—П —Н–Љ–∞–ї—М—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Љ–µ—В–∞–ї–ї–∞ –Њ–Ї–Є—Б–ї—П–µ—В—Б—П. –°–∞–Љ—Л–є –њ—А–Њ—Б—В–Њ–є —Б–њ–Њ—Б–Њ–± —Г–і–∞–ї–µ–љ–Є—П –Њ–Ї–∞–ї–Є–љ—Л – —Е–Є–Љ–Є—З–µ—Б–Ї–Њ–µ —В—А–∞–≤–ї–µ–љ–Є–µ. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Њ–≤–µ—А–Є—В—М –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л–µ —Н–Љ–∞–ї–Є –љ–∞ –Ї–Є—Б–ї–Њ—В–Њ—Б—В–Њ–є–Ї–Њ—Б—В—М. –Ю—Б–Њ–±–µ–љ–љ–Њ —З—Г–≤—Б—В–≤–Є—В–µ–ї—М–љ—Л –Ї –Ї–Є—Б–ї–Њ—В–∞–Љ —Н–Љ–∞–ї–Є –Ї—А–∞—Б–љ—Л—Е, —Б–≤–µ—В–ї–Њ-–ґ–µ–ї—В—Л—Е, –Ј–µ–ї—С–љ—Л—Е –Є —З—С—А–љ—Л—Е —Ж–≤–µ—В–Њ–≤.
–Ю–±—Л—З–љ–Њ –і–ї—П —В—А–∞–≤–ї–µ–љ–Є—П –Є—Б–њ–Њ–ї—М–Ј—Г—О—В —А–∞—Б—В–≤–Њ—А—Л —Б–µ—А–љ–Њ–є –∞–Ј–Њ—В–љ–Њ–є –Є–ї–Є —Б–Њ–ї—П–љ–Њ–є –Ї–Є—Б–ї–Њ—В.
–Ь—П–≥–Ї–Є–Љ —А–µ–∞–Ї—В–Є–≤–Њ–Љ, —В—А–µ–±—Г—О—Й–Є–Љ –њ—А–Њ–і–Њ–ї–ґ–Є—В–µ–ї—М–љ–Њ–≥–Њ –≤–Њ–Ј–і–µ–є—Б—В–≤–Є—П (–Њ—В –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е —З–∞—Б–Њ–≤ –і–Њ —Б—Г—В–Њ–Ї), –љ–Њ –Ј–∞—В–Њ –љ–∞–љ–Њ—Б—П—Й–Є–Љ –Љ–µ–љ—М—И–Є–є —Г—Й–µ—А–± —Н–Љ–∞–ї–Є —Б–ї—Г–ґ–Є—В —А–∞—Б—В–≤–Њ—А –ї–Є–Љ–Њ–љ–љ–Њ–є –Ї–Є—Б–ї–Њ—В—Л.
–Х—Б–ї–Є —Е–Є–Љ–Є—З–µ—Б–Ї–Њ–µ —В—А–∞–≤–ї–µ–љ–Є–µ –Њ–Ї–∞–ґ–µ—В—Б—П —А–Є—Б–Ї–Њ–≤–∞–љ–љ—Л–Љ, –≤—Б–ї–µ–і—Б—В–≤–Є–µ –љ–Є–Ј–Ї–Њ–є —Е–Є–Љ–Є—З–µ—Б–Ї–Њ–є —Б—В–Њ–є–Ї–Њ—Б—В–Є —Н–Љ–∞–ї–µ–є, –Љ–Њ–ґ–љ–Њ —Г–і–∞–ї–Є—В—М –Њ–Ї–Є—Б–љ—Л–є —Б–ї–Њ–є –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є–Љ –њ—Г—В—С–Љ.
–®–ї–Є—Д–Њ–≤–∞–љ–Є–µ —Н–Љ–∞–ї–Є. –Ф–ї—П —И–ї–Є—Д–Њ–≤–∞–љ–Є—П –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –∞–±—А–∞–Ј–Є–≤–љ—Л–µ –±—А—Г—Б–Ї–Є —А–∞–Ј–ї–Є—З–љ–Њ–є –Ј–µ—А–љ–Є—Б—В–Њ—Б—В–Є. –®–ї–Є—Д–Њ–≤–∞–љ–Є–µ –і–Њ–ї–ґ–љ–Њ –≤—Б–µ–≥–і–∞ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М—Б—П —Б –≤–Њ–і–Њ–є. –Ц–Є–і–Ї–Њ—Б—В—М —Г–і–∞–ї—П–µ—В –Є–Ј –±—А—Г—Б–Ї–∞ –≤—Л–ї–Њ–Љ–∞–љ–љ—Л–µ –∞–±—А–∞–Ј–Є–≤–љ—Л–µ –Ј–µ—А–љ–∞, –Ї–Њ—В–Њ—А—Л–µ –Њ—Б—В–∞–≤–ї—П—О—В —Ж–∞—А–∞–њ–Є–љ—Л –љ–∞ –Є–Ј–і–µ–ї–Є–Є. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –њ—А–Є —Б—Г—Е–Њ–Љ —И–ї–Є—Д–Њ–≤–∞–љ–Є–Є –Њ—Б—В–∞—В–Ї–Є –∞–±—А–∞–Ј–Є–≤–∞ –Љ–Њ–≥—Г—В –≤–љ–µ–і—А—П—В—М—Б—П –≤ –њ–Њ—А—Л —Н–Љ–∞–ї–Є.
–Я–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ —Н–Љ–∞–ї–Є –љ–∞ –Љ–µ–і–Є, –Љ–µ—В–∞–ї–ї, –≤—Л—Б—В—Г–њ–∞—О—Й–Є–є –њ–Њ –Ї—А–∞—П–Љ –Є–Ј–і–µ–ї–Є—П, –њ–Њ–Ї—А—Л–≤–∞–µ—В—Б—П —З–µ—А–љ—Л–Љ —Б–ї–Њ–µ–Љ –Њ–Ї–∞–ї–Є–љ—Л. –≠—В–Є –Љ–µ—Б—В–∞ –љ–µ –њ—А–Њ—В—А–∞–≤–ї–Є–≤–∞—О—В, —В–∞–Ї –Ї–∞–Ї –њ—А–Њ—Й–µ –Є –±–µ–Ј–Њ–њ–∞—Б–љ–µ–µ –Њ–Ї–∞–ї–Є–љ—Г —Б–Њ—И–ї–Є—Д–Њ–≤–∞—В—М. –Ш–Ј–і–µ–ї–Є–µ –і–µ—А–ґ–∞—В –≤ —А—Г–Ї–∞—Е –Є–ї–Є –њ—А–Є–ґ–Є–Љ–∞—О—В –Ї –њ–ї–∞—Б—В–Є–љ–µ –Є–Ј –і–µ—А–µ–≤–∞ –Є–ї–Є —А–µ–Ј–Є–љ—Л, —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—Л—Е –љ–∞ –Ї—А–∞—О —Б—В–Њ–ї–∞. –Ъ–∞—А–±–Њ—А—Г–љ–і–Њ–≤—Л–Љ –±—А—Г—Б–Ї–Њ–Љ –Ї–≤–∞–і—А–∞—В–љ–Њ–≥–Њ —Б–µ—З–µ–љ–Є—П —Б—А–µ–і–љ–µ–є –Ј–µ—А–љ–Є—Б—В–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—В –≤–і–Њ–ї—М –Є–ї–Є –љ–∞–Є—Б–Ї–Њ—Б–Њ–Ї –Њ—В –Ї—А–∞—П –і–Њ –њ–Њ–ї–љ–Њ–≥–Њ —Г–і–∞–ї–µ–љ–Є—П –Њ–Ї–Є—Б–љ–Њ–≥–Њ —Б–ї–Њ—П (–µ—Б–ї–Є —И–ї–Є—Д–Њ–≤–∞–љ–Є–µ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М –њ–Њ–њ–µ—А–µ–Ї –Ї—А–∞—П, —В–Њ –Љ–Њ–ґ–љ–Њ –њ–Њ—Ж–∞—А–∞–њ–∞—В—М –Є–ї–Є —Б–Ї–Њ–ї–Њ—В—М —Н–Љ–∞–ї—М).
–Э–µ—А–Њ–≤–љ–Њ—Б—В–Є —Н–Љ–∞–ї–µ–≤–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —В–∞–Ї–ґ–µ –≤—Л—А–∞–≤–љ–Є–≤–∞—О—В –±—А—Г—Б–Ї–Њ–Љ, –Њ—Б—В–Њ—А–Њ–ґ–љ–Њ —Б–Њ—И–ї–Є—Д–Њ–≤—Л–≤–∞—П —В–µ —З–∞—Б—В–Є, –Ї–Њ—В–Њ—А—Л–µ —Б–ї–Є—И–Ї–Њ–Љ –Ј–∞–Љ–µ—В–љ–Њ –≤—Л—Б—В—Г–њ–∞—О—В –њ–Њ –Ї—А–∞—П–Љ.
–£ –Ї–ї–∞—Б—Б–Є—З–µ—Б–Ї–Є—Е –≤—Л–µ–Љ—З–∞—В—Л—Е –Є –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Н–Љ–∞–ї–Є –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –≤—Л—А–Њ–≤–љ–µ–љ–∞ —В–∞–Ї, —З—В–Њ–±—Л –Њ–љ–∞ —Б –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–∞–Љ–Є –Є –Ї—А–∞—П–Љ–Є –≤—Л–µ–Љ–Њ–Ї –Њ–±—А–∞–Ј–Њ–≤–∞–ї–∞ –µ–і–Є–љ—Г—О –њ–ї–Њ—Б–Ї–Њ—Б—В—М. –Ф–ї—П —Н—В–Њ–≥–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–Њ–ї–љ–Њ—Б—В—М—О –Ј–∞–њ–Њ–ї–љ—П—В—М —П—З–µ–є–Ї–Є –Є–ї–Є –≤—Л–µ–Љ–Ї–Є. –Х—Б–ї–Є —Н–Љ–∞–ї—М –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ –ї–µ–ґ–Є—В –Њ—З–µ–љ—М –љ–Є–Ј–Ї–Њ, –µ–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Њ—И–ї–Є—Д–Њ–≤—Л–≤–∞—В—М –і–Њ —Б–∞–Љ–Њ–≥–Њ –≥–ї—Г–±–Њ–Ї–Њ–≥–Њ –Љ–µ—Б—В–∞, –µ—Б–ї–Є –љ–µ—В –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –і–Њ–ї–Њ–ґ–Є—В—М —Н–Љ–∞–ї—М –Є –њ—А–Њ–Є–Ј–≤–µ—Б—В–Є –њ–Њ–≤—В–Њ—А–љ—Л–є –Њ–±–ґ–Є–≥. –≠—В–∞ –Њ–њ–µ—А–∞—Ж–Є—П —В—А—Г–і–Њ–µ–Љ–Ї–∞ –Є —В—А–µ–±—Г–µ—В –Љ–љ–Њ–≥–Њ –≤—А–µ–Љ–µ–љ–Є. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –≥–ї—Г–±–Њ–Ї–Њ–µ –Њ–њ–Є–ї–Є–≤–∞–љ–Є–µ –њ—А–Є–≤–Њ–і–Є—В –Ї –Њ—Б–ї–∞–±–ї–µ–љ–Є—О –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї, –Ї–Њ—В–Њ—А—Л–µ — –Њ—Б–Њ–±–µ–љ–љ–Њ –њ–Њ –Ї—А–∞—П–Љ –њ–ї–∞—Б—В–Є–љ—Л — –Љ–Њ–≥—Г—В –±—Л—В—М –і–∞–ґ–µ –Њ—В–Њ—А–≤–∞–љ—Л –Њ—В –њ–Њ–і–ї–Њ–ґ–Ї–Є.
–Я—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ–Њ–µ —И–ї–Є—Д–Њ–≤–∞–љ–Є–µ –Љ–Њ–ґ–љ–Њ –≤—Л–њ–Њ–ї–љ—П—В—М –љ–∞ –≤—А–∞—Й–∞—О—Й–µ–Љ—Б—П –Ї–∞—А–±–Њ—А—Г–љ–і–Њ–≤–Њ–Љ –Ї—А—Г–≥–µ —И–ї–Є—Д–Њ–≤–∞–ї—М–љ–Њ–є –Љ–∞—И–Є–љ–Ї–Є, –∞ –і–ї—П –±–Њ–ї–µ–µ —В–Њ–љ–Ї–Є—Е —А–∞–±–Њ—В –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –±–Њ—А–Љ–∞—И–Є–љ–Ї–∞ —Б –≥–Є–±–Ї–Є–Љ —А—Г–Ї–∞–≤–Њ–Љ. –Э–Њ –≤—Б–µ–≥–і–∞ –њ—А–Њ—Ж–µ—Б—Б —И–ї–Є—Д–Њ–≤–∞–љ–Є—П –і–Њ–ї–ґ–µ–љ –њ—А–Њ—Е–Њ–і–Є—В—М —Б —З–∞—Б—В—Л–Љ –њ—А–Њ–Љ—Л–≤–∞–љ–Є–µ–Љ –њ—А–Њ—В–Њ—З–љ–Њ–є –≤–Њ–і–Њ–є. –Я—А–Є –Љ–µ—Е–∞–љ–Є–Ј–Є—А–Њ–≤–∞–љ–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–µ —Н–Љ–∞–ї—М —Б–љ–Є–Љ–∞–µ—В—Б—П –±—Л—Б—В—А–Њ, –Є–љ–Њ–≥–і–∞ –і–∞–ґ–µ —Б–ї–Є—И–Ї–Њ–Љ –±—Л—Б—В—А–Њ, –љ–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Њ—Б—В–∞–µ—В—Б—П –љ–µ—А–Њ–≤–љ–Њ–є. –Я–Њ—Б–ї–µ —В–Њ–≥–Њ –Ї–∞–Ї –њ—А–Њ—П–≤—П—В—Б—П –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є, –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —И–ї–Є—Д—Г—О—В –≤—А—Г—З–љ—Г—О –Ї–∞—А–±–Њ—А—Г–љ–і–Њ–≤—Л–Љ –±—А—Г—Б–Ї–Њ–Љ.
–®–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–µ –±—А—Г—Б–Ї–Є –Є –Є–Ј–і–µ–ї–Є–µ –≤—А–µ–Љ—П –Њ—В –≤—А–µ–Љ–µ–љ–Є –њ—А–Њ–Љ—Л–≤–∞—О—В –≤–Њ–і–Њ–є. –Я—А–µ–ґ–і–µ —З–µ–Љ –њ–µ—А–µ–є—В–Є –Ї —И–ї–Є—Д–Њ–≤–∞–љ–Є—О —Б–ї–µ–і—Г—О—Й–Є–Љ, –±–Њ–ї–µ–µ –Љ–µ–ї–Ї–Њ–Ј–µ—А–љ–Є—Б—В—Л–Љ –±—А—Г—Б–Ї–Њ–Љ, –њ–ї–∞—Б—В–Є–љ—Г —Б–ї–µ–і—Г–µ—В —Е–Њ—А–Њ—И–Њ –њ—А–Њ–Љ—Л—В—М –њ—А–Њ—В–Њ—З–љ–Њ–є –≤–Њ–і–Њ–є.
–С–ї–µ—Б—В—П—Й–Є–є –Њ–±–ґ–Є–≥. –Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –±–ї–µ—Б—В—П—Й–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Н–Љ–∞–ї–Є –Њ—В—И–ї–Є—Д–Њ–≤–∞–љ–љ—Л–µ, —З–Є—Б—В–Њ –≤—Л–Љ—Л—В—Л–µ –Є–Ј–і–µ–ї–Є—П –њ–Њ–і–≤–µ—А–≥–∞—О—В –Ј–∞–Ї–ї—О—З–Є—В–µ–ї—М–љ–Њ–Љ—Г –Њ–±–ґ–Є–≥—Г. –Я—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –Њ–Ї–Њ–ї–Њ 800 °–° –њ–Њ–і–≥–Њ—В–Њ–≤–ї–µ–љ–љ–Њ–µ –Є–Ј–і–µ–ї–Є–µ –Њ–±–ґ–Є–≥–∞–µ—В—Б—П –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ —Н–Љ–∞–ї—М –љ–µ –љ–∞—З–Є–љ–∞–µ—В –±–ї–µ—Б—В–µ—В—М. –Ю–і–љ–∞–Ї–Њ –љ–µ —Б–ї–µ–і—Г–µ—В —Б–ї–Є—И–Ї–Њ–Љ –і–Њ–ї–≥–Њ –њ–µ—А–µ–і–µ—А–ґ–Є–≤–∞—В—М –Є–Ј–і–µ–ї–Є–µ –љ–∞ –њ–Њ—Б–ї–µ–і–љ–µ–Љ –Њ–±–ґ–Є–≥–µ –≤–Њ –Є–Ј–±–µ–ґ–∞–љ–Є–µ –љ–µ–ґ–µ–ї–∞—В–µ–ї—М–љ—Л—Е —Н—Д—Д–µ–Ї—В–Њ–≤, –≤—Л–Ј–≤–∞–љ–љ—Л—Е —З—А–µ–Ј–Љ–µ—А–љ—Л–Љ —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–Є–µ–Љ —Н–Љ–∞–ї–µ–є.
–Я–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г–і–∞–ї–Є—В—М –Њ–Ї–∞–ї–Є–љ—Г —Б –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї —В—А–∞–≤–ї–µ–љ–Є–µ–Љ –Є–ї–Є –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є.
4. –†–∞–Ј–ї–Є—З–љ—Л–µ —В–µ—Е–љ–Є–Ї–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П
4.1. –Ц–Є–≤–Њ–њ–Є—Б–љ–∞—П —Н–Љ–∞–ї—М
–Т –і–∞–љ–љ–Њ–є —В–µ—Е–љ–Є–Ї–µ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П –њ–Њ—А–Њ—И–Њ–Ї —Ж–≤–µ—В–љ–Њ–є —Н–Љ–∞–ї–Є –љ–∞–љ–Њ—Б—П—В –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ –љ–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О –њ–Њ–і–ї–Њ–ґ–Ї—Г, –љ–∞ –њ–Њ–Ї—А—Л—В–Є–µ –Є–Ј —Д–Њ–ї—М–≥–Є –Є–ї–Є –љ–∞ –њ–Њ–і–≥–Њ—В–Њ–≤–ї–µ–љ–љ—Л–є —Б–ї–Њ–є –≥—А—Г–љ—В–Њ–≤–Њ–є —Н–Љ–∞–ї–Є –±–µ–Ј –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї. –Ч–∞—В–µ–Љ –њ–ї–∞—Б—В–Є–љ—Г –Њ–±–ґ–Є–≥–∞—О—В —В–∞–Ї, —З—В–Њ–±—Л —Н–Љ–∞–ї—М —А–∞—Б–њ–ї–∞–≤–Є–ї–∞—Б—М –Є –Њ–±—А–∞–Ј–Њ–≤–∞–ї–∞ –њ–ї–Њ—В–љ–Њ–µ –њ–Њ–Ї—А—Л—В–Є–µ, –љ–∞–њ–Њ–Љ–Є–љ–∞—О—Й–µ–µ —Ж–≤–µ—В–љ–Њ–µ —Б—В–µ–Ї–ї–Њ. –≠–Љ–∞–ї—М –Љ–Њ–ґ–µ—В –љ–∞–љ–Њ—Б–Є—В—М—Б—П –Ї–∞–Ї –Љ–Њ–Ї—А—Л–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ —Б –њ–Њ–Љ–Њ—Й—М—О —И–њ–∞—В–µ–ї—П –Є–ї–Є –Ї–Є—Б—В–Є, —В–∞–Ї –Є —Б—Г—Е–Є–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ –Є —Б –њ–Њ–Љ–Њ—Й—М—О –љ–∞—Б–µ–Є–≤–∞–љ–Є—П. –Т –њ–Њ—Б–ї–µ–і–љ–µ–Љ —Б–ї—Г—З–∞–µ –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–µ —В—А–∞—Д–∞—А–µ—В—Л –і–ї—П —Б–Њ–Ј–і–∞–љ–Є—П —З–µ—В–Ї–Є—Е –Ї–Њ–љ—В—Г—А–Њ–≤ —Ж–≤–µ—В–Њ–≤—Л—Е –њ—П—В–µ–љ.
–Я–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –њ–Њ–і–ї–Њ–ґ–Ї–Є. –Э–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О –њ–Њ–і–ї–Њ–ґ–Ї—Г —Б –Њ–±—А–∞—В–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л —Б–љ–∞—З–∞–ї–∞ –љ–∞–њ–ї–∞–≤–ї—П—О—В –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М. –Ы–Є—Ж–µ–≤—Г—О —Б—В–Њ—А–Њ–љ—Г –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞—О—В –Є –Њ—З–Є—Й–∞—О—В –і–Њ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–≥–Њ –±–ї–µ—Б–Ї–∞. –Ю–±—А–∞–±–Њ—В–∞–љ–љ–∞—П —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ –њ–Њ–і–ї–Њ–ґ–Ї–∞ –≥–Њ—В–Њ–≤–∞ –і–ї—П –љ–∞–љ–µ—Б–µ–љ–Є—П —Н–Љ–∞–ї–µ–≤–Њ–є –Њ—Б–љ–Њ–≤—Л. –Ф–ї—П –љ–∞–љ–µ—Б–µ–љ–Є—П –њ—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ–Њ–≥–Њ —А–Є—Б—Г–љ–Ї–∞ –љ–∞ –Љ–µ–і–љ—Г—О –њ–ї–∞—Б—В–Є–љ—Г –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Њ–і–µ–ї–∞—В—М —Б–ї–µ–і—Г—О—Й–µ–µ. –Ъ–Њ–љ—В—Г—А—Л —Ж–≤–µ—В–љ—Л—Е –њ–ї–Њ—Б–Ї–Њ—Б—В–µ–є —Ж–≤–µ—В–љ–Њ–≥–Њ —Н—Б–Ї–Є–Ј–љ–Њ–≥–Њ —А–Є—Б—Г–љ–Ї–∞ –њ–µ—А–µ–≤–Њ–і—П—В –љ–∞ –Ї–∞–ї—М–Ї—Г –Є —Б –њ–Њ–Љ–Њ—Й—М—О –љ–∞–Ї–∞–ї—Л–≤–∞–љ–Є—П —Б—В–∞–ї—М–љ–Њ–є –Є–≥–ї–Њ–є –Є–ї–Є —Б –њ–Њ–Љ–Њ—Й—М—О –Ї–Њ–њ–Є—А–Њ–≤–∞–ї—М–љ–Њ–є –±—Г–Љ–∞–≥–Є –њ–µ—А–µ–љ–Њ—Б—П—В –љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї—Г. –Т —Б–ї—Г—З–∞–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є, –Љ–µ–і–љ—Г—О –њ–ї–∞—Б—В–Є–љ—Г –Љ–Њ–ґ–љ–Њ –њ—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ–Њ –њ–Њ–Ї—А—Л—В—М —Б–ї–Њ–µ–Љ –±–µ–ї–Њ–є —Н–Љ–∞–ї–Є. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –ї–Є–љ–Є–Є –±—Г–і—Г—В –≤—Л–і–µ–ї—П—В—М—Б—П —А–µ–Ј—З–µ. –Я–Њ–ї—Г—З–µ–љ–љ—Л–µ –ї–Є–љ–Є–Є –њ—А–Њ—А–Є—Б–Њ–≤—Л–≤–∞—О—В —З–µ—А—В–Є–ї–Ї–Њ–є. –І—В–Њ–±—Л —Г–і–∞–ї–Є—В—М —Б–ї–µ–і—Л –Ї–Њ–њ–Є—А–Њ–≤–∞–ї—М–љ–Њ–є –±—Г–Љ–∞–≥–Є, –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Љ–Њ—О—В –ґ–µ—Б—В–Ї–Њ–є —Й–µ—В–Ї–Њ–є —Б –Љ—Л–ї–Њ–Љ, –њ—А–Њ–Љ—Л–≤–∞—О—В –≤ –њ—А–Њ—В–Њ—З–љ–Њ–є –≤–Њ–і–µ, –њ—А–Њ—В–Є—А–∞—О—В –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –њ–∞—Б—В–Њ–є –і–ї—П —З–Є—Б—В–Ї–Є –Є –≤–љ–Њ–≤—М –њ—А–Њ–Љ—Л–≤–∞—О—В. –Я–Њ—Б–ї–µ —Б—Г—И–Ї–Є –і–ї—П —Г–і–∞–ї–µ–љ–Є—П —Б–ї–µ–і–Њ–≤ –ґ–Є—А–∞ –њ–ї–∞—Б—В–Є–љ—Г –Љ–Њ–ґ–љ–Њ —Б–ї–µ–≥–Ї–∞ –Њ—В–ґ–µ—З—М. –Ь–Њ–ґ–љ–Њ –љ–∞–љ–µ—Б—В–Є —А–∞–Ј–Љ–µ—В–Њ—З–љ—Л–µ –ї–Є–љ–Є–Є –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞ –≤ –њ–Њ–Љ–Њ—Й—М—О —Б–њ–Є—А—В–Њ–≤–Њ–≥–Њ –Љ–∞—А–Ї–µ—А–∞. –Э–Њ –љ–Є –≤ –Ї–Њ–µ–Љ —Б–ї—Г—З–∞–µ –љ–µ–ї—М–Ј—П –љ–∞–љ–Њ—Б–Є—В—М —А–Є—Б—Г–љ–Њ–Ї –Ї–∞—А–∞–љ–і–∞—И–Њ–Љ! –Я—А–Є –Њ–±–ґ–Є–≥–µ –ї–Є–љ–Є–Є, –љ–∞–љ–µ—Б–µ–љ–љ—Л–µ –Љ–∞—А–Ї–µ—А–Њ–Љ –≤—Л–≥–Њ—А–∞—О—В –±–µ–Ј –≤—А–µ–і–∞ –і–ї—П —Н–Љ–∞–ї–µ–є, –≤ —В–Њ –≤—А–µ–Љ—П, –Ї–∞–Ї –ї–Є–љ–Є–Є, –љ–∞–љ–µ—Б–µ–љ–љ—Л–µ –Ї–∞—А–∞–љ–і–∞—И–Њ–Љ –Њ—Б—В–∞–≤–ї—П—О—В –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ –љ–µ–Є—Б–њ—А–∞–≤–Є–Љ—Л–µ –і–µ—Д–µ–Ї—В—Л –≤ –≤–Є–і–µ –њ—Г–Ј—Л—А–µ–є –Є –њ—А–Њ–≥–∞—А–Њ–≤ –љ–∞ –Љ–µ—Б—В–µ –ї–Є–љ–Є–є.
–Ц–Є–≤–Њ–њ–Є—Б–љ–∞—П —Н–Љ–∞–ї—М –љ–∞ –Љ–µ–і–Є. –° –њ–Њ–Љ–Њ—Й—М—О –њ—А–Њ–±–љ–Њ–≥–Њ –Њ–±–ґ–Є–≥–∞ —Б–ї–µ–і—Г–µ—В —Г–±–µ–і–Є—В—М—Б—П –≤ —В–Њ–Љ, —З—В–Њ –≤—Л–±—А–∞–љ–љ—Л–µ —Н–Љ–∞–ї–Є –њ–Њ–і—Е–Њ–і—П—В –і–ї—П –і–∞–љ–љ—Л—Е —Ж–≤–µ—В–Њ–≤—Л—Е –Ї–Њ–Љ–њ–Њ–Ј–Є—Ж–Є–є –Є –Є—Е –Є–љ—В–µ—А–≤–∞–ї—Л –Њ–±–ґ–Є–≥–∞ —Б–Њ–≤–њ–∞–і–∞—О—В. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —В–∞–Ї–ґ–µ –Є–Љ–µ—В—М –≤ –≤–Є–і—Г, —З—В–Њ –њ—А–Њ–Ј—А–∞—З–љ—Л–µ —Н–Љ–∞–ї–Є –ї—Г—З—И–µ –љ–∞–љ–Њ—Б–Є—В—М –љ–µ –љ–∞ –Љ–µ–і–љ—Г—О –њ–Њ–і–ї–Њ–ґ–Ї—Г, –∞ –љ–∞ —Б–µ—А–µ–±—А—П–љ—Г—О —Д–Њ–ї—М–≥—Г.
–Ь–µ–і—М –Є —Н–Љ–∞–ї–Є—А–Њ–≤–Њ—З–љ—Л–є —В–Њ–Љ–њ–∞–Ї —А–µ–∞–≥–Є—А—Г—О—В —Б —Н–Љ–∞–ї—М—О, —З—В–Њ –Њ—Б–Њ–±–µ–љ–љ–Њ –≤–ї–Є—П–µ—В –љ–∞ —В–Њ–љ –Ј–µ–ї—С–љ—Л—Е –Є –≥–Њ–ї—Г–±—Л—Е —Н–Љ–∞–ї–µ–є. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –љ–µ–њ—А–Њ–Ј—А–∞—З–љ–∞—П –Ї—А–∞—Б–љ–∞—П —Н–Љ–∞–ї—М –њ–Њ–Ї—А—Л–≤–∞–µ—В—Б—П —З—С—А–љ—Л–Љ–Є –њ—П—В–љ–∞–Љ–Є, –±–µ–ї–∞—П —Н–Љ–∞–ї—М –њ–Њ –Ї—А–∞—П–Љ —Б—В–∞–љ–Њ–≤–Є—В—Б—П –Ј–µ–ї—С–љ–Њ–є.
–Ф–ї—П —Н—В–Њ–≥–Њ, –Љ–µ–і–љ—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –њ–µ—А–µ–і –љ–∞–љ–µ—Б–µ–љ–Є–µ–Љ —Ж–≤–µ—В–љ—Л—Е —Н–Љ–∞–ї–µ–є –њ–Њ–Ї—А—Л–≤–∞—О—В –±–µ–ї–Њ–є –Є–ї–Є —Ж–≤–µ—В–љ–Њ–є –≥—А—Г–љ—В–Њ–≤–Њ–є —Н–Љ–∞–ї—М—О. –У—А—Г–љ—В–Њ–≤–∞—П —Н–Љ–∞–ї—М –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –±–Њ–ї–µ–µ —В—Г–≥–Њ–њ–ї–∞–≤–Ї–Њ–є, —З–µ–Љ —Н–Љ–∞–ї–Є –і–ї—П –ґ–Є–≤–Њ–њ–Є—Б–љ–Њ–≥–Њ —Б–ї–Њ—П, —З—В–Њ–±—Л –њ—А–Є –і–∞–ї—М–љ–µ–є—И–Є—Е –Њ–±–ґ–Є–≥–∞—Е –љ–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є–ї–Њ —Б–Љ–µ—И–µ–љ–Є–µ –ї–Є—Ж–µ–≤–Њ–≥–Њ —Б–ї–Њ—П —Б –≥—А—Г–љ—В–Њ–≤—Л–Љ —Б–ї–Њ–µ–Љ —Н–Љ–∞–ї–Є, –µ—Б–ї–Є —Н—В–Њ –љ–µ –Ј–∞–і—Г–Љ–∞–љ–Њ –Є–Ј–љ–∞—З–∞–ї—М–љ–Њ –Ї–∞–Ї —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–є –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–є —Н—Д—Д–µ–Ї—В.
–Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –Є—Б–Ї–ї—О—З–Є—В—М –њ—А—П–Љ–Њ–µ —Б–Њ–њ—А–Є–Ї–Њ—Б–љ–Њ–≤–µ–љ–Є–µ —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ, –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —В–∞–Ї–ґ–µ —Б–ї–µ–і—Г—О—Й–Є–є —Б–њ–Њ—Б–Њ–±: –љ–∞ –Љ–µ—В–∞–ї–ї –њ–µ—А–µ–і –љ–∞–љ–µ—Б–µ–љ–Є–µ–Љ —Ж–≤–µ—В–љ–Њ–є —Н–Љ–∞–ї–Є –љ–∞–њ–ї–∞–≤–ї—П—О—В –њ—А–Њ–Љ–µ–ґ—Г—В–Њ—З–љ—Л–є —Б–ї–Њ–є —Н–Љ–∞–ї–Є, –љ–∞–Ј—Л–≤–∞–µ–Љ–Њ–є —Д–Њ–љ–і–Њ–љ–Њ–Љ. –§–Њ–љ–і–Њ–љ — –±–µ—Б—Ж–≤–µ—В–љ–∞—П –њ—А–Њ–Ј—А–∞—З–љ–∞—П —Н–Љ–∞–ї—М. –Ю–љ–∞ —Б–ї—Г–ґ–Є—В –Є–Ј–Њ–ї—П—Ж–Є–Њ–љ–љ—Л–Љ —Б–ї–Њ–µ–Љ –Љ–µ–ґ–і—Г –Љ–µ—В–∞–ї–ї–Њ–Љ –Є –њ–Њ–Ї—А–Њ–≤–љ–Њ–є —Н–Љ–∞–ї—М—О, —Д–Њ–љ–Њ–Љ –і–ї—П –љ–∞–љ–µ—Б–µ–љ–Є—П —Ж–≤–µ—В–љ–Њ–є —Н–Љ–∞–ї–Є. –Ъ–∞—З–µ—Б—В–≤–µ–љ–љ–Њ –њ–Њ–Ї—А—Л—В–∞—П –њ—А–∞–≤–Є–ї—М–љ–Њ –њ–Њ–і–Њ–±—А–∞–љ–љ—Л–Љ —Д–Њ–љ–і–Њ–љ–Њ–Љ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Љ–µ—В–∞–ї–ї–∞ –і–Њ–ї–ґ–љ–∞ —Б–Њ—Е—А–∞–љ—П—В—М –Ї—А–∞—Б–љ–Њ–≤–∞—В–Њ-–Ј–Њ–ї–Њ—В–Є—Б—В—Л–є —Ж–≤–µ—В –Љ–µ–і–Є.
–Я–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ –њ—А–Њ—З–µ—А—З–µ–љ–љ—Л–є –љ–∞ –Љ–µ–і–Є —А–Є—Б—Г–љ–Њ–Ї –Њ—Б—В–∞–µ—В—Б—П –Њ—В—З–µ—В–ї–Є–≤–Њ –≤–Є–і–µ–љ –њ–Њ–і —Б–ї–Њ–µ–Љ —Д–Њ–љ–і–Њ–љ–∞. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –њ—А–µ–Є–Љ—Г—Й–µ—Б—В–≤–Њ –і–∞–љ–љ–Њ–≥–Њ —Б–њ–Њ—Б–Њ–±–∞ –Ј–∞–Ї–ї—О—З–∞–µ—В—Б—П –≤ —В–Њ–Љ, —З—В–Њ —Ж–≤–µ—В–љ—Л–µ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –љ–µ –Њ–±—П–Ј–∞—В–µ–ї—М–љ–Њ –і–Њ–ї–ґ–љ—Л –њ–ї–Њ—В–љ–Њ –њ—А–Є–ї–µ–≥–∞—В—М –і—А—Г–≥ –Ї –і—А—Г–≥—Г. –Ь–Њ–ґ–љ–Њ –Њ–≥—А–∞–љ–Є—З–Є—В—М—Б—П –Ї–Њ–љ—В—Г—А–љ—Л–Љ –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є–µ–Љ. –¶–≤–µ—В–∞ –Љ–Њ–≥—Г—В –±—Л—В—М —А–∞–Ј–ї–Є—З–љ–Њ–є –Є–љ—В–µ–љ—Б–Є–≤–љ–Њ—Б—В–Є –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —В–Њ–ї—Й–Є–љ—Л —Б–ї–Њ—П —Н–Љ–∞–ї–Є, –Ї–Њ—В–Њ—А—Г—О –Љ–Њ–ґ–љ–Њ –љ–∞–љ–Њ—Б–Є—В—М –≤ –≤–Є–і–µ –њ–Њ—В–µ–Ї–Њ–≤ –Є–ї–Є –њ—П—В–µ–љ. –Т —В–µ—Е –Љ–µ—Б—В–∞—Е, –≥–і–µ –љ–µ –±—Л–ї–∞ –љ–∞–љ–µ—Б–µ–љ–∞ —Ж–≤–µ—В–љ–∞—П —Н–Љ–∞–ї—М, –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ –Љ–µ–ґ–і—Г —Ж–≤–µ—В–Њ–≤—Л–Љ–Є –њ–ї–Њ—Б–Ї–Њ—Б—В—П–Љ–Є –≤—Л—Б—В—Г–њ–∞–µ—В –њ–Њ–Ї—А—Л—В—Л–є —Д–Њ–љ–і–Њ–љ–Њ–Љ —В–µ–њ–ї—Л–є –Љ–µ–і–љ—Л–є —В–Њ–љ.
–Э–∞–Є–±–Њ–ї–µ–µ –њ–Њ–ї–љ–Њ –≤ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–Љ –Њ—В–љ–Њ—И–µ–љ–Є–Є —Б–≤–Њ–є—Б—В–≤–∞ —Н–Љ–∞–ї–µ–є –њ—А–Њ—П–≤–ї—П—О—В—Б—П –≤ —Б–Њ—З–µ—В–∞–љ–Є—П—Е –≥–ї—Г—Е–Є—Е –Є –њ—А–Њ–Ј—А–∞—З–љ—Л—Е —Н–Љ–∞–ї–µ–є, –Ї–Њ–≥–і–∞ –њ—А–Њ–Ј—А–∞—З–љ—Л–µ —Н–Љ–∞–ї–Є –љ–∞–љ–Њ—Б—П—В—Б—П –љ–∞ –≥–ї—Г—Е–Є–µ. –Э–µ–њ—А–Њ–Ј—А–∞—З–љ—Л–µ —Н–Љ–∞–ї–Є, –њ–µ—А–µ–Ї—А—Л—В—Л–µ –њ—А–Њ–Ј—А–∞—З–љ—Л–Љ–Є, —Б—В–∞–љ–Њ–≤—П—В—Б—П –±–Њ–ї–µ–µ –Љ—П–≥–Ї–Є–Љ–Є –Є –ґ–Є–≤—Л–Љ–Є. –Я—А–Њ–Ј—А–∞—З–љ—Л–µ —Н–Љ–∞–ї–Є –њ—А–Є–Њ–±—А–µ—В–∞—О—В –Њ—Б–Њ–±–µ–љ–љ—Г—О —П—А–Ї–Њ—Б—В—М –Є –ґ–Є–≤–Њ—Б—В—М –љ–∞ —Б–≤–µ—В–ї–Њ–є –љ–µ–њ—А–Њ–Ј—А–∞—З–љ–Њ–є –Њ—Б–љ–Њ–≤–µ, –љ–∞ —З–∞—Б—В–Є—З–љ–Њ –Є–ї–Є –њ–Њ–ї–љ–Њ—Б—В—М—О –њ–Њ–Ї—А—Л—В–Њ–є —Д–Њ–ї—М–≥–Њ–є –њ–Њ–і–ї–Њ–ґ–Ї–µ –Њ–љ–Є —Б–≤–µ—А–Ї–∞—О—В –Њ—Б–Њ–±–µ–љ–љ–Њ —П—А–Ї–Њ. –Ю–і–љ–∞–Ї–Њ —В–∞–Ї–Њ–є —Б–њ–Њ—Б–Њ–± –љ–∞–љ–µ—Б–µ–љ–Є—П —Н–Љ–∞–ї–µ–є —В—А–µ–±—Г–µ—В –Њ–≥—А–Њ–Љ–љ–Њ–≥–Њ –Њ–њ—Л—В–∞ –Є –≤—Л—Б–Њ–Ї–Њ–є –Ї–≤–∞–ї–Є—Д–Є–Ї–∞—Ж–Є–Є —Н–Љ–∞–ї—М–µ—А–∞.
–Ы–Є–Љ–Њ–ґ—Б–Ї–∞—П —Н–Љ–∞–ї—М. –≠—В–Њ—В —Б–њ–Њ—Б–Њ–± —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П —И–Є—А–Њ–Ї–Њ –њ—А–Є–Љ–µ–љ—П–ї—Б—П –≤ 15-18 –≤–≤. –≤ –Ы–Є–Љ–Њ–ґ–µ, –Є —П–≤–ї—П–µ—В—Б—П –љ–∞—А—П–і—Г —Б –≤–Є–Ј–∞–љ—В–Є–є—Б–Ї–Њ–є –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї—М—О –Њ–і–љ–Њ–є –Є–Ј –љ–∞–Є–±–Њ–ї–µ–µ —Б–∞–Љ–Њ–±—Л—В–љ—Л—Е –Є –≤—Л—Б–Њ–Ї–Њ—Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —В–µ—Е–љ–Є–Ї, –≥–і–µ —Н–Љ–∞–ї—М –Є–Љ–µ–µ—В —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї—М–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ. –Т –і–∞–љ–љ–Њ–є —В–µ—Е–љ–Є–Ї–µ –Є–Ј–≥–Њ—В–Њ–≤–ї—П–ї–Є—Б—М –њ–ї–∞–Ї–µ—В–Ї–Є —Б –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є—П–Љ–Є, —Б–Њ—Б—Г–і—Л –Є –±–ї—О–і–∞, –њ–Њ–ї–љ–Њ—Б—В—М—О –і–µ–Ї–Њ—А–Є—А–Њ–≤–∞–љ–љ—Л–µ —Н–Љ–∞–ї—М—О —Б –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–Љ–Є –Њ—А–љ–∞–Љ–µ–љ—В–∞–Љ–Є, –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є—П–Љ–Є –ґ–Є–≤–Њ—В–љ—Л—Е, –ї—О–і–µ–є –Є –і–∞–ґ–µ —Ж–µ–ї—Л–Љ–Є —Б—Ж–µ–љ–∞–Љ–Є.
–Т –Њ—В–ї–Є—З–Є–µ –Њ—В –±–Њ–ї–µ–µ –њ–Њ–Ј–і–љ–Є—Е –ґ–Є–≤–Њ–њ–Є—Б–љ—Л—Е –Љ–Є–љ–Є–∞—В—О—А –њ–Њ —Н–Љ–∞–ї–Є, –і–ї—П –ґ–Є–≤–Њ–њ–Є—Б–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї–Є –љ–µ –Ї—А–∞—Б—П—Й–Є–µ –Њ–Ї–Є—Б–ї—Л (–љ–∞–і–≥–ї–∞–Ј—Г—А–љ—Л–µ –Ї—А–∞—Б–Ї–Є), –∞ —В–Њ–ї—М–Ї–Њ —Ж–≤–µ—В–љ—Л–µ —Н–Љ–∞–ї–Є. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ –Њ–±—П–Ј–∞—В–µ–ї—М–љ–Њ –њ—А–Є–Љ–µ–љ—П–ї–Є –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М.
–Ю—Б–Њ–±–µ–љ–љ–Њ—Б—В—М –ї–Є–Љ–Њ–ґ—Б–Ї–Њ–є —Н–Љ–∞–ї–Є —Б–Њ—Б—В–Њ–Є—В –≤ —В–Њ–Љ, —З—В–Њ –Є–Ј–Њ–±—А–∞–ґ–∞–µ–Љ—Л–µ –Љ–Њ—В–Є–≤—Л —А–∞—Б–њ–Њ–ї–∞–≥–∞—О—В –љ–∞ —В–µ–Љ–љ–Њ–Љ —Д–Њ–љ–µ, –∞ —А–µ–ї—М–µ—Д –љ–∞–љ–Њ—Б—П—В —Н–Љ–∞–ї—М—О –±–µ–ї–Њ–≥–Њ —Ж–≤–µ—В–∞. –°–ї–µ–≥–Ї–∞ –≤—Л–њ—Г–Ї–ї—Г—О –Љ–µ–і–љ—Г—О –њ–Њ–і–ї–Њ–ґ–Ї—Г —Б–љ–∞—З–∞–ї–∞ –њ–Њ–Ї—А—Л–≤–∞—О—В —З–µ—А–љ–Њ–є, —В–µ–Љ–љ–Њ-—Б–Є–љ–µ–є –Є–ї–Є —В–µ–Љ–љ–Њ-–Ї–Њ—А–Є—З–љ–µ–≤–Њ–є –≥—А—Г–љ—В–Њ–≤–Њ–є —Н–Љ–∞–ї—М—О, –Ј–∞—В–µ–Љ –љ–∞ —Н—В—Г –Њ—Б–љ–Њ–≤—Г –љ–∞–љ–Њ—Б—П—В –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є–µ –±–µ–ї–Њ–є —Н–Љ–∞–ї—М—О –Є –Њ–±–ґ–Є–≥–∞—О—В.
–Я—А–Є –љ–∞–љ–µ—Б–µ–љ–Є–Є —В–Њ–љ–Ї–Њ–≥–Њ —Б–ї–Њ—П –±–µ–ї–Њ–є —Н–Љ–∞–ї–Є —В–µ–Љ–љ—Л–є —Д–Њ–љ –њ—А–Њ—Б–≤–µ—З–Є–≤–∞–µ—В —З–µ—А–µ–Ј –љ–µ–≥–Њ, –≤ —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –њ—А–µ–Њ–±–ї–∞–і–∞—О—В —Б–µ—А—Л–µ —В–Њ–љ–∞, –∞ –њ—А–Є –і–Њ—Б—В–∞—В–Њ—З–љ–Њ —В–Њ–ї—Б—В–Њ–Љ —Б–ї–Њ–µ –Њ–±—А–∞–Ј—Г–µ—В—Б—П —З–Є—Б—В—Л–є –±–µ–ї—Л–є —Ж–≤–µ—В. –Т–∞—А—М–Є—А—Г—П —В–Њ–ї—Й–Є–љ—Г —Б–ї–Њ—П, –Љ–Њ–ґ–љ–Њ –њ–Њ–ї—Г—З–∞—В—М —И–Є—А–Њ–Ї—Г—О –≥–∞–Љ–Љ—Г –Њ—В—В–µ–љ–Ї–Њ–≤ –Љ–µ–ґ–і—Г –±–µ–ї—Л–Љ –Є —З–µ—А–љ—Л–Љ. –Ю–і–љ–∞–Ї–Њ –Њ–і–љ–Њ—А–∞–Ј–Њ–≤—Л–Љ –љ–∞–љ–µ—Б–µ–љ–Є–µ–Љ —Н—В–Њ–≥–Њ —Н—Д—Д–µ–Ї—В–∞ –љ–µ –і–Њ—Б—В–Є–≥–љ—Г—В—М. –Э–∞–љ–µ—Б–µ–љ–Є–µ –±–µ–ї–Њ–є —Н–Љ–∞–ї–Є –Є –Њ–±–ґ–Є–≥ —З–µ—А–µ–і—Г—О—В—Б—П —Б–ї–Њ–є –Ј–∞ —Б–ї–Њ–µ–Љ, –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ —В–µ–Љ–љ–∞—П –Њ—Б–љ–Њ–≤–∞ –љ–µ –±—Г–і–µ—В –њ–Њ–ї–љ–Њ—Б—В—М—О –Ј–∞–Ї—А—Л—В–∞ –≤ –Љ–µ—Б—В–∞—Е, —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–Є—Е –љ–∞–Є–±–Њ–ї–µ–µ —Б–≤–µ—В–ї—Л–Љ –і–µ—В–∞–ї—П–Љ.
–Х—Б–ї–Є —А–∞–±–Њ—В–∞ –≤—Л–њ–Њ–ї–љ–µ–љ–∞ –њ—А–∞–≤–Є–ї—М–љ–Њ –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Б–Њ–Ј–і–∞–µ—В—Б—П —А–µ–ї—М–µ—Д–љ–Њ–µ –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є–µ. –Ф–ї—П —Н—В–Њ–≥–Њ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В —В—Г–≥–Њ–њ–ї–∞–≤–Ї—Г—О —Н–Љ–∞–ї—М —Б –≤—Л—Б–Њ–Ї–Є–Љ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ—Л–Љ –љ–∞—В—П–ґ–µ–љ–Є–µ–Љ. –Ь–Њ–љ–Њ—Е—А–Њ–Љ–љ—Л–Љ –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є—П–Љ –Є–љ–Њ–≥–і–∞ –њ—А–Є–і–∞–≤–∞–ї–Є—Б—М —Ж–≤–µ—В–Њ–≤—Л–µ –Њ—В—В–µ–љ–Ї–Є –њ—Г—В–µ–Љ –њ–Њ–Ї—А—Л—В–Є—П –±–µ–ї–Њ–≥–Њ —Б–ї–Њ—П –њ—А–Њ–Ј—А–∞—З–љ–Њ–є —Ж–≤–µ—В–љ–Њ–є —Н–Љ–∞–ї—М—О: –Њ–і–µ–ґ–і–∞, –і–µ—В–∞–ї–Є –њ–µ—А–µ–і–љ–µ–≥–Њ –њ–ї–∞–љ–∞, –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є—П —Ж–≤–µ—В–Њ–≤ –Є –ґ–Є–≤–Њ—В–љ—Л—Е –Њ—В—В–µ–љ—П–ї–Є —Ж–≤–µ—В–љ–Њ–є —Н–Љ–∞–ї—М—О. –Ш–љ–Њ–≥–і–∞ –і–ї—П –њ—А–Є–і–∞–љ–Є—П –Њ—Б–Њ–±–Њ–≥–Њ –і–µ–Ї–Њ—А–∞—В–Є–≤–љ–Њ–≥–Њ —Н—Д—Д–µ–Ї—В–∞ –њ–Њ–і —Б–ї–Њ–є –њ—А–Њ–Ј—А–∞—З–љ–Њ–є —Ж–≤–µ—В–љ–Њ–є —Н–Љ–∞–ї–Є –≤–њ–ї–∞–≤–ї—П–ї–Є –Ј–Њ–ї–Њ—В—Г—О –Є–ї–Є —Б–µ—А–µ–±—А—П–љ—Г—О —Д–Њ–ї—М–≥—Г.
4.2. –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–∞—П —Н–Љ–∞–ї—М (—Н–Љ–∞–ї—М –њ–Њ —Б–Ї–∞–љ–Є)
–Т—Л—И–µ –љ–∞–Љ–Є –±—Л–ї–Є —А–∞—Б—Б–Љ–Њ—В—А–µ–љ—Л —В–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ –њ—А–Є–µ–Љ—Л —Б–Њ–Ј–і–∞–љ–Є—П –Є–Ј–і–µ–ї–Є–є, —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–∞—П —Ж–µ–љ–љ–Њ—Б—В—М –Ї–Њ—В–Њ—А—Л—Е –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –≤ –Њ—Б–љ–Њ–≤–љ–Њ–Љ –Ї—А–∞—Б–Њ—В–Њ–є —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П. –Ь–µ—В–∞–ї–ї –≤ –љ–Є—Е –Є–≥—А–∞–µ—В –≤—Б–њ–Њ–Љ–Њ–≥–∞—В–µ–ї—М–љ—Г—О —А–Њ–ї—М — —Б–ї—Г–ґ–Є—В –њ–Њ–і–ї–Њ–ґ–Ї–Њ–є –і–ї—П —Е—А—Г–њ–Ї–Њ–≥–Њ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П.
–Я–µ—А–µ–є–і–µ–Љ –Ї —А–∞—Б—Б–Љ–Њ—В—А–µ–љ–Є—О —В—А–∞–і–Є—Ж–Є–Њ–љ–љ—Л—Е –њ—А–Є–µ–Љ–Њ–≤ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П — —В–µ—Е–љ–Є–Ї–µ –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї–Є. –•–∞—А–∞–Ї—В–µ—А–љ–Њ–є –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В—М—О –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є —П–≤–ї—П–µ—В—Б—П –љ–∞–ї–Є—З–Є–µ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї, –њ—А–µ–њ—П—В—Б—В–≤—Г—О—Й–Є—Е —Б–Љ–µ—И–Є–≤–∞–љ–Є—О —Н–Љ–∞–ї–µ–є –њ—А–Є –Њ–±–ґ–Є–≥–µ.
–Я—А–µ–ґ–і–µ —З–µ–Љ –њ–µ—А–µ–є—В–Є –Ї –Њ–њ–Є—Б–∞–љ–Є—О —В–µ—Е–љ–Є—З–µ—Б–Ї–Є—Е –њ—А–Є–µ–Љ–Њ–≤, –і–∞–і–Є–Љ –Њ–њ—А–µ–і–µ–ї–µ–љ–Є—П –Њ—Б–љ–Њ–≤–љ—Л—Е –њ–Њ–љ—П—В–Є–є, –Ї–Њ—В–Њ—А—Л–µ –±—Г–і—Г—В –њ—А–Є–Љ–µ–љ—П—В—М—Б—П –і–∞–ї–µ–µ.
–Я—А–Њ–≤–Њ–ї–Њ–Ї–∞ (–≤ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–Є) - —Н—В–Њ –њ—А—Г—В–Њ–Ї –Ї—А—Г–≥–ї–Њ–≥–Њ –Є–ї–Є –Ї–≤–∞–і—А–∞—В–љ–Њ–≥–Њ –њ–Њ–њ–µ—А–µ—З–љ–Њ–≥–Њ —Б–µ—З–µ–љ–Є—П.
–§–Є–ї–Є–≥—А–∞–љ–љ–∞—П –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞ — —Н—В–Њ —Б–≤–Є—В—Л–є –Є–Ј –і–≤—Г—Е –Ї—А—Г–≥–ї—Л—Е –њ—А–Њ–≤–Њ–ї–Њ–Ї —И–љ—Г—А–Њ–Ї. –§–Є–ї–Є–≥—А–∞–љ–љ–∞—П –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –њ—А–Њ–≤–∞–ї—М—Ж–Њ–≤–∞–љ–љ–Њ–є (–њ—А–Њ–Ї–∞—В–∞–љ–љ–Њ–є –≤ –≤–∞–ї—М—Ж–∞—Е).
–Я–µ—А–µ–≥–Њ—А–Њ–і–Ї–∞ - –њ–ї–Њ—Б–Ї–∞—П –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞ —Б –њ—А—П–Љ–Њ—Г–≥–Њ–ї—М–љ—Л–Љ –њ–Њ–њ–µ—А–µ—З–љ—Л–Љ —Б–µ—З–µ–љ–Є–µ–Љ –Є–ї–Є —В–Њ–љ–Ї–∞—П —Г–Ј–Ї–∞—П –ї–Є—Б—В–Њ–≤–∞—П –њ–Њ–ї–Њ—Б–∞. –Я–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В—Б—П –љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї–µ –љ–∞ —А–µ–±—А–Њ.
–ѓ—З–µ–є–Ї–∞ — –њ—А–Њ—Б—В—А–∞–љ—Б—В–≤–Њ –љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї–µ, –Њ–Ї—А—Г–ґ–µ–љ–љ–Њ–µ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Њ–є, –Ї–Њ—В–Њ—А–Њ–µ –Ј–∞–њ–Њ–ї–љ—П—О—В —Н–Љ–∞–ї—М—О.
–Т—Л–µ–Љ–Ї–∞ — —Г–≥–ї—Г–±–ї–µ–љ–Є–µ –љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї–µ, –Ї–Њ—В–Њ—А–Њ–µ –Ј–∞–њ–Њ–ї–љ—П—О—В —Н–Љ–∞–ї—М—О, –Ј–∞–њ–Њ–і–ї–Є—Ж–Њ —Б –Ї—А–∞—П–Љ–Є –≤—Л–µ–Љ–Ї–Є.
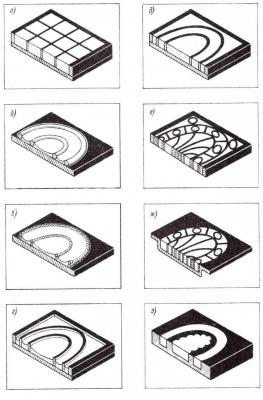 |
|
–Э–∞ —А–Є—Б. 5. –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ—Л —А–∞–Ј–ї–Є—З–љ—Л–µ –≤–Є–і—Л —О–≤–µ–ї–Є—А–љ—Л—Е —Н–Љ–∞–ї–µ–є [1].
–†–Є—Б. 5. –Т–Є–і—Л —О–≤–µ–ї–Є—А–љ—Л—Е —Н–Љ–∞–ї–µ–є: –∞——Д—А–∞–≥–Љ–µ–љ—В –Њ—А–љ–∞–Љ–µ–љ—В–∞ –Є–Ј –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї–Є; –±——Н–Љ–∞–ї—М –њ–Њ —Б–Ї–∞–љ–љ–Њ–Љ—Г –Њ—А–љ–∞–Љ–µ–љ—В—Г: –≤— —Н–Љ–∞–ї—М –њ–Њ —Д–Є–ї–Є–≥—А–∞–љ–Є; –≥—–њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–∞—П —Н–Љ–∞–ї—М; –і——Б—А–µ–і–љ–µ–≤–µ–Ї–Њ–≤–∞—П –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–∞—П —Н–Љ–∞–ї—М; –µ—–≤–Є—В—А–∞–ґ–љ–∞—П —Н–Љ–∞–ї—М; –ґ——Б–Њ–µ–і–Є–љ–µ–љ–Є–µ —В–µ—Е–љ–Є—З–µ—Б–Ї–Є—Е –њ—А–Є–µ–Љ–Њ–≤ –≤—Л–µ–Љ—З–∞—В–Њ–є –Є –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї–µ–є; –Ј—–≤—Л–µ–Љ—З–∞—В–∞—П —Н–Љ–∞–ї—М
–≠–Љ–∞–ї—М –њ–Њ —Б–Ї–∞–љ–љ–Њ–Љ—Г –Њ—А–љ–∞–Љ–µ–љ—В—Г –Є –њ–Њ —Д–Є–ї–Є–≥—А–∞–љ–Є. –Т –Ї–∞—З–µ—Б—В–≤–µ –њ–Њ–і–ї–Њ–ґ–Ї–Є –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–є –ї–Є—Б—В, –∞ –≤ –њ—А–Њ—Б—В–µ–є—И–µ–Љ —Б–ї—Г—З–∞–µ –њ–ї–Њ—Б–Ї—Г—О –њ–ї–∞—Б—В–Є–љ—Г. –Ю–і–љ–∞–Ї–Њ –і–ї—П —Н—В–Њ–є —Ж–µ–ї–Є –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –Є –њ–ї–∞—Б—В–Є—З–љ—Г—О –ї–Є—Б—В–Њ–≤—Г—О –і–µ—В–∞–ї—М –Є–ї–Є —Б–ї–Њ–ґ–љ–Њ–µ –Є–Ј–і–µ–ї–Є–µ, –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–љ–Њ–µ –Є–Ј –Љ–∞—В–µ—А–Є–∞–ї–∞, –≤—Л–і–µ—А–ґ–Є–≤–∞—О—Й–µ–≥–Њ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г –Њ–±–ґ–Є–≥–∞ —Н–Љ–∞–ї–Є.
–Ь–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –≥–Њ—В–Њ–≤—Г—О –њ—А–Њ–≤–Њ–ї–Њ–Ї—Г –Є–ї–Є –Є–Ј–≥–Њ—В–Њ–≤–Є—В—М –µ–µ –Є–Ј –Њ—В–ї–Є—В–Њ–≥–Њ –њ—А—Г—В–Ї–∞. –Я—А—Г—В–Њ–Ї –њ—А–Њ–Ї–Њ–≤—Л–≤–∞—О—В, –Њ—В–ґ–Є–≥–∞—О—В –Є –Ј–∞—В–µ–Љ –њ—А–Њ–Ї–∞—В—Л–≤–∞—О—В –≤ –≤–∞–ї—М—Ж–∞—Е. –Я–Њ—Б–ї–µ —В–Њ–≥–Њ, –Ї–∞–Ї –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞ –і–Њ—Б—В–Є–≥–љ–µ—В –љ—Г–ґ–љ–Њ–є –і–ї–Є–љ—Л, –µ–µ –њ—А–Њ—В—П–≥–Є–≤–∞—О—В —З–µ—А–µ–Ј —Д–Є–ї—М–µ—А—Л –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –Њ–љ–∞ –њ–Њ–ї—Г—З–Є–ї–∞ –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л–є –њ—А–Њ—Д–Є–ї—М (–Њ–±—Л—З–љ–Њ –Ї—А—Г–≥–ї—Л–є –Є–ї–Є —З–µ—В—Л—А–µ—Е—Г–≥–Њ–ї—М–љ—Л–є). –Т –њ—А–Њ—Ж–µ—Б—Б–µ –њ—А–Њ—В—П–≥–Є–≤–∞–љ–Є—П –њ—А–Њ–≤–Њ–ї–Њ–Ї—Г –њ–Њ–і–≤–µ—А–≥–∞—О—В –њ—А–Њ–Љ–µ–ґ—Г—В–Њ—З–љ—Л–Љ –Њ—В–ґ–Є–≥–∞–Љ, –∞ —В–∞–Ї–ґ–µ –Њ—В–ґ–Є–≥–∞—О—В –≤ –Ј–∞–Ї–ї—О—З–µ–љ–Є–µ –і–ї—П –њ—А–Є–і–∞–љ–Є—П –µ–є –±–Њ–ї—М—И–µ–є –њ–ї–∞—Б—В–Є—З–љ–Њ—Б—В–Є. –Я–Њ—В–Њ–Љ –µ—С –Њ—В–±–µ–ї–Є–≤–∞—О—В –Є –Ї—А–∞—Ж—Г—О—В.
–Ю—Б–Њ–±—Л–є –≤–Є–і –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В —Н–Љ–∞–ї—М –њ–Њ —Д–Є–ї–Є–≥—А–∞–љ–Є. –Ъ–Њ—А–і–Њ–≤—Г—О –њ—А–Њ–≤–Њ–ї–Њ–Ї—Г —Б–≤–Є–≤–∞—О—В –Є–Ј –і–≤—Г—Е —В–Њ–љ–Ї–Є—Е –Ї—А—Г–≥–ї—Л—Е –њ—А–Њ–≤–Њ–ї–Њ–Ї –њ–Њ –Њ–і–љ–Њ–Љ—Г –Є–Ј —Б–ї–µ–і—Г—О—Й–Є—Е —Б–њ–Њ—Б–Њ–±–Њ–≤.
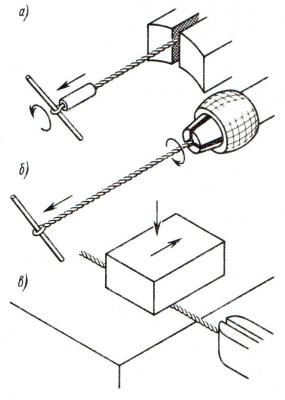
–†–Є—Б. 6. –Ш–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ —Д–Є–ї–Є–≥—А–∞–љ–љ–Њ–є –њ—А–Њ-
–≤–Њ–ї–Њ–Ї–Є:
–∞ — —Б–≤–Є–≤–Ї–∞ –≤—А—Г—З–љ—Г—О; –±——Б –њ–Њ–Љ–Њ—Й—М—О —Б—В–∞–љ–Ї–∞;
–≤——Г–њ–ї–Њ—В–љ–µ–љ–Є–µ –Ї–Њ—А–і–Њ–≤–Њ–є –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є
–Ъ–Њ–љ—Ж—Л –Ї–Њ—А–Њ—В–Ї–Є—Е –Њ—В—А–µ–Ј–Ї–Њ–≤ –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є —Б–≤–Њ–і—П—В –≤–Љ–µ—Б—В–µ –Є –Ј–∞–ґ–Є–Љ–∞—О—В –≤ —В–Є—Б–Ї–∞—Е. –Я—А–Њ–≤–Њ–ї–Њ—З–љ—Г—О –њ–µ—В–ї—О –њ—А–Њ—Б–Њ–≤—Л–≤–∞—О—В —З–µ—А–µ–Ј —В—А—Г–±–Ї—Г, –≤ –њ–µ—В–ї—О –≤—Б—В–∞–≤–ї—П—О—В —В–Њ–љ–Ї–Є–є —Б—В–µ—А–ґ–µ–љ—М. –Ю–і–љ–Њ–є —А—Г–Ї–Њ–є –њ—А–Є–ґ–Є–Љ–∞—О—В —В—А—Г–±–Ї—Г –Ї —Б—В–µ—А–ґ–љ—О, —З—В–Њ–±—Л –љ–∞—В—П–љ—Г—В—М –њ—А–Њ–≤–Њ–ї–Њ–Ї—Г, –∞ –і—А—Г–≥–Њ–є —А—Г–Ї–Њ–є –≤—А–∞—Й–∞—О—В —Б—В–µ—А–ґ–µ–љ—М –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –њ—А–Њ–≤–Њ–ї–Њ—З–Ї–Є –љ–µ –њ–µ—А–µ–њ–ї–µ—В—Г—В—Б—П –і—А—Г–≥ —Б –і—А—Г–≥–Њ–Љ (—А–Є—Б. 6, –∞).
–Х—Б–ї–Є –љ—Г–ґ–љ–Њ –њ–Њ–ї—Г—З–Є—В—М –і–ї–Є–љ–љ—Л–є –Ї–Њ—А–і, —В–Њ –Њ–±–∞ –Ї–Њ–љ—Ж–∞ –њ—А–Њ–≤–Њ–ї–Њ–Ї –Ј–∞–ґ–Є–Љ–∞—О—В –≤ —В—А–µ—Е–Ї—Г–ї–∞—З–Ї–Њ–≤—Л–є –њ–∞—В—А–Њ–љ –љ–µ–±–Њ–ї—М—И–Њ–≥–Њ —Б—В–∞–љ–Ї–∞ –Є–ї–Є –±–Њ—А–Љ–∞—И–Є–љ—Л –Є –≤—Б—В–∞–≤–ї—П—О—В —Б—В–µ—А–ґ–µ–љ—М –≤ –њ—А–Њ–≤–Њ–ї–Њ—З–љ—Г—О –њ–µ—В–ї—О –љ–∞ –і—А—Г–≥–Њ–Љ –Ї–Њ–љ—Ж–µ. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є —Б–Ї—А—Г—З–Є–≤–∞—О—В –≤—А–∞—Й–µ–љ–Є–µ–Љ –њ–∞—В—А–Њ–љ–∞ –Є –љ–∞—В—П–ґ–µ–љ–Є–µ–Љ —А—Г–Ї–Є (—А–Є—Б. 6, –±).
–£–Ї–∞–Ј–∞–љ–љ—Л–Љ–Є —Б–њ–Њ—Б–Њ–±–∞–Љ–Є –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є –Љ–Њ–ґ–љ–Њ —Б–≤–Є—В—М –і–Њ –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л—Е –њ—А–µ–і–µ–ї–Њ–≤, –Њ–±—Г—Б–ї–Њ–≤–ї–µ–љ–љ—Л—Е –љ–∞–њ—А—П–ґ–µ–љ–Є–µ–Љ –Є–Ј–≥–Є–±–∞ –Є –љ–∞–њ—А—П–ґ–µ–љ–Є–µ–Љ –њ—А–Є —А–∞—Б—В—П–ґ–µ–љ–Є–Є: –њ—А–Є –њ–µ—А–µ–≥—А—Г–Ј–Ї–µ —Б–Ї—А—Г—З–µ–љ–љ–∞—П –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞ —А–∞–Ј—А—Л–≤–∞–µ—В—Б—П –≤–Њ –≤—А–µ–Љ—П —Б–Ї—А—Г—З–Є–≤–∞–љ–Є—П. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є —Б–Ї—А—Г—В–Є—В—М –µ—Й–µ –њ–ї–Њ—В–љ–µ–µ, –њ—А–Є–Љ–µ–љ—П—О—В —Б–≤–Њ–±–Њ–і–љ–Њ–µ —Б–Ї—А—Г—З–Є–≤–∞–љ–Є–µ. –°–Ї—А—Г—З–µ–љ–љ—Г—О –њ—А–Њ–≤–Њ–ї–Њ–Ї—Г –Њ—В–ґ–Є–≥–∞—О—В –Є –љ–∞—А–µ–Ј–∞—О—В –љ–∞ –Ї—Г—Б–Ї–Є –і–ї–Є–љ–Њ–є –Њ–Ї–Њ–ї–Њ 30 —Б–Љ. –Ъ–Њ–љ–µ—Ж –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Ј–∞–ґ–Є–Љ–∞—О—В –≤ —А—Г—З–љ—Л–µ —В–Є—Б–Ї–Є (—А–Є—Б. 6., –≤). –Я—А–Њ–≤–Њ–ї–Њ–Ї—Г –Ї–ї–∞–і—Г—В –љ–∞ —Б—В–Њ–ї –Є, –њ—А–Њ—З–љ–Њ —Г–і–µ—А–ґ–Є–≤–∞—П –Ј–∞ –Ј–∞–Ї—А–µ–њ–ї–µ–љ–љ—Л–є –Ї–Њ–љ–µ—Ж, —Б–Ї–∞—В—Л–≤–∞—О—В –µ—Й–µ –њ–ї–Њ—В–љ–µ–µ, –њ—А–Њ–≤–Њ–і—П –њ–Њ –љ–µ–є —Б –љ–∞–ґ–Є–Љ–Њ–Љ –њ–ї–Њ—Б–Ї–Є–Љ –і–µ—А–µ–≤—П–љ–љ—Л–Љ –±—А—Г—Б–Ї–Њ–Љ –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –љ–µ –±—Г–і–µ—В –і–Њ—Б—В–Є–≥–љ—Г—В–∞ –љ—Г–ґ–љ–∞—П –њ–ї–Њ—В–љ–Њ—Б—В—М –≤–Є—В–Ї–Њ–≤. –У–Њ—В–Њ–≤–∞—П —Д–Є–ї–Є–≥—А–∞–љ–љ–∞—П –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞ –і–Њ–ї–ґ–љ–∞ –≤–µ—Б—В–Є —Б–µ–±—П –Ї–∞–Ї –Њ–і–љ–Њ—А–Њ–і–љ–∞—П –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞, —В, –µ. –њ—А–Є –Є–Ј–≥–Є–±–µ –љ–µ –і–Њ–ї–ґ–љ–∞ —А–∞–Ј–і–≤–∞–Є–≤–∞—В—М—Б—П. –Т –Ј–∞–Ї–ї—О—З–µ–љ–Є–µ –њ—А–Њ–≤–Њ–ї–Њ–Ї—Г –µ—Й–µ —А–∞–Ј –Њ—В–ґ–Є–≥–∞—О—В. –Я–Њ—Б–ї–µ —В—А–∞–≤–ї–µ–љ–Є—П –Є –Ї—А–∞—Ж–Њ–≤–Ї–Є –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞ –≥–Њ—В–Њ–≤–∞ –і–ї—П –і–∞–ї—М–љ–µ–є—И–µ–≥–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П.
–Т —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б —Н—Б–Ї–Є–Ј–Њ–Љ –њ—А–Њ–≤–Њ–ї–Њ–Ї—Г –Є–Ј–≥–Є–±–∞—О—В –Є –љ–∞–њ–∞–Є–≤–∞—О—В –љ–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О –њ–Њ–і–ї–Њ–ґ–Ї—Г.
–Ф–ї—П —Д–Є–ї–Є–≥—А–∞–љ–љ—Л—Е —Н–Љ–∞–ї–µ–є –Є —Н–Љ–∞–ї–µ–є –њ–Њ —Б–Ї–∞–љ–љ–Њ–Љ—Г —А–µ–ї—М–µ—Д—Г –њ—А–Њ–≤–Њ–ї–Њ–Ї—Г –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–±—П–Ј–∞—В–µ–ї—М–љ–Њ –љ–∞–њ–∞–Є–≤–∞—В—М. –Э–µ –Њ–±—П–Ј–∞—В–µ–ї—М–љ–Њ –њ–Њ–ї–љ–Њ—Б—В—М—О –њ–Њ–Ї—А—Л–≤–∞—В—М –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Љ–µ—В–∞–ї–ї–∞ —П—З–µ–є–Ї–∞–Љ–Є –Є–Ј –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є: —З–∞—Б—В–Њ –Ї—А–∞—Б–Њ—В–∞ –Ј–∞–Ї–ї—О—З–∞–µ—В—Б—П –Ї–∞–Ї —А–∞–Ј –≤ —З–µ—А–µ–і–Њ–≤–∞–љ–Є–Є –њ–Њ–Ї—А—Л—В—Л—Е —Н–Љ–∞–ї—М—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –Є —З–Є—Б—В–Њ–є –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –Њ—Б–љ–Њ–≤—Л.
–Ґ–∞–Ї –Ї–∞–Ї —Н–Љ–∞–ї—М –љ–∞–љ–Њ—Б—П—В —В–Њ–ї—М–Ї–Њ –Љ–µ—Б—В–∞–Љ–Є, —В–Њ –љ–µ—В –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є, –і–∞ –Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є –љ–∞–љ–Њ—Б–Є—В—М –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М. –ѓ—З–µ–є–Ї–Є –Є–Ј –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є –Ј–∞–њ–Њ–ї–љ—П—О—В —Н–Љ–∞–ї—М—О –і–Њ –Ї—А–∞–µ–≤, —В. –µ. –љ–∞ –њ–Њ–ї–љ—Г—О –≤—Л—Б–Њ—В—Г —П—З–µ–є–Ї–Є. –Я—А–Є –Њ–±–ґ–Є–≥–µ –Њ–±—К–µ–Љ —Н–Љ–∞–ї–µ–≤–Њ–є –Љ–∞—Б—Б—Л –Ј–∞–Љ–µ—В–љ–Њ —Г–Љ–µ–љ—М—И–∞–µ—В—Б—П, —В–∞–Ї –Ї–∞–Ї –њ—А–Є –њ–ї–∞–≤–ї–µ–љ–Є–Є —Н–Љ–∞–ї–µ–≤—Л—Е –Ј–µ—А–µ–љ –Є—Б—З–µ–Ј–∞—О—В –њ—А–Њ–Љ–µ–ґ—Г—В–Њ—З–љ—Л–µ –њ—Г—Б—В–Њ—В—Л.
–Я–Њ—Б–Ї–Њ–ї—М–Ї—Г —А–∞–Ј–Љ—П–≥—З–µ–љ–љ—Л–µ —З–∞—Б—В–Є—Ж—Л —Н–Љ–∞–ї–Є –њ—А–Њ—З–љ–Њ —Г–і–µ—А–ґ–Є–≤–∞—О—В—Б—П –љ–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е –Ї—А–Њ–Љ–Ї–∞—Е, —В–Њ –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞ –њ–Њ–Ї—А—Л–≤–∞–µ—В—Б—П –њ–Њ—З—В–Є –і–Њ –≤—Л—Б–Њ—В—Л –Ј–∞—Б—Л–њ–Ї–Є; —Г–Љ–µ–љ—М—И–µ–љ–Є–µ –Њ–±—К–µ–Љ–∞ –Њ—Б–Њ–±–µ–љ–љ–Њ –Ј–∞–Љ–µ—В–љ–Њ –љ–∞ —Б–µ—А–µ–і–Є–љ–µ —П—З–µ–є–Ї–Є. –≠—В–Њ –њ—А–Є–≤–Њ–і–Є—В –Ї —В–Њ–Љ—Г, —З—В–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є –Є –Ј–∞—В–µ–Љ –Ј–∞—Б—В—Л–≤—И–µ–є –≤ —П—З–µ–є–Ї–µ —Н–Љ–∞–ї–Є —Б—В–∞–љ–Њ–≤–Є—В—Б—П –≤–Њ–≥–љ—Г—В–Њ–є. –Ф–ї—П –Є—Б–њ—А–∞–≤–ї–µ–љ–Є—П —В–∞–Ї–Њ–≥–Њ –і–µ—Д–µ–Ї—В–∞ —П—З–µ–є–Ї–Є —Б–љ–Њ–≤–∞ –љ–∞–њ–Њ–ї–љ—П—О—В —Н–Љ–∞–ї—М—О –Є –Є–Ј–і–µ–ї–Є–µ –Њ–±–ґ–Є–≥–∞—О—В. –≠—В—Г –Њ–њ–µ—А–∞—Ж–Є—О –њ–Њ–≤—В–Њ—А—П—О—В –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Н–Љ–∞–ї–Є –≤ —П—З–µ–є–Ї–µ –љ–µ —Б—В–∞–љ–µ—В —А–Њ–≤–љ–Њ–є. –°–ї–µ–і—Г–µ—В –Њ—В–Љ–µ—В–Є—В—М, —З—В–Њ –њ—А–Є –Ї–∞–ґ–і–Њ–Љ –љ–∞–љ–µ—Б–µ–љ–Є–Є —Н–Љ–∞–ї–Є –Є –Њ–±–ґ–Є–≥–µ, —П—З–µ–є–Ї–∞ —Б—В–∞–љ–Њ–≤–Є—В—Б—П –Љ–µ–љ–µ–µ –≥–ї—Г–±–Њ–Ї–Њ–є.
–Я—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є —Д–Є–ї–Є–≥—А–∞–љ–љ–Њ–є —Н–Љ–∞–ї–Є –њ–Њ—З—В–Є –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ –Њ—В—И–ї–Є—Д–Њ–≤–∞—В—М –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Н–Љ–∞–ї–Є, —В–∞–Ї –Ї–∞–Ї –њ—А–Є —Н—В–Њ–Љ –љ–µ–Є–Ј–±–µ–ґ–љ–Њ —Б–Њ—И–ї–Є—Д–Њ–≤—Л–≤–∞–µ—В—Б—П –≤–Њ–ї–љ–Є—Б—В–Њ—Б—В—М –Ї–∞–љ—В–∞. –Ґ–Њ—З–љ–Њ —В–∞–Ї –ґ–µ –Є–Ј–Љ–µ–љ—П–µ—В—Б—П –њ—А–Є —И–ї–Є—Д–Њ–≤–∞–љ–Є–Є –Є –Ї—А—Г–≥–ї–∞—П –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞. –Ы–Є—И—М –њ—А–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–Є –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є –њ—А—П–Љ–Њ—Г–≥–Њ–ї—М–љ–Њ–≥–Њ —Б–µ—З–µ–љ–Є—П –Љ–Њ–ґ–љ–Њ –Ї–∞–Ї –Ј–∞–Ї–ї—О—З–Є—В–µ–ї—М–љ—Г—О –Њ–њ–µ—А–∞—Ж–Є—О –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М —И–ї–Є—Д–Њ–≤–∞–љ–Є–µ.
–Ъ—А–∞—Б–Њ—В–∞ —Н–Љ–∞–ї–Є –њ–Њ —Б–Ї–∞–љ–љ–Њ–Љ—Г –Њ—А–љ–∞–Љ–µ–љ—В—Г –Ј–∞–Ї–ї—О—З–∞–µ—В—Б—П –≤ —В–Њ–Љ, —З—В–Њ –Љ–Њ–ґ–љ–Њ –љ–∞–љ–µ—Б—В–Є –љ–∞ –Љ–µ—В–∞–ї–ї –љ–µ–ґ–љ—Л–µ, –Є–Ј—П—Й–љ–Њ —Б–Њ—Б—В–∞–≤–ї–µ–љ–љ—Л–µ –Њ—А–љ–∞–Љ–µ–љ—В—Л, –Ї–Њ—В–Њ—А—Л–µ –Њ–±—А–∞–Ј—Г—О—В—Б—П —Б–Њ—З–µ—В–∞–љ–Є–µ–Љ –Є–Ј–Њ–≥–љ—Г—В–Њ–є –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є –Є –Ј–∞–Ї–ї—О—З–µ–љ–љ—Л—Е –≤ –љ–µ–є —Ж–≤–µ—В–Њ–≤—Л—Е –њ—П—В–µ–љ. –†—Г—Б—Б–Ї–Є–µ –Є –≤–µ–љ–≥–µ—А—Б–Ї–Є–µ —Д–Є–ї–Є–≥—А–∞–љ–љ—Л–µ —Н–Љ–∞–ї–Є —Б–Њ —Б—В–Є–ї–Є–Ј–Њ–≤–∞–љ–љ—Л–Љ–Є —Ж–≤–µ—В–∞–Љ–Є, –≤—М—О—Й–Є–Љ–Є—Б—П —А–∞—Б—В–µ–љ–Є—П–Љ–Є —Б–ї—Г–ґ–∞—В —В–Њ–Љ—Г —П—А–Ї–Є–Љ –њ—А–Є–Љ–µ—А–Њ–Љ.
–Я—А–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–Є –њ–Њ —Б–Ї–∞–љ–љ–Њ–Љ—Г —А–µ–ї—М–µ—Д—Г –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г—З–Є—В—Л–≤–∞—В—М –љ–µ–Ї–Њ—В–Њ—А—Л–µ –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П, –Њ–±—Г—Б–ї–Њ–≤–ї–µ–љ–љ—Л–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–Љ–Є –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В—П–Љ–Є.
1. –Я–Њ—Б–Ї–Њ–ї—М–Ї—Г –Ї—А–∞—Б–Њ—В–∞ –Њ—А–љ–∞–Љ–µ–љ—В–∞ –≤ –Њ—Б–љ–Њ–≤–љ–Њ–Љ –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –Є–Ј—П—Й–µ—Б—В–≤–Њ–Љ —Б–Ї–∞–љ–љ—Л—Е –Ї–Њ–љ—В—Г—А–Њ–≤ –Є, –Ї–∞–Ї —Б–ї–µ–і—Б—В–≤–Є–µ, –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –љ–µ–±–Њ–ї—М—И–Њ–є –≤—Л—Б–Њ—В–Њ–є –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є, —В–Њ —Б–ї–Њ–є —Н–Љ–∞–ї–Є –Љ–Њ–ґ–µ—В –±—Л—В—М —В–Њ–ї—М–Ї–Њ —В–Њ–љ–Ї–Є–Љ.
2. –Т —В–Њ–љ–Ї–Њ–Љ —Н–Љ–∞–ї–µ–≤–Њ–Љ —Б–ї–Њ–µ –≤–Њ–Ј–љ–Є–Ї–∞—О—В –љ–∞–њ—А—П–ґ–µ–љ–Є—П, —В–∞–Ї –Ї–∞–Ї –Є–Ј–і–µ–ї–Є–µ –њ–Њ–Ї—А—Л–≤–∞—О—В —Н–Љ–∞–ї—М—О —В–Њ–ї—М–Ї–Њ —Б –Њ–і–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л, —З—В–Њ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ—А–Є–Љ–µ–љ—П—В—М –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л–µ —В–Є–њ—Л —Н–Љ–∞–ї–µ–є. –Т—Б–ї–µ–і—Б—В–≤–Є–µ —Н—В–Њ–≥–Њ —Ж–≤–µ—В–Њ–≤–∞—П –њ–∞–ї–Є—В—А–∞ —Н–Љ–∞–ї–µ–є –Њ–≥—А–∞–љ–Є—З–µ–љ–∞.
–Ф–µ–Ї–Њ—А–∞—В–Є–≤–љ–∞—П –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–∞—П —Н–Љ–∞–ї—М (–Ї–ї—Г–∞–Ј–Њ–љ–µ[5]). –≠—В–∞ —В–µ—Е–љ–Є–Ї–∞ –Њ–±–ї–∞–і–∞–µ—В —Б–ї–µ–і—Г—О—Й–Є–Љ–Є –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В—П–Љ–Є. –Т —П—З–µ–є–Ї–Є, –Њ–≥—А–∞–љ–Є—З–µ–љ–љ—Л–µ –њ–ї–Њ—Б–Ї–Є–Љ–Є –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–Љ–Є –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–∞–Љ–Є, –љ–∞–њ–ї–∞–≤–ї—П—О—В —Н–Љ–∞–ї—М. –ѓ—З–µ–є–Ї–Є –љ–∞–њ–Њ–ї–љ—П—О—В —Н–Љ–∞–ї—М—О –і–Њ –≤–µ—А—Е–љ–µ–≥–Њ –Ї—А–∞—П –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї. –Я–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Є–Ј–і–µ–ї–Є—П —И–ї–Є—Д—Г—О—В —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —З—В–Њ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –Є —Н–Љ–∞–ї—М –ї–µ–ґ–∞—В –≤ –Њ–і–љ–Њ–є –њ–ї–Њ—Б–Ї–Њ—Б—В–Є. –Ґ–Њ–ї—М–Ї–Њ –≤ —Б–ї—Г—З–∞–µ –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П –і–∞–љ–љ—Л—Е —Г—Б–ї–Њ–≤–Є–є –Љ–Њ–ґ–љ–Њ –≥–Њ–≤–Њ—А–Є—В—М –Њ –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї–Є.
–†–∞—Б—Б–Љ–Њ—В—А–Є–Љ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—О –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П —Н–Љ–∞–ї–µ–≤—Л—Е –Є–Ј–і–µ–ї–Є–є –≤ –≤–Є–і–µ –њ–ї–Њ—Б–Ї–Є—Е –њ–ї–∞—Б—В–Є–љ.
–Ш–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –Ј–∞–≥–Њ—В–Њ–≤–Њ–Ї –њ–Њ–і –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є. –Я–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –љ–∞—А–µ–Ј–∞—О—В –Є–Ј —Г–Ј–Ї–Є—Е –ї–Є—Б—В–Њ–≤—Л—Е –њ–Њ–ї–Њ—Б, –љ–Њ —Н—В–Њ—В —Б–њ–Њ—Б–Њ–± –і–Њ–≤–Њ–ї—М–љ–Њ —В—А—Г–і–Њ–µ–Љ–Ї–Є–є. –У–Њ—А–∞–Ј–і–Њ —З–∞—Й–µ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –Є–Ј–≥–Њ—В–∞–≤–ї–Є–≤–∞—О—В –Є–Ј –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є. –Т –≤–∞–ї—М—Ж–∞—Е –њ—А–Њ–≤–Њ–ї–Њ–Ї—Г –њ—А–Њ–Ї–∞—В—Л–≤–∞—О—В –і–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ–є —В–Њ–ї—Й–Є–љ—Л, –Ј–∞—В–µ–Љ –њ—А–Њ—В—П–≥–Є–≤–∞—О—В –µ–µ —З–µ—А–µ–Ј –Ї–≤–∞–і—А–∞—В–љ—Л–є —Д–Є–ї—М–µ—А. –Я—А–Є –Њ—В—Б—Г—В—Б—В–≤–Є–Є —З–µ—В—Л—А–µ—Е–≥—А–∞–љ–љ–Њ–≥–Њ –Њ—В–≤–µ—А—Б—В–Є—П —Д–Є–ї—М–µ—А–∞ –њ—А–Њ–≤–Њ–ї–Њ–Ї—Г –Љ–Њ–ґ–љ–Њ –њ—А–Њ—В—П–љ—Г—В—М —Б–љ–∞—З–∞–ї–∞ —З–µ—А–µ–Ј –Ї—А—Г–≥–ї–Њ–µ –Є –Ј–∞—В–µ–Љ —Б–њ–ї—О—Й–Є—В—М –њ—А–Њ–Ї–∞—В–Ї–Њ–є. –Э–µ–±–Њ–ї—М—И–Њ–µ –Ј–∞–Ї—А—Г–≥–ї–µ–љ–Є–µ —Г–Ј–Ї–Є—Е —Б—В–Њ—А–Њ–љ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –њ—А–∞–Ї—В–Є—З–µ—Б–Ї–Њ–≥–Њ –Ј–љ–∞—З–µ–љ–Є—П –љ–µ –Є–Љ–µ–µ—В. –Т—Л—Б–Њ—В–∞ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –Ј–∞–≤–Є—Б–Є—В –Њ—В —В–Њ–ї—Й–Є–љ—Л —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ —Б–ї–Њ—П, –∞ —И–Є—А–Є–љ–∞ — –Њ—В –Є–Ј—П—Й–µ—Б—В–≤–∞ —А–Є—Б—Г–љ–Ї–∞. –У–Њ—В–Њ–≤—Г—О –Њ—В—А–Є—Е—В–Њ–≤–∞–љ–љ—Г—О (–≤—Л–њ—А—П–Љ–ї–µ–љ–љ—Г—О) –њ–ї–Њ—Б–Ї—Г—О –њ—А–Њ–≤–Њ–ї–Њ–Ї—Г –Њ—В–ґ–Є–≥–∞—О—В, –њ—А–Њ—В—А–∞–≤–ї–Є–≤–∞—О—В –Є –Ї—А–∞—Ж—Г—О—В.
–У–Є–±–Ї–∞ –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї. –Ф–ї—П –≥–Є–±–Ї–Є –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П —Й–Є–њ—Ж—Л. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –љ–∞–±–Њ—А –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–≤ –≤–Ї–ї—О—З–∞–µ—В: –њ–ї–Њ—Б–Ї–Њ–≥—Г–±—Ж—Л, –Њ—Б—В—А—Л–µ –њ–ї–Њ—Б–Ї–Њ–≥—Г–±—Ж—Л, –Ї—А—Г–≥–ї–Њ–≥—Г–±—Ж—Л, –Ї—Г—Б–∞—З–Ї–Є, –∞ —В–∞–Ї–ґ–µ —Й–Є–њ—Ж—Л –і–ї—П –Љ–µ–ї–Ї–Є—Е —А–∞–±–Њ—В –Є –њ–Є–љ—Ж–µ—В—Л.
–Т —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б —А–Є—Б—Г–љ–Ї–Њ–Љ –≤—Л–≥–Є–±–∞—О—В –њ—А–Њ–≤–Њ–ї–Њ–Ї—Г; –і–ї—П —Б—А–∞–≤–љ–µ–љ–Є—П –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї—Г –Ї–∞–ґ–і—Л–є —А–∞–Ј –њ—А–Є–Ї–ї–∞–і—Л–≤–∞—О—В –Ї —А–Є—Б—Г–љ–Ї—Г. –Ф–≤–∞ –Њ–і–Є–љ–∞–Ї–Њ–≤—Л—Е –Є–ї–Є —Б–Є–Љ–Љ–µ—В—А–Є—З–љ—Л—Е –Љ–Њ—В–Є–≤–∞ –Љ–Њ–ґ–љ–Њ –≤—Л–≥–Є–±–∞—В—М –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ, –њ—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ–Њ —Б–ї–Њ–ґ–Є–≤ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є. –Ъ—Г—Б–∞—З–Ї–∞–Љ–Є –≤—Л–њ—А—П–Љ–ї—П—О—В –Ј–∞–≥–љ—Г—В—Л–µ —З–∞—Б—В–Є. –У–Њ—В–Њ–≤—Л–µ –Њ—А–љ–∞–Љ–µ–љ—В—Л –Є–Ј –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є —А–Є—Е—В—Г—О—В –Є –≤—Л—А–∞–≤–љ–Є–≤–∞—О—В –љ–∞ –љ–∞–Ї–Њ–≤–∞–ї—М–љ–µ.
–Я—А–Є —Б–Њ–Ј–і–∞–љ–Є–Є —Н—Б–Ї–Є–Ј–∞ –і–ї—П –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї–Є —Б–ї–µ–і—Г–µ—В —Г—З–Є—В—Л–≤–∞—В—М, —З—В–Њ –Љ–µ–ї–Ї–Є–µ –і–µ—В–∞–ї–Є –њ–ї–Њ—Е–Њ —Д–Є–Ї—Б–Є—А—Г—О—В—Б—П –љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї–µ; —Б–ї–Є—И–Ї–Њ–Љ –і–ї–Є–љ–љ—Л–µ –њ—А—П–Љ—Л–µ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –њ—А–Є –≤—Л—Б–Њ–Ї–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –і–µ—Д–Њ—А–Љ–Є—А—Г—О—В—Б—П –Є –Є–Ј–≥–Є–±–∞—О—В—Б—П. –°–ї–µ–і—Г–µ—В —Б–Њ–µ–і–Є–љ—П—В—М –і–≤–µ –њ—А—П–Љ—Л–µ –њ–Њ–і —Г–≥–ї–Њ–Љ –Є–ї–Є –њ—А—П–Љ—Г—О –Є–Ј–Њ–≥–љ—Г—В—М –≤ –і—Г–≥—Г, –ї–Є–±–Њ –њ—А–Є–і–∞—В—М –µ–є U-–Њ–±—А–∞–Ј–љ—Г—О —Д–Њ—А–Љ—Г. –Х—Б–ї–Є –і–≤–µ –ї–Є–љ–Є–Є –љ–∞ —А–Є—Б—Г–љ–Ї–µ –њ–µ—А–µ—Б–µ–Ї–∞—О—В—Б—П –Є–ї–Є –њ–µ—А–µ–Ї—А–µ—Й–Є–≤–∞—О—В—Б—П, –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є —Б–ї–µ–і—Г–µ—В –ї–Є–±–Њ –і–Њ –њ–Њ–ї–Њ–≤–Є–љ—Л —Б—А–µ–Ј–∞—В—М –Є –≤—Б—В–∞–≤–Є—В—М –і—А—Г–≥ –≤ –і—А—Г–≥–∞, –ї–Є–±–Њ –Љ–µ—Б—В–Њ –њ–µ—А–µ—Б–µ—З–µ–љ–Є—П –Є–Ј–Њ–±—А–∞–Ј–Є—В—М —Б –њ–Њ–Љ–Њ—Й—М—О —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—Л—Е –і—А—Г–≥ –њ—А–Њ—В–Є–≤ –і—А—Г–≥–∞ —Г–≥–Њ–ї—М–љ–Є–Ї–Њ–≤.
–£ –Ї–ї–∞—Б—Б–Є—З–µ—Б–Ї–Є—Е –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–ї–Є—Б—М —В–∞–Ї, —З—В–Њ–±—Л –Њ–љ–Є –≤—Б–µ–≥–і–∞ —Б–Њ—Б—В–∞–≤–ї—П–ї–Є –Ј–∞–Ї—А—Л—В—Г—О —П—З–µ–є–Ї—Г, –Ї–Њ—В–Њ—А—Г—О –Ј–∞–њ–Њ–ї–љ—П–ї–Є —З–∞—Й–µ –≤—Б–µ–≥–Њ —Н–Љ–∞–ї—М—О —В–Њ–ї—М–Ї–Њ –Њ–і–љ–Њ–≥–Њ —Ж–≤–µ—В–∞. –≠—В–Њ—В –њ—А–Є–љ—Ж–Є–њ —Б–Њ–±–ї—О–і–∞–ї–Є –≤ –≤–Є–Ј–∞–љ—В–Є–є—Б–Ї–Є—Е –Є –µ–≤—А–Њ–њ–µ–є—Б–Ї–Є—Е —А–∞–±–Њ—В–∞—Е —Н–њ–Њ—Е–Є —Б—А–µ–і–љ–µ–≤–µ–Ї–Њ–≤—М—П. –Т–Є–Ј–∞–љ—В–Є–є—Б–Ї–Є–µ —Н–Љ–∞–ї—М–µ—А—Л –Њ–±–ї–∞–і–∞–ї–Є —В–Њ–љ–Ї–Є–Љ –≤–Ї—Г—Б–Њ–Љ –Є —Г–Љ–µ–ї–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї–Є –≤—Л—А–∞–Ј–Є—В–µ–ї—М–љ—Л–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –і–∞–љ–љ–Њ–є —В–µ—Е–љ–Є–Ї–Є.
–•–Њ—В—П —В–µ–њ–µ—А—М –Љ–Њ–ґ–љ–Њ –љ–∞–њ–ї–∞–≤–ї—П—В—М –љ–µ–њ—А–Њ–Ј—А–∞—З–љ—Л–µ —Н–Љ–∞–ї–Є —А—П–і–Њ–Љ –±–µ–Ј –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї, —Б–Њ—Е—А–∞–љ—П—П —З–µ—В–Ї–Є–µ –≥—А–∞–љ–Є—Ж—Л, –љ–Њ, –Ї–∞–Ї –Є –≤ –і–∞–≤–љ–Є–µ –≤—А–µ–Љ–µ–љ–∞, —З–µ—В–Ї–Є–µ –Ї–Њ–љ—В—Г—А—Л –Є–Ј–Њ–≥–љ—Г—В—Л—Е –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –≤ –Ї–∞—З–µ—Б—В–≤–µ —Б–њ–µ—Ж–Є—Д–Є—З–µ—Б–Ї–Њ–≥–Њ –Є–Ј–Њ–±—А–∞–Ј–Є—В–µ–ї—М–љ–Њ–≥–Њ —Б—А–µ–і—Б—В–≤–∞ —В–µ—Е–љ–Є–Ї–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П. –Э–Њ–≤—Л–Љ —П–≤–ї—П–µ—В—Б—П —В–Њ, —З—В–Њ –Њ–і–љ—Г —П—З–µ–є–Ї—Г –Љ–Њ–ґ–љ–Њ –Ј–∞–њ–Њ–ї–љ–Є—В—М —Н–Љ–∞–ї—П–Љ–Є –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е —Ж–≤–µ—В–Њ–≤ –Є–ї–Є —Ж–≤–µ—В–Њ–≤—Л—Е –Њ—В—В–µ–љ–Ї–Њ–≤. –Ш–Ј–Њ–±—А–∞–ґ–µ–љ–Є–µ –±—Г–і–µ—В –Љ—П–≥—З–µ, –µ—Б–ї–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –њ–µ—А–µ—Е–Њ–і—Л –Є –њ—А–Њ–Љ–µ–ґ—Г—В–Њ—З–љ—Л–µ —В–Њ–љ–∞. –Я—А–Є —Н—В–Њ–Љ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–∞ —Б–ї—Г–ґ–Є—В –≤ —А–Є—Б—Г–љ–Ї–µ –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л–Љ –Є–Ј–Њ–±—А–∞–Ј–Є—В–µ–ї—М–љ—Л–Љ –Ї–Њ–љ—В—Г—А–Њ–Љ. –Ь–Њ–ґ–љ–Њ –њ–Њ–є—В–Є –і–∞–ї—М—И–µ: –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є —В–Њ–ї—М–Ї–Њ –і–ї—П –љ–∞–Є–±–Њ–ї–µ–µ –≤–∞–ґ–љ—Л—Е –і–µ—В–∞–ї–µ–є –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є—П, –∞ –і—А—Г–≥–Є–µ –і–µ—В–∞–ї–Є –≤—Л–њ–Њ–ї–љ–Є—В—М –≤ —В–µ—Е–љ–Є–Ї–µ –ґ–Є–≤–Њ–њ–Є—Б–љ–Њ–є —Н–Љ–∞–ї–Є. –Ъ–Њ–љ—В—Г—А—Л –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї –љ–∞ –Њ–і–љ–Њ—Ж–≤–µ—В–љ–Њ–є —Н–Љ–∞–ї–Є —Б–Њ–Ј–і–∞—О—В —Н—Д—Д–µ–Ї—В —З–Є—Б—В–Њ –≥—А–∞—Д–Є—З–µ—Б–Ї–Њ–≥–Њ –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є—П.
–Ъ—А–µ–њ–ї–µ–љ–Є–µ –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї. –Т —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–Є —Б —А–Є—Б—Г–љ–Ї–Њ–Љ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –љ–∞–Ї–ї–∞–і—Л–≤–∞—О—В –љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї—Г –Є –њ—А–Є–њ–∞–Є–≤–∞—О—В. –Я—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –љ–µ—Б–ї–Њ–ґ–љ—Л—Е –Љ–Њ—В–Є–≤–Њ–≤ —Б–Њ–≤–µ—А—И–µ–љ–љ–Њ –љ–µ –Њ–±—П–Ј–∞—В–µ–ї—М–љ–Њ –љ–∞–њ–∞–Є–≤–∞—В—М –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є: —Б—Ж–µ–њ–ї–µ–љ–Є—П –Є—Е —Б –љ–∞–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є —Н–Љ–∞–ї—М—О –≤–њ–Њ–ї–љ–µ –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –Є—Е –њ—А–Њ—З–љ–Њ –Є –љ–∞–і–µ–ґ–љ–Њ –Ј–∞–Ї—А–µ–њ–Є—В—М. –Я–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г—Б—В–∞–љ–Њ–≤–Є—В—М –љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї—Г –Є –Ј–∞–њ–Њ–ї–љ–Є—В—М —П—З–µ–є–Ї–Є —Н–Љ–∞–ї—М—О. –Ъ–Њ–љ–µ—З–љ–Њ, –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –ї–µ–≥–Ї–Њ —Б–Љ–µ—Й–∞—О—В—Б—П, –Є —Н–Љ–∞–ї—М —Б–ї–µ–і—Г–µ—В –љ–∞–љ–Њ—Б–Є—В—М —Б –Њ—Б–Њ–±–Њ–є –Њ—Б—В–Њ—А–Њ–ґ–љ–Њ—Б—В—М—О.
–Ш–љ–Њ–≥–і–∞, –µ—Б–ї–Є —Е–Њ—В—П—В –Њ–±–Њ–є—В–Є—Б—М –±–µ–Ј –њ–∞–є–Ї–Є, –њ—А–Є–Ї–ї–µ–Є–≤–∞—О—В –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї—Г —В—А–∞–≥–∞–љ—В–Њ–Љ[6]. –Ф–ї—П —Н—В–Њ–є —Ж–µ–ї–Є –≤–њ–Њ–ї–љ–µ –њ–Њ–і—Е–Њ–і–Є—В –Ї–ї–µ–є –С–§-6. –Э–∞ —Б—В–µ–Ї–ї—П–љ–љ—Г—О –њ–ї–∞—Б—В–Є–љ–Ї—Г –љ–∞–љ–Њ—Б—П—В –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –Ї–∞–њ–µ–ї—М –Ї–ї–µ—П, —Б–ї–µ–≥–Ї–∞ —Б–Љ–∞—З–Є–≤–∞—О—В –Є–Љ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї—Г, –њ—А–Є–і–µ—А–ґ–Є–≤–∞—П –µ–µ –њ–Є–љ—Ж–µ—В–Њ–Љ. –Ч–∞—В–µ–Љ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї—Г —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В –љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї—Г. –Х—Б–ї–Є –њ–Њ–і–ї–Њ–ґ–Ї–∞ –њ–Њ–Ї—А—Л—В–∞ —Б–µ—А–µ–±—А—П–љ–Њ–є —Д–Њ–ї—М–≥–Њ–є, —В–Њ —Н—В–Њ –µ–і–Є–љ—Б—В–≤–µ–љ–љ—Л–є —Б–њ–Њ—Б–Њ–± –Ј–∞–Ї—А–µ–њ–Є—В—М –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є.
–Я—А–Є –њ–Њ–Ї—А—Л—В–Є–Є –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Д–Њ–љ–і–Њ–љ–Њ–Љ, –Ї–∞–Ї —Н—В–Њ —З–∞—Б—В–Њ –њ—А–∞–Ї—В–Є–Ї—Г–µ—В—Б—П –љ–∞ –Љ–µ–і–Є, —Е–Њ—А–Њ—И–Њ –Ј–∞—А–µ–Ї–Њ–Љ–µ–љ–і–Њ–≤–∞–ї —Б–µ–±—П —Б–ї–µ–і—Г—О—Й–Є–є —Б–њ–Њ—Б–Њ–±: –љ–∞ –њ–ї–∞—Б—В–Є–љ—Г –љ–∞–љ–Њ—Б—П—В —В–Њ–љ–Ї–Є–є —Б–њ–ї–Њ—И–љ–Њ–є –Ї—А–Њ—О—Й–Є–є —Б–ї–Њ–є —Д–Њ–љ–і–Њ–љ–∞ –Є –Њ–±–ґ–Є–≥–∞—О—В. –†–Є—Б—Г–љ–Њ–Ї –Љ–Њ–ґ–љ–Њ –≤—Л—Ж–∞—А–∞–њ–∞—В—М –љ–∞ –Љ–µ—В–∞–ї–ї–µ –Ј–∞—А–∞–љ–µ–µ. –Ю–љ –±—Г–і–µ—В –њ—А–Њ—Б–≤–µ—З–Є–≤–∞—В—М —Б–Ї–≤–Њ–Ј—М –њ—А–Њ–Ј—А–∞—З–љ—Г—О —Н–Љ–∞–ї—М. –Я–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є, —Б–Љ–Њ—З–µ–љ–љ—Л–µ –љ–µ–±–Њ–ї—М—И–Є–Љ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ–Љ —В—А–∞–≥–∞–љ—В–∞, —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В –њ–Њ —А–Є—Б—Г–љ–Ї—Г –љ–∞ —Д–Њ–љ–і–Њ–љ. –Я–Њ—Б–ї–µ —В–Њ–≥–Њ –Ї–∞–Ї –Ї–ї–µ–є —Е–Њ—А–Њ—И–Њ –њ—А–Њ—Б–Њ—Е–љ–µ—В, –њ–ї–∞—Б—В–Є–љ—Г –њ–Њ–Љ–µ—Й–∞—О—В –≤ –њ–µ—З—М, –Є –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –њ–Њ–≥—А—Г–ґ–∞—О—В –≤ —А–∞–Ј–Љ—П–≥—З–µ–љ–љ—Л–є —Д–Њ–љ–і–Њ–љ. –Я–ї–∞—Б—В–Є–љ—Г –≤—Л–љ–Є–Љ–∞—О—В –Є–Ј –њ–µ—З–Є. –Я–Є–љ—Ж–µ—В–Њ–Љ –љ–µ–Љ–љ–Њ–≥–Њ –≤—Л–њ—А–∞–≤–ї—П—О—В –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є, –≤–і–∞–≤–Є–≤ –Є—Е –≤ –µ—Й–µ –љ–µ –Њ—Б—В—Л–≤—И—Г—О –Љ—П–≥–Ї—Г—О –≥—А—Г–љ—В–Њ–≤—Г—О —Н–Љ–∞–ї—М. –≠—В–Њ—В —А–∞—Ж–Є–Њ–љ–∞–ї—М–љ—Л–є –Є –љ–∞–і–µ–ґ–љ—Л–є —Б–њ–Њ—Б–Њ–± –Њ—Б–Њ–±–µ–љ–љ–Њ —З–∞—Б—В–Њ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –і–ї—П –±–Њ–ї—М—И–Є—Е –Љ–µ–і–љ—Л—Е –њ–ї–∞—Б—В–Є–љ. –Я–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –±—Л—Б—В—А–Њ –Є –љ–∞–і–µ–ґ–љ–Њ —Д–Є–Ї—Б–Є—А—Г—О—В—Б—П.
4.3. –Т—Л–µ–Љ—З–∞—В–∞—П —Н–Љ–∞–ї—М (—И–∞–Љ–њ–ї–µ–≤–µ[7]). –Х—Б–ї–Є –і–ї—П –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї–Є –њ—А–Є–Љ–µ–љ—П—О—В –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є —В–Њ–ї—М–Ї–Њ –Њ–і–Є–љ–∞–Ї–Њ–≤–Њ–є —И–Є—А–Є–љ—Л, —В–Њ —В–µ—Е–љ–Є–Ї–∞ –≤—Л–µ–Љ—З–∞—В–Њ–є —Н–Љ–∞–ї–Є –њ—А–µ–і—Г—Б–Љ–∞—В—А–Є–≤–∞–µ—В –њ–Њ–ї—Г—З–µ–љ–Є–µ –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї —А–∞–Ј–ї–Є—З–љ–Њ–є —В–Њ–ї—Й–Є–љ—Л –Є —Б–≤–Њ–±–Њ–і–љ—Л—Е –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є.
–Т—Л–µ–Љ—З–∞—В–∞—П —Н–Љ–∞–ї—М –њ–Њ–і—А–∞–Ј—Г–Љ–µ–≤–∞–µ—В —Б–Њ—З–µ—В–∞–љ–Є—П —А–∞–Ј–ї–Є—З–љ—Л—Е –њ—А–Є–µ–Љ–Њ–≤. –Э–∞–њ—А–Є–Љ–µ—А, –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є–µ –≤—Л–њ–Њ–ї–љ—П—О—В —В–∞–Ї, —З—В–Њ —Ж–≤–µ—В–љ–∞—П —Н–Љ–∞–ї—М –њ–Њ–Ї—А—Л–≤–∞–µ—В –≤—Б—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М, –Є –Њ—Б—В–∞—О—В—Б—П —В–Њ–ї—М–Ї–Њ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–µ –Ї–Њ–љ—В—Г—А–љ—Л–µ –ї–Є–љ–Є–Є, –ї–Є–±–Њ –љ–∞–Њ–±–Њ—А–Њ—В —Н–Љ–∞–ї–Є—А—Г—О—В —З–µ—А–љ–Њ–є —Н–Љ–∞–ї—М—О —В–Њ–ї—М–Ї–Њ –≥—А–∞–≤–Є—А–Њ–≤–∞–љ–љ—Л–є —И—В—А–Є—Е–Њ–≤–Њ–є —А–Є—Б—Г–љ–Њ–Ї. –Ь–Њ–ґ–љ–Њ –Њ—Б–љ–Њ–≤—Г —Н–Љ–∞–ї–Є—А–Њ–≤–∞—В—М —Ж–≤–µ—В–љ–Њ–є —Н–Љ–∞–ї—М—О, –∞ –њ–ї–Њ—Б–Ї–Њ—Б—В–љ—Л–µ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–µ –і–µ—В–∞–ї–Є –Њ–ґ–Є–≤–Є—В—М –≥—А–∞–≤–Є—А–Њ–≤–∞–љ–љ—Л–Љ —И—В—А–Є—Е–Њ–≤—Л–Љ —А–Є—Б—Г–љ–Ї–Њ–Љ, –Ј–∞–њ–Њ–ї–љ–µ–љ–љ—Л–Љ —З–µ—А–љ–Њ–є —Н–Љ–∞–ї—М—О.
–Т—Л–µ–Љ–Ї–Є –Љ–Њ–≥—Г—В –±—Л—В—М —Г–ґ–µ —Б—Д–Њ—А–Љ–Є—А–Њ–≤–∞–љ—Л –љ–∞ –ї–Є—В–Њ–Љ –Є–Ј–і–µ–ї–Є–Є. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –Њ–љ–Є –Љ–Њ–≥—Г—В –±—Л—В—М –≤—Л–≥—А–∞–≤–Є—А–Њ–≤–∞–љ—Л, –њ—А–Њ—З–µ–Ї–∞–љ–µ–љ—Л, –њ—А–Њ—А–µ–Ј–∞–љ—Л —И—В–Є—Е–µ–ї–µ–Љ –Є , –љ–∞–Ї–Њ–љ–µ—Ж, –њ—А–Њ—В—А–∞–≤–ї–µ–љ—Л –≤ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞. –Ф–ї—П —В—А–∞–≤–ї–µ–љ–Є—П –Љ–µ–і–Є –Є —В–Њ–Љ–њ–∞–Ї–∞ –њ—А–Є–Љ–µ–љ—П—О—В —А–∞—Б—В–≤–Њ—А —Е–ї–Њ—А–Є–і–∞ –ґ–µ–ї–µ–Ј–∞: 400 –≥—А Fe(III)-Cl –љ–∞ 1 –ї –≤–Њ–і—Л.
–Э–∞–љ–µ—Б–µ–љ–Є–µ —Н–Љ–∞–ї–Є –≤ –≤—Л–µ–Љ–Ї–Є –Є —П—З–µ–є–Ї–Є. –ѓ—З–µ–є–Ї–Є –Є –≤—Л–µ–Љ–Ї–Є –Ј–∞–њ–Њ–ї–љ—П—О—В –Њ—В —Б–µ—А–µ–і–Є–љ—Л –Є –Њ—Б—В–Њ—А–Њ–ґ–љ–Њ —Б–Љ–µ—Й–∞—О—В —Н–Љ–∞–ї—М –≤ —Г–≥–ї—Л. –Ф–ї—П –њ—А–µ–і–Њ—В–≤—А–∞—Й–µ–љ–Є—П –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—П –њ—Г—Б—В–Њ—В —Б—В–∞–ї—М–љ—Л–Љ —И–њ–∞—В–µ–ї–µ–Љ –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ —А–∞–Ј –≤–µ—А—В–Є–Ї–∞–ї—М–љ–Њ –њ—А–Њ–Ї–∞–ї—Л–≤–∞—О—В —Н–Љ–∞–ї—М –і–Њ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –Њ—Б–љ–Њ–≤—Л, —З—В–Њ–±—Л —Г–і–∞–ї–Є—В—М –њ—Г–Ј—Л—А—М–Ї–Є –≤–Њ–Ј–і—Г—Е–∞ –Є —Г–њ–ї–Њ—В–љ–Є—В—М —Н–Љ–∞–ї—М. –Я—Г—Б—В–Њ—В—Л –Њ—Б–Њ–±–µ–љ–љ–Њ —З–∞—Б—В–Њ –Њ–±—А–∞–Ј—Г—О—В—Б—П –≤ —Г–Ј–Ї–Є—Е —П—З–µ–є–Ї–∞—Е –Є –≤—Л–µ–Љ–Ї–∞—Е –Є —Г –Њ—Б–љ–Њ–≤–∞–љ–Є—П, –≥–і–µ —Н–Љ–∞–ї—М –љ–µ –њ–Њ–ї–љ–Њ—Б—В—М—О —Б–Љ–∞—З–Є–≤–∞–µ—В –Љ–µ—В–∞–ї–ї. –Т —В–∞–Ї–Є—Е —Б–ї—Г—З–∞—П—Е –±–µ—А—Г—В —Б—Г—Е–Њ–є —Н–Љ–∞–ї–µ–≤—Л–є –њ–Њ—А–Њ—И–Њ–Ї –Є —В–Њ–љ–Ї–Є–Љ —И—В–Є—Д—В–Њ–Љ –і–ї—П –љ–∞–љ–µ—Б–µ–љ–Є—П —Н–Љ–∞–ї–Є –Ј–∞–њ–Њ–ї–љ—П—О—В –Є–Љ —П—З–µ–є–Ї–Є, —З—В–Њ–±—Л —Н–Љ–∞–ї—М —Г–њ–ї–Њ—В–љ–Є–ї–∞—Б—М –і–Њ –Њ—Б–љ–Њ–≤–∞–љ–Є—П.
–°–љ–∞—З–∞–ї–∞ —Н–Љ–∞–ї—М—О –Ј–∞–њ–Њ–ї–љ—П—О—В –Љ–∞–ї–µ–љ—М–Ї–Є–µ, –∞ –Ј–∞—В–µ–Љ –±–Њ–ї—М—И–Є–µ —П—З–µ–є–Ї–Є –Є–ї–Є –≤—Л–µ–Љ–Ї–Є. –¶–µ–ї–µ—Б–Њ–Њ–±—А–∞–Ј–љ–Њ —В–∞–Ї–ґ–µ –љ–µ –Ј–∞–њ–Њ–ї–љ—П—В—М —Б—А–∞–Ј—Г –Њ–і–љ—Г –Ј–∞ –і—А—Г–≥–Њ–є —Б–Њ—Б–µ–і–љ–Є–µ —П—З–µ–є–Ї–Є, –∞ —Б–Љ–Њ—В—А—П –њ–Њ –Њ–±—Б—В–Њ—П—В–µ–ї—М—Б—В–≤–∞–Љ –Њ–і–љ—Г –њ—А–Њ–њ—Г—Б–Ї–∞—В—М. –Я–Њ—В–Њ–Љ —Г–і–∞–ї–Є—В—М –Є–Ј–ї–Є—И–љ—О—О –≤–Њ–і—Г –Є –Ј–∞–њ–Њ–ї–љ–Є—В—М –Њ—Б—В–∞–≤—И–Є–µ—Б—П —П—З–µ–є–Ї–Є. –Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –Љ–Њ–ґ–љ–Њ –Є–Ј–±–µ–ґ–∞—В—М –Ј–∞—В–µ–Ї–∞–љ–Є—П —Н–Љ–∞–ї–µ–є –Њ–і–љ–∞ –љ–∞ –і—А—Г–≥—Г—О.
–Э–µ —Б–ї–µ–і—Г–µ—В –Ј–∞–њ–Њ–ї–љ—П—В—М —П—З–µ–є–Ї–Є —Б—А–∞–Ј—Г –љ–∞ –≤—Б—О –≥–ї—Г–±–Є–љ—Г, —В–∞–Ї –Ї–∞–Ї —В–Њ–ї—Б—В—Л–µ —Б–ї–Њ–Є —Н–Љ–∞–ї–Є –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ —Б—В–∞–љ–Њ–≤—П—В—Б—П –њ–Њ—А–Є—Б—В—Л–Љ–Є –Є –Љ—Г—В–љ—Л–Љ–Є. –Э–∞–Є–±–Њ–ї–µ–µ —П—А–Ї–Њ —Н—В–Њ –њ—А–Њ—П–≤–ї—П–µ—В—Б—П —Г –њ—А–Њ–Ј—А–∞—З–љ—Л—Е —Н–Љ–∞–ї–µ–є. –Т–љ–∞—З–∞–ї–µ —Н–Љ–∞–ї–Є –љ–∞–љ–Њ—Б—П—В —Б—В–Њ–ї—М–Ї–Њ, —З—В–Њ–±—Л –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ –Њ—Б–љ–Њ–≤–∞–љ–Є–µ —П—З–µ–µ–Ї –Є –≤—Л–µ–Љ–Њ–Ї –±—Л–ї–Њ –ї–Є—И—М —Б–ї–µ–≥–Ї–∞ –њ–Њ–Ї—А—Л—В–Њ —Н–Љ–∞–ї—М—О.
–Я—А–Є –њ–µ—А–≤–Њ–Љ –Њ–±–ґ–Є–≥–µ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–µ –Ї—А–∞—П –Є –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –Њ–Ї–Є—Б–ї—П—О—В—Б—П, —В–∞–Ї –Ї–∞–Ї –Њ–љ–Є –љ–µ –њ–Њ–Ї—А—Л—В—Л —Н–Љ–∞–ї—М—О. –Т —В–∞–Ї–Є—Е —Б–ї—Г—З–∞—П—Е –њ–µ—А–µ–і –љ–∞–љ–µ—Б–µ–љ–Є–µ–Љ —Н–Љ–∞–ї–Є –Ї–∞–љ—В—Л –Є –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –Љ–Њ–ґ–љ–Њ —Б–Љ–∞–Ј–∞—В—М —А–∞—Б—В–≤–Њ—А–Њ–Љ –±–Њ—А–љ–Њ–є –Ї–Є—Б–ї–Њ—В—Л.
–Ю–±—Л—З–љ–Њ –≤—Б–µ–≥–і–∞ —Б–ї–µ–і—Г–µ—В —Б–љ–∞—З–∞–ї–∞ —Н–Љ–∞–ї–Є—А–Њ–≤–∞—В—М –Њ–±—А–∞—В–љ—Г—О —Б—В–Њ—А–Њ–љ—Г –Є–Ј–і–µ–ї–Є—П, –∞ –Ј–∞—В–µ–Љ –ї–Є—Ж–µ–≤—Г—О. –Я—А–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–Є –љ–µ–±–Њ–ї—М—И–Є—Е –Є–Ј–і–µ–ї–Є–є –Љ–Њ–ґ–љ–Њ –Њ–±–µ —Б—В–Њ—А–Њ–љ—Л –Њ–±–ґ–µ—З—М –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ. –Я—А–Є —Н—В–Њ–Љ —Б–љ–∞—З–∞–ї–∞ –њ–Њ–Ї—А—Л–≤–∞–µ—В—Б—П —Н–Љ–∞–ї—М—О –ї–Є—Ж–µ–≤–∞—П —Б—В–Њ—А–Њ–љ–∞. –Ч–∞—В–µ–Љ –Є–Ј–і–µ–ї–Є–µ —Б —Н–Љ–∞–ї—М—О, –Ї–Њ—В–Њ—А–∞—П –љ–∞—Е–Њ–і–Є—В—Б—П –≤–Њ –≤–ї–∞–ґ–љ–Њ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є, –Њ—Б—В–Њ—А–Њ–ґ–љ–Њ –њ–Њ–≤–Њ—А–∞—З–Є–≤–∞—О—В –Є, –µ—Б–ї–Є –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, —Г–і–µ—А–ґ–Є–≤–∞—П –Є–Ј–і–µ–ї–Є–µ –Љ–µ–ґ–і—Г –њ–∞–ї—М—Ж–∞–Љ–Є, –њ–Њ–Ї—А—Л–≤–∞—О—В –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М—О. –Ъ–Њ–љ—В—А—Н–Љ–∞–ї—М –і–Њ–ї–ґ–љ–∞ –љ–∞–љ–Њ—Б–Є—В—М—Б—П —А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ, –љ–Њ –љ–µ —Б–ї–Є—И–Ї–Њ–Љ —В–Њ–ї—Б—В—Л–Љ —Б–ї–Њ–µ–Љ, —В–∞–Ї –Ї–∞–Ї —В–Њ–ї—Б—В—Л–µ —Б–ї–Њ–Є –њ—А–Є –Њ–±–ґ–Є–≥–µ —Б–Ї–∞–ї—Л–≤–∞—О—В—Б—П —Б –Љ–µ—В–∞–ї–ї–∞.
–Т –љ–µ–Ї–Њ—В–Њ—А—Л—Е —Б–ї—Г—З–∞—П—Е —Н–Љ–∞–ї—М —Б–Љ–µ—И–Є–≤–∞—О—В —Б –љ–µ–±–Њ–ї—М—И–Є–Љ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ–Љ —В—А–∞–≥–∞–љ—В–∞, —З—В–Њ–±—Л –і–Њ –Њ–±–ґ–Є–≥–∞ –њ–Њ–≤—Л—Б–Є—В—М —Б—Ж–µ–њ–ї–µ–љ–Є–µ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ—А–Њ—И–Ї–∞ —Б –Њ—Б–љ–Њ–≤–Њ–є.
–Я—А–Є —А–∞–±–Њ—В–µ –≤ —В–µ—Е–љ–Є–Ї–µ –≤—Л–µ–Љ—З–∞—В–Њ–є —Н–Љ–∞–ї–Є –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –љ–∞–љ–µ—Б—В–Є –Є –Њ–±–ґ–µ—З—М —Н–Љ–∞–ї—М –і–≤–∞–ґ–і—Л, –∞ –Є–љ–Њ–≥–і–∞ –Љ–Њ–ґ–љ–Њ –љ–∞–љ–µ—Б—В–Є —Н–Љ–∞–ї–Є –Ј–∞ –Њ–і–Є–љ –њ—А–Є–µ–Љ. –Ъ–∞–Ї —Н—В–Њ –±—Л–ї–Њ –Њ–њ–Є—Б–∞–љ–Њ —А–∞–љ–µ–µ, —П—З–µ–є–Ї–∞ –Ј–∞–њ–Њ–ї–љ—П–µ—В—Б—П —Н–Љ–∞–ї—М—О –і–Њ –≤–µ—А—Е–љ–µ–≥–Њ –Ї—А–∞—П –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є. –Ґ–∞–Ї –Ї–∞–Ї –Њ–±—К–µ–Љ —Н–Љ–∞–ї–Є –њ—А–Є —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–Є–Є —Г–Љ–µ–љ—М—И–∞–µ—В—Б—П, –≤ —Б–µ—А–µ–і–Є–љ–µ —П—З–µ–є–Ї–Є –Њ–љ–∞ –Њ—Б–µ–і–∞–µ—В. –Я–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –µ–µ –њ—А–Є–Њ–±—А–µ—В–∞–µ—В —Д–Њ—А–Љ—Г –≤–Њ–≥–љ—Г—В–Њ–≥–Њ –Љ–µ–љ–Є—Б–Ї–∞. –Я—А–Є —Н—В–Њ–Љ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В –Є–≥—А–∞ —Б–≤–µ—В–∞ –Є —В–µ–љ–Є —Г –≤–Њ–Ј–≤—Л—И–∞—О—Й–Є—Е—Б—П –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї –Є —Н—Д—Д–µ–Ї—В –Њ—В—А–∞–ґ–µ–љ–Є—П —Б–≤–µ—В–∞ –≤ –≤–Њ–≥–љ—Г—В—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П—Е. –£ –њ—А–Њ–Ј—А–∞—З–љ—Л—Е —Н–Љ–∞–ї–µ–є –і–Њ–±–∞–≤–ї—П–µ—В—Б—П –µ—Й–µ —Н—Д—Д–µ–Ї—В —Б–≤–µ—В–Њ–њ—А–µ–ї–Њ–Љ–ї–µ–љ–Є—П –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —В–Њ–ї—Й–Є–љ—Л —Б–ї–Њ—П –≤ —П—З–µ–є–Ї–µ
–Я—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї–Є —Б–ї–µ–і—Г–µ—В –љ–∞–љ–Њ—Б–Є—В—М –Є –Њ–±–ґ–Є–≥–∞—В—М —Н–Љ–∞–ї—М –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –≤—Б–µ —П—З–µ–є–Ї–Є –њ–Њ–ї–љ–Њ—Б—В—М—О –љ–µ –Ј–∞–њ–Њ–ї–љ—П—В—Б—П —Н–Љ–∞–ї—М—О.
–Э–µ–Ї–Њ—В–Њ—А—Л–µ —Н–Љ–∞–ї–Є (–Њ—Б–Њ–±–µ–љ–љ–Њ –љ–µ–њ—А–Њ–Ј—А–∞—З–љ—Л–µ –Ї—А–∞—Б–љ—Л–µ) –њ—А–Є –Љ–љ–Њ–≥–Њ–Ї—А–∞—В–љ—Л—Е –Њ–±–ґ–Є–≥–∞—Е –Є–Ј–Љ–µ–љ—П—О—В —Ж–≤–µ—В, –њ–Њ—Н—В–Њ–Љ—Г –Є—Е —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –њ–Њ–ї–љ–Њ—Б—В—М—О –љ–∞–љ–Њ—Б–Є—В—М –Ј–∞ –і–≤–∞ –њ—А–Є–µ–Љ–∞.
4.4. –Ю–±—А–∞–±–Њ—В–Ї–∞ —О–≤–µ–ї–Є—А–љ—Л—Е —Н–Љ–∞–ї–µ–є –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞
–®–ї–Є—Д–Њ–≤–∞–љ–Є–µ. –Я–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Г—О, –≤—Л–µ–Љ—З–∞—В—Г—О –Є —Д–Є–ї–Є–≥—А–∞–љ–љ—Г—О —Н–Љ–∞–ї–Є –њ–Њ—Б–ї–µ –Њ–Ї–Њ–љ—З–∞—В–µ–ї—М–љ–Њ–≥–Њ –Њ–±–ґ–Є–≥–∞ —И–ї–Є—Д—Г—О—В –±—А—Г—Б–Ї–∞–Љ–Є –Є–Ј –Ї–∞—А–±–Њ—А—Г–љ–і–∞ —А–∞–Ј–ї–Є—З–љ–Њ–є –Ј–µ—А–љ–Є—Б—В–Њ—Б—В–Є (–њ—А–µ–і–њ–Њ—З—В–Є—В–µ–ї—М–љ–Њ –Ї–≤–∞–і—А–∞—В–љ—Л–Љ–Є).
–Ґ–∞–Ї –Ї–∞–Ї —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–∞—П —Н–Љ–∞–ї—М –і–Њ–ї–ґ–љ–∞ —Б–Њ–њ—А–Є–Ї–∞—Б–∞—В—М—Б—П —Б –Ї–Є—Б–ї–Њ—В–∞–Љ–Є –Ї–∞–Ї –Љ–Њ–ґ–љ–Њ –Љ–µ–љ—М—И–µ, –µ–µ –њ–µ—А–µ–і —И–ї–Є—Д–Њ–≤–∞–љ–Є–µ–Љ –љ–µ –њ—А–Њ—В—А–∞–≤–ї–Є–≤–∞—О—В; –Њ–Ї–Є—Б–ї—Л –Љ–µ—В–∞–ї–ї–Њ–≤ –њ—А–Є —И–ї–Є—Д–Њ–≤–∞–љ–Є–Є —Г–і–∞–ї—П—О—В –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є.
–Я–Њ–Ї—А—Л—В–Њ–µ —Н–Љ–∞–ї—М—О –Є–Ј–і–µ–ї–Є–µ —Г–Ї–ї–∞–і—Л–≤–∞—О—В –љ–∞ –Љ—П–≥–Ї—Г—О –њ–Њ–і—Б—В–Є–ї–Ї—Г (–±—Г–Љ–∞–≥—Г –Є–ї–Є —В–Ї–∞–љ—М), –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Н–Љ–∞–ї–Є –Є –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–µ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—В —И–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–Љ –±—А—Г—Б–Ї–Њ–Љ —Б –≤–Њ–і–Њ–є. –®–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–є –±—А—Г—Б–Њ–Ї –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–±—П–Ј–∞—В–µ–ї—М–љ–Њ –≤—А–µ–Љ—П –Њ—В –≤—А–µ–Љ–µ–љ–Є –њ—А–Њ–Љ—Л–≤–∞—В—М –≤–Њ–і–Њ–є. –Т –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ —Г–і–∞–ї—П–µ–Љ—Л–µ —З–∞—Б—В–Є—Ж—Л —Н–Љ–∞–ї–Є –Ј–∞–і–µ—А–ґ–Є–≤–∞—О—В—Б—П –≤ –њ–Њ—А–∞—Е —И–ї–Є—Д–Њ–≤–∞–ї—М–љ–Њ–≥–Њ –±—А—Г—Б–Ї–∞, –≤—Б–ї–µ–і—Б—В–≤–Є–µ —З–µ–≥–Њ –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Н–Љ–∞–ї–Є –њ–Њ—П–≤–ї—П—О—В—Б—П —Ж–∞—А–∞–њ–Є–љ—Л –Є –љ–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –љ–µ–њ—А–µ—А—Л–≤–љ–Њ–≥–Њ —Б—К–µ–Љ–∞ —Н–Љ–∞–ї–Є. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, —З–∞—Б—В–Є—Ж—Л –∞–±—А–∞–Ј–Є–≤–∞ –Љ–Њ–≥—Г—В –≤–љ–µ–і—А–Є—В—М—Б—П –≤ –Љ–µ–ї—М—З–∞–є—И–Є–µ –њ–Њ—А—Л —Н–Љ–∞–ї–Є.
–Э–∞—З–Є–љ–∞—О—В –Њ–±—А–∞–±–Њ—В–Ї—Г –љ–∞–Є–±–Њ–ї–µ–µ –≥—А—Г–±—Л–Љ –∞–±—А–∞–Ј–Є–≤–Њ–Љ –Є –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—В –Є–Ј–і–µ–ї–Є–µ –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –љ–µ –њ–Њ–Ї–∞–ґ—Г—В—Б—П –≤—Б–µ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–µ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є. –Ч–∞—В–µ–Љ –Є–Ј–і–µ–ї–Є–µ –њ—А–Њ–Љ—Л–≤–∞—О—В, —Г–±–Є—А–∞—О—В —А–∞–±–Њ—З–µ–µ –Љ–µ—Б—В–Њ –Є —И–ї–Є—Д—Г—О—В –∞–±—А–∞–Ј–Є–≤–љ—Л–Љ–Є –±—А—Г—Б–Ї–∞–Љ–Є —Б—А–µ–і–љ–µ–є –Ј–µ—А–љ–Є—Б—В–Њ—Б—В–Є –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –Є –і—А—Г–≥–Є–µ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–µ —З–∞—Б—В–Є –љ–µ –±—Г–і—Г—В –±–ї–µ—Б—В–µ—В—М. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Є–Ј–і–µ–ї–Є–µ —Б–љ–Њ–≤–∞ —В—Й–∞—В–µ–ї—М–љ–Њ –њ—А–Њ–Љ—Л–≤–∞—О—В –Є –њ–Њ–і–≤–µ—А–≥–∞—О—В –њ–Њ–ї–Є—А–Њ–≤–∞–љ–Є—О –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –≤—Б–µ —Ж–∞—А–∞–њ–Є–љ—Л –Є –≤–Є–і–Є–Љ—Л–µ —Б–ї–µ–і—Л —И–ї–Є—Д–Њ–≤–Ї–Є –љ–µ –±—Г–і—Г—В –ї–Є–Ї–≤–Є–і–Є—А–Њ–≤–∞–љ—Л.
–Ъ–∞–Ї –Є –њ—А–Є –Њ–±—А–∞–±–Њ—В–Ї–µ –Љ–µ—В–∞–ї–ї–∞, –љ–∞–њ–Є–ї—М–љ–Є–Ї–Њ–Љ, –≤ –і–∞–љ–љ–Њ–Љ —Б–ї—Г—З–∞–µ —Б–ї–µ–і—Г–µ—В –њ—А–Є –Ї–∞–ґ–і–Њ–є –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–є –±–Њ–ї–µ–µ —В–Њ–љ–Ї–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–µ –Љ–µ–љ—П—В—М –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ —И–ї–Є—Д–Њ–≤–∞–љ–Є—П. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–Њ–Љ–љ–Є—В—М, —З—В–Њ –њ—А–Є —И–ї–Є—Д–Њ–≤–∞–љ–Є–Є —Б–љ–Є–Љ–∞–µ—В—Б—П –љ–µ —В–Њ–ї—М–Ї–Њ –Є–Ј–ї–Є—И–љ—П—П —Н–Љ–∞–ї—М –Є –Њ–±–љ–∞–ґ–∞–µ—В—Б—П –Љ–µ—В–∞–ї–ї, –љ–Њ –Љ–Њ–≥—Г—В —В–∞–Ї–ґ–µ –Њ–±–љ–∞–ґ–Є—В—М—Б—П –ї–µ–ґ–∞—Й–Є–µ –љ–Є–ґ–µ —Б–ї–Њ–Є —Н–Љ–∞–ї–Є –і—А—Г–≥–Њ–≥–Њ —Ж–≤–µ—В–∞ –Є —П—А–Ї–Њ—Б—В–Є. –Ч–∞–і—Г–Љ–∞–љ–љ–∞—П –Ј–∞—А–∞–љ–µ–µ —В–∞–Ї–∞—П –њ—А–Њ—И–ї–Є—Д–Њ–≤–Ї–∞ –Љ–Њ–ґ–µ—В —Б–Њ–Ј–і–∞—В—М –Є–љ—В–µ—А–µ—Б–љ—Л–є —Н—Д—Д–µ–Ї—В, –љ–Њ –µ—Б–ї–Є –Њ–љ–∞ –љ–µ –њ—А–µ–і—Г—Б–Љ–Њ—В—А–µ–љ–∞ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л–Љ –Ј–∞–Љ—Л—Б–ї–Њ–Љ, —В–Њ –≤—Б—П –њ—А–Њ–і–µ–ї–∞–љ–љ–∞—П —А–∞–љ–µ–µ —А–∞–±–Њ—В–∞ –±—Г–і–µ—В —Б–≤–µ–і–µ–љ–∞ –Ї –љ—Г–ї—О.
–Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –Њ–њ–µ—А–∞—Ж–Є—П —И–ї–Є—Д–Њ–≤–∞–љ–Є—П –Ј–∞—Б–ї—Г–ґ–Є–≤–∞–µ—В –±–Њ–ї—М—И–µ–≥–Њ –≤–љ–Є–Љ–∞–љ–Є—П, —З–µ–Љ –µ–є –Њ–±—Л—З–љ–Њ —Г–і–µ–ї—П–µ—В—Б—П. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –≤–Њ–≤—А–µ–Љ—П –њ–µ—А–µ–є—В–Є –Ї –±–Њ–ї–µ–µ —В–Њ–љ–Ї–Њ–Љ—Г —И–ї–Є—Д–Њ–≤–∞–љ–Є—О. –Ю—Б–Њ–±–µ–љ–љ–Њ –Њ—Б—В–Њ—А–Њ–ґ–љ–Њ –і–Њ–ї–ґ–љ–∞ —И–ї–Є—Д–Њ–≤–∞—В—М—Б—П —В–Њ–љ–Ї–∞—П, –Ј–∞–њ–Њ–ї–љ–µ–љ–љ–∞—П —Н–Љ–∞–ї—М—О –≥—А–∞–≤–Є—А–Њ–≤–Ї–∞, –≥–і–µ –≤—Л–µ–Љ–Ї–Є –Њ—З–µ–љ—М –љ–µ–≥–ї—Г–±–Њ–Ї–Є. –Ю—Б–Њ–±—Г—О –Њ—Б—В–Њ—А–Њ–ґ–љ–Њ—Б—В—М —Б–ї–µ–і—Г–µ—В —В–∞–Ї–ґ–µ —Б–Њ–±–ї—О–і–∞—В—М –њ—А–Є —И–ї–Є—Д–Њ–≤–∞–љ–Є–Є –Ї—А–∞–µ–≤ –њ–ї–∞—Б—В–Є–љ–Њ–Ї —Б –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї—М—О –Є –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї, –Ї–Њ—В–Њ—А—Л–µ –±–ї–Є–Ј–Ї–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ—Л –Ї –љ–∞—А—Г–ґ–љ–Њ–Љ—Г –Ї—А–∞—О, —З—В–Њ–±—Л –љ–µ —Б–Њ—А–≤–∞—В—М —Н–Љ–∞–ї—М —И–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–Љ –±—А—Г—Б–Ї–Њ–Љ. –Т —Н—В–Є—Е —Б–ї—Г—З–∞—П—Е —И–ї–Є—Д–Њ–≤–∞–љ–Є–µ —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М –Њ—В –Ї—А–∞—П –Ї —Б–µ—А–µ–і–Є–љ–µ.
–≠–Љ–∞–ї–Є –Љ–Њ–ґ–љ–Њ –Њ–±—А–∞–±–∞—В—Л–≤–∞—В—М —В–∞–Ї–ґ–µ –љ–∞ —И–ї–Є—Д–Њ–≤–∞–ї—М–љ–Њ–є –Љ–∞—И–Є–љ–Ї–µ —Б –≤—А–∞—Й–∞—О—Й–Є–Љ—Б—П –Ї–∞—А–±–Њ—А—Г–љ–і–Њ–Љ, –љ–Њ –Њ—З–µ–љ—М –Њ—Б—В–Њ—А–Њ–ґ–љ–Њ, —В–∞–Ї –Ї–∞–Ї –њ—А–Њ—Ж–µ—Б—Б —И–ї–Є—Д–Њ–≤–∞–љ–Є—П –≤ —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –µ—Й–µ —В—А—Г–і–љ–µ–µ –Ї–Њ–љ—В—А–Њ–ї–Є—А–Њ–≤–∞—В—М.
–Я—А–Њ–Љ—Л–≤–Ї–∞. –≠—В—Г —А–∞–±–Њ—В—Г —З–∞—Б—В–Њ –љ–µ–і–Њ–Њ—Ж–µ–љ–Є–≤–∞—О—В. –Х—Б–ї–Є –њ–Њ—Б–ї–µ –њ—А–Њ–Љ—Л–≤–Ї–Є –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Н–Љ–∞–ї–Є –Њ—Б—В–∞–љ—Г—В—Б—П —З–∞—Б—В–Є—Ж—Л –∞–±—А–∞–Ј–Є–≤–∞, —В–Њ –њ—А–Є –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–Љ –Њ–±–ґ–Є–≥–µ –Њ–љ–Є –≤–ґ–Є–≥–∞—О—В—Б—П –≤ —Н–Љ–∞–ї—М –≤ –≤–Є–і–µ —Б–µ—А—Л—Е —В–Њ—З–µ–Ї –Є –Є—Е –њ–Њ—З—В–Є –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ —Г–і–∞–ї–Є—В—М. –Ю—Б—В–∞—В–Ї–Є –∞–±—А–∞–Ј–Є–≤–∞ —Б —Н–Љ–∞–ї–µ–≤–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–Њ—Б–ї–µ —И–ї–Є—Д–Њ–≤–∞–љ–Є—П —Г–і–∞–ї—П—О—В —Б—В–µ–Ї–ї—П–љ–љ–Њ–є (–Є–ї–Є –Ј—Г–±–љ–Њ–є) —Й–µ—В–Ї–Њ–є –њ–Њ–і —Б—В—А—Г–µ–є –≤–Њ–і—Л, —Г–і–µ—А–ґ–Є–≤–∞—П –Є–Ј–і–µ–ї–Є–µ –≤ –≤–µ—А—В–Є–Ї–∞–ї—М–љ–Њ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є. –Я—А–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є –µ–≥–Њ –Ї–Є–њ—П—В—П—В –≤ –≤–Њ–і–µ —Б–Њ —Б—В–Є—А–∞–ї—М–љ—Л–Љ –њ–Њ—А–Њ—И–Ї–Њ–Љ —И–ї–Є—Д–Њ–≤–∞–ї—М–љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М—О –≤–љ–Є–Ј –Є –Ј–∞—В–µ–Љ –њ—А–Њ–Љ—Л–≤–∞—О—В. –Я–Њ—Б–ї–µ –њ—А–Њ–Љ—Л–≤–Ї–Є –Є–Ј–і–µ–ї–Є–µ –њ—А–Њ—В–Є—А–∞—О—В –±—П–Ј—М—О –Є–ї–Є —Д–Є–ї—М—В—А–Њ–≤–∞–ї—М–љ–Њ–є –±—Г–Љ–∞–≥–Њ–є. –Ш–љ–Њ–≥–і–∞ —Б–µ—А—Л–µ –≤–Ї–ї—О—З–µ–љ–Є—П, —В. –µ. –∞–±—А–∞–Ј–Є–≤, –Ј–∞—Б—В—А—П–≤—И–Є–є –≤ —А–∞—Б—И–Є—А—П—О—Й–Є—Е—Б—П –Ї –љ–Є–Ј—Г –њ–Њ—А–∞—Е, –њ—А–Є –њ—А–Њ–Љ—Л–≤–Ї–µ –љ–µ –Љ–Њ–≥—Г—В –±—Л—В—М –њ–Њ–ї–љ–Њ—Б—В—М—О —Г–і–∞–ї–µ–љ—Л. –Ґ–Њ–≥–і–∞ –њ–Њ—А—Л –Њ—Б—В–Њ—А–Њ–ґ–љ–Њ –њ—А–Њ—З–Є—Й–∞—О—В –Є–≥–Њ–ї–Ї–Њ–є –Є –њ—А–Њ–Љ—Л–≤–∞—О—В –Є–Ј–і–µ–ї–Є–µ –µ—Й–µ —А–∞–Ј. –Я—А–Њ–Љ—Л–≤–Ї–∞ —В—А–µ–±—Г–µ—В —В–µ—А–њ–µ–љ–Є—П. –Ч–∞–Ї–ї—О—З–Є—В–µ–ї—М–љ—Л–є –Ї–Њ–љ—В—А–Њ–ї—М —Б–ї–µ–і—Г–µ—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –њ–Њ–і –ї—Г–њ–Њ–є. –Ґ–Њ, —З—В–Њ –њ–Њ—Б–ї–µ —И–ї–Є—Д–Њ–≤–∞–љ–Є—П –љ–µ —В–∞–Ї –Њ—В—З–µ—В–ї–Є–≤–Њ –±—А–Њ—Б–∞–µ—В—Б—П –≤ –≥–ї–∞–Ј–∞, –њ—А–Њ—П–≤–ї—П–µ—В—Б—П –њ–Њ—Б–ї–µ –±–ї–µ—Б—В—П—Й–µ–≥–Њ –Њ–±–ґ–Є–≥–∞.
–Ю–≥–љ–µ–љ–љ–Њ–µ –њ–Њ–ї–Є—А–Њ–≤–∞–љ–Є–µ. –Я–µ—А–µ–і –њ–Њ—Б–ї–µ–і–љ–Є–Љ –Њ–±–ґ–Є–≥–Њ–Љ –њ–Њ—Б–ї–µ —И–ї–Є—Д–Њ–≤–∞–љ–Є—П —Н–Љ–∞–ї–Є –Ї—А—Г–њ–љ—Л–µ –њ–Њ—А—Л –Ј–∞–њ–Њ–ї–љ—П—О—В –љ–µ—Б–Ї–Њ–ї—М–Ї–Є–Љ–Є –Ј–µ—А–љ—Л—И–Ї–∞–Љ–Є —Н–Љ–∞–ї–Є. –Ш–Ј–і–µ–ї–Є–µ —Б —Е–Њ—А–Њ—И–Њ –Њ—З–Є—Й–µ–љ–љ–Њ–є –Љ–∞—В–Њ–≤–Њ –Њ—В—И–ї–Є—Д–Њ–≤–∞–љ–љ–Њ–є —Н–Љ–∞–ї–µ–≤–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М—О –≤ –њ–Њ—Б–ї–µ–і–љ–Є–є —А–∞–Ј –њ–Њ–Љ–µ—Й–∞—О—В –≤ –≥–Њ—А—П—З—Г—О –Љ—Г—Д–µ–ї—М–љ—Г—О –њ–µ—З—М. –Я—А–Є –≤—Л—Б–Њ–Ї–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –Є–Ј-–Ј–∞ –љ–µ–Њ–і–Є–љ–∞–Ї–Њ–≤–Њ–≥–Њ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П —Н–Љ–∞–ї–Є –Є –Љ–µ—В–∞–ї–ї–∞ –≤ —Н–Љ–∞–ї–µ–≤–Њ–Љ —Б–ї–Њ–µ –Њ–±—А–∞–Ј—Г—О—В—Б—П —Б–љ–∞—З–∞–ї–∞ —В—А–µ—Й–Є–љ—Л, –Ї–Њ—В–Њ—А—Л–µ —Б –њ–Њ–≤—Л—И–µ–љ–Є–µ–Љ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –Њ–њ—П—В—М –Ј–∞–њ–ї–∞–≤–ї—П—О—В—Б—П. –Ъ–Њ–≥–і–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Н–Љ–∞–ї–Є –Ј–∞–±–ї–µ—Б—В–Є—В, –Є–Ј–і–µ–ї–Є–µ —В–Њ—В—З–∞—Б –ґ–µ –≤—Л–љ–Є–Љ–∞—О—В –Є–Ј –њ–µ—З–Є. –С–Њ–ї—М—И–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ –Є–Љ–µ–µ—В —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Њ–±–ґ–Є–≥–∞: —З–µ–Љ –Њ–љ–∞ –≤—Л—И–µ, —В–µ–Љ —Б–Є–ї—М–љ–µ–µ –±–ї–µ—Б–Ї —Н–Љ–∞–ї–Є. –Э–µ –њ–Њ–Ї—А—Л—В—Л–µ —Н–Љ–∞–ї—М—О –Љ–µ–і–љ—Л–µ —З–∞—Б—В–Є –Њ–Ї–Є—Б–ї—П—О—В—Б—П –љ–µ–Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ, –∞ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–Є –Є –Ї—А–∞—П –Љ–Њ–ґ–љ–Њ –і–Њ—А–∞–±–Њ—В–∞—В—М —И–∞–±–µ—А–Њ–Љ –Є–ї–Є –Њ—В—И–ї–Є—Д–Њ–≤–∞—В—М, –љ–µ –њ–Њ–і–≤–µ—А–≥–∞—П –Є–Ј–і–µ–ї–Є–µ —В—А–∞–≤–ї–µ–љ–Є—О. –Х—Б–ї–Є –њ—А–Є–Љ–µ–љ—П–µ—В—Б—П –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –Ї–Є—Б–ї–Њ—В–Њ—Б—В–Њ–є–Ї–∞—П —Н–Љ–∞–ї—М, —В–Њ —В—А–∞–≤–ї–µ–љ–Є–µ –Є –Ї—А–∞—Ж–µ–≤–∞–љ–Є–µ –њ—А–Њ–Є–Ј–≤–Њ–і—П—В —В–∞–Ї –ґ–µ, –Ї–∞–Ї –Њ—В–Њ–ґ–ґ–µ–љ–љ—Л—Е –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е –њ—А–µ–і–Љ–µ—В–Њ–≤. –Ы–µ–≥–Ї–Њ–њ–ї–∞–≤–Ї–Є–µ –љ–µ–њ—А–Њ–Ј—А–∞—З–љ—Л–µ —Н–Љ–∞–ї–Є –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ –њ—А–Є –≤—Л—Б–Њ–Ї–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –Є–љ–Њ–≥–і–∞ –Њ–њ–∞–ї–Є—Б—Ж–Є—А—Г—О—В, –∞ –Њ–њ–∞–ї–Њ–≤—Л–µ —Н–Љ–∞–ї–Є —Б—В–∞–љ–Њ–≤—П—В—Б—П —Б–Њ–≤—Б–µ–Љ –њ—А–Њ–Ј—А–∞—З–љ—Л–Љ–Є. –Т —В–∞–Ї–Є—Е —Б–ї—Г—З–∞—П—Е –і–ї—П –≤–Њ—Б—Б—В–∞–љ–Њ–≤–ї–µ–љ–Є—П —Ж–≤–µ—В–∞ —Н–Љ–∞–ї–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ—Е–ї–∞–і–Є—В—М –Є–Ј–і–µ–ї–Є–µ –Є —Г–Љ–µ–љ—М—И–Є—В—М —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г –њ–µ—З–Є. –Ч–∞—В–µ–Љ —Б–ї–µ–і—Г–µ—В –Њ—Б—В–∞–≤–Є—В—М –Є–Ј–і–µ–ї–Є–µ —Б —Н–Љ–∞–ї—М—О –≤ —Г–Љ–µ—А–µ–љ–љ–Њ –љ–∞–≥—А–µ—В–Њ–є –њ–µ—З–Є –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ —Н–Љ–∞–ї—М –љ–µ —А–∞—Б–њ–ї–∞–≤–Є—В—Б—П –Є –љ–µ –њ—А–Њ–Є–Ј–Њ–є–і–µ—В –Є–Ј–Љ–µ–љ–µ–љ–Є–µ —Ж–≤–µ—В–∞. –Я—А–Є —Н—В–Њ–Љ —Б–ї–µ–і—Г–µ—В —Б—В—А–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї–Є—А–Њ–≤–∞—В—М —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г.
–У–ї—П–љ—Ж–µ–≤–Њ–µ —И–ї–Є—Д–Њ–≤–∞–љ–Є–µ. –Э–µ–њ—А–Њ–Ј—А–∞—З–љ—Л–µ —Н–Љ–∞–ї–Є, –њ—А–Њ—И–µ–і—И–Є–µ –Њ–≥–љ–µ–љ–љ–Њ–µ –њ–Њ–ї–Є—А–Њ–≤–∞–љ–Є–µ, –≤—Л–≥–ї—П–і—П—В –Ј–∞—З–∞—Б—В—Г—О —Б–ї–Є—И–Ї–Њ–Љ –≥—А—Г–±—Л–Љ–Є –Є —И–µ—А–Њ—Е–Њ–≤–∞—В—Л–Љ–Є. –І—В–Њ–±—Л –њ–Њ–ї—Г—З–Є—В—М –±–ї–µ—Б—В—П—Й—Г—О —Н–Љ–∞–ї–µ–≤—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Б —И–µ–ї–Ї–Њ–≤–Є—Б—В—Л–Љ –Љ–µ—А—Ж–∞–љ–Є–µ–Љ, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ–Њ –Њ—В—И–ї–Є—Д–Њ–≤–∞–љ–љ—Л–µ –Ї–∞—А–±–Њ—А—Г–љ–і–Њ–≤—Л–Љ–Є –±—А—Г—Б–Ї–∞–Љ–Є —Н–Љ–∞–ї–Є –і–Њ—А–∞–±–Њ—В–∞—В—М —И–ї–Є—Д–Њ–≤–∞–ї—М–љ–Њ–є –±—Г–Љ–∞–≥–Њ–є —Б –≤–Њ–і–Њ–є: —Б–љ–∞—З–∞–ї–∞ –Ї—А—Г–њ–љ–Њ–Ј–µ—А–љ–Є—Б—В–Њ–є, –∞ –Ј–∞—В–µ–Љ —Б –±–Њ–ї–µ–µ –Љ–µ–ї–Ї–Є–Љ –Ј–µ—А–љ–Њ–Љ. –Я—А–Є —Б–Љ–µ–љ–µ —И–Ї—Г—А–Ї–Є —Б–ї–µ–і—Г–µ—В –Љ–µ–љ—П—В—М –Є –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ —И–ї–Є—Д–Њ–≤–∞–љ–Є—П. –≠—В–Њ—В –њ—А–Њ—Ж–µ—Б—Б –і–Њ–ї–ґ–µ–љ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М—Б—П —Б –Њ–±–Є–ї—М–љ—Л–Љ –і–Њ–±–∞–≤–ї–µ–љ–Є–µ–Љ –≤–Њ–і—Л, —З—В–Њ–±—Л —Г–і–∞–ї—П–ї–Є—Б—М –Њ—В—Е–Њ–і—Л —И–ї–Є—Д–Њ–≤–∞–љ–Є—П.
–†–∞–Ј—Г–Љ–µ–µ—В—Б—П, –њ–Њ—Б–ї–µ –≥–ї—П–љ—Ж–µ–≤–Њ–≥–Њ —И–ї–Є—Д–Њ–≤–∞–љ–Є—П –Є–Ј–і–µ–ї–Є–µ —В—Й–∞—В–µ–ї—М–љ–Њ –њ—А–Њ–Љ—Л–≤–∞—О—В –Є –њ—А–Њ—Б—Г—И–Є–≤–∞—О—В. –Ю—В –Ј–µ—А–љ–Є—Б—В–Њ–є –±—Г–Љ–∞–≥–Є, –Ї–Њ—В–Њ—А–Њ–є –њ—А–Њ–Є–Ј–≤–Њ–і–Є–ї–Њ—Б—М –Ј–∞–Ї–ї—О—З–Є—В–µ–ї—М–љ–Њ–µ —И–ї–Є—Д–Њ–≤–∞–љ–Є–µ, –Ј–∞–≤–Є—Б–Є—В –Ї–∞—З–µ—Б—В–≤–Њ —Н–Љ–∞–ї–µ–≤–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є.
–°—Г—Е—Г—О —Н–Љ–∞–ї–µ–≤—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Љ–Њ–ґ–љ–Њ —Б–ї–µ–≥–Ї–∞ –љ–∞–≥—А–µ—В—М, –Є –Љ—П–≥–Ї–Њ–є —Б–∞–ї—Д–µ—В–Ї–Њ–є –≤—В–µ—А–µ—В—М –љ–µ–Љ–љ–Њ–≥–Њ –њ–∞—А–∞—Д–Є–љ–∞. –С–ї–∞–≥–Њ–і–∞—А—П —Н—В–Њ–Љ—Г –Ј–∞–Ї—А–Њ—О—В—Б—П –Њ—Б—В–∞–≤—И–Є–µ—Б—П –Љ–µ–ї—М—З–∞–є—И–Є–µ –њ–Њ—А—Л, –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –њ—А–Є–Њ–±—А–µ—В–µ—В —И–µ–ї–Ї–Њ–≤–Є—Б—В—Л–є –±–ї–µ—Б–Ї, –∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–µ —З–∞—Б—В–Є –±—Г–і—Г—В –Ј–∞—Й–Є—Й–µ–љ—Л –Њ—В –Њ–Ї–Є—Б–ї–µ–љ–Є—П.
–У–ї—П–љ—Ж–µ–≤–Њ–µ –њ–Њ–ї–Є—А–Њ–≤–∞–љ–Є–µ. –Ф–ї—П –љ–µ–Ї–Њ—В–Њ—А—Л—Е –Є–Ј–і–µ–ї–Є–є –Њ–≥–љ–µ–љ–љ–Њ–µ –њ–Њ–ї–Є—А–Њ–≤–∞–љ–Є–µ –Њ–њ–∞—Б–љ–Њ –Є–ї–Є –Є–Ј —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Б–Њ–Њ–±—А–∞–ґ–µ–љ–Є–є –љ–µ–ґ–µ–ї–∞—В–µ–ї—М–љ–Њ. –Т —В–∞–Ї–Є—Е —Б–ї—Г—З–∞—П—Е –Є–Ј–і–µ–ї–Є–µ –њ–Њ–і–≤–µ—А–≥–∞—О—В —В–Њ–ї—М–Ї–Њ –≥–ї—П–љ—Ж–µ–≤–Њ–Љ—Г —И–ї–Є—Д–Њ–≤–∞–љ–Є—О.
–°–Њ–≤—А–µ–Љ–µ–љ–љ–∞—П —В–µ—Е–љ–Њ–ї–Њ–≥–Є—П –Њ–±—А–∞–±–Њ—В–Ї–Є —Н–Љ–∞–ї–Є –љ–µ —В–∞–Ї —В—А—Г–і–Њ–µ–Љ–Ї–∞, –Ї–∞–Ї –≤ —Б—А–µ–і–љ–µ–≤–µ–Ї–Њ–≤—М–µ. –Т —З–∞—Б—В–љ–Њ—Б—В–Є, –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ –њ–Њ—А–Њ—И–Ї–∞ –Ї–Њ—А—Г–љ–і–∞ –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ –Њ–±–ї–µ–≥—З–∞–µ—В –њ–Њ–ї–Є—А–Њ–≤–∞–љ–Є–µ. –Ш–Ј —Н—В–Њ–≥–Њ –њ–Њ—А–Њ—И–Ї–∞ –Є –≤–Њ–і—Л –Ј–∞–Љ–µ—И–Є–≤–∞—О—В –Ї–∞—И–Є—Ж—Г, –Ї–Њ—В–Њ—А—Г—О –љ–∞–Љ–∞–Ј—Л–≤–∞—О—В –љ–∞ —Б–≤–Є–љ—Г—О –Ї–Њ–ґ—Г, –Є –Ј–∞—В–µ–Љ –њ–Њ–і –ї–µ–≥–Ї–Є–Љ –љ–∞–ґ–Є–Љ–Њ–Љ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–љ—Г—О –њ–ї–∞—Б—В–Є–љ–Ї—Г –њ–Њ–ї–Є—А—Г—О—В –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –љ–µ –±—Г–і–µ—В –і–Њ—Б—В–Є–≥–љ—Г—В–∞ –ґ–µ–ї–∞–µ–Љ–∞—П —Б—В–µ–њ–µ–љ—М –њ–Њ–ї–Є—А–Њ–≤–Ї–Є.
–Х—Б–ї–Є –≤–Њ –≤—А–µ–Љ—П –Њ–≥–љ–µ–љ–љ–Њ–≥–Њ –њ–Њ–ї–Є—А–Њ–≤–∞–љ–Є—П –Љ–Њ–≥—Г—В –Њ—Б—В–∞—В—М—Б—П –ї–µ–≥–Ї–Є–µ –љ–µ—А–Њ–≤–љ–Њ—Б—В–Є, —В–Њ –њ–Њ—Б–ї–µ –≥–ї—П–љ—Ж–µ–≤–Њ–≥–Њ –њ–Њ–ї–Є—А–Њ–≤–∞–љ–Є—П –Њ–±—А–∞–Ј—Г–µ—В—Б—П –≥–ї–∞–і–Ї–∞—П, –Ї–∞–Ї –Ј–µ—А–Ї–∞–ї–Њ, –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М. –Ф–ї—П –≤—Б–µ—Е –≤–Є–і–Њ–≤ –Њ–±—А–∞–±–Њ—В–Ї–Є —Н–Љ–∞–ї–µ–≤–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –љ–µ —Б–ї–µ–і—Г–µ—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Г–њ–Њ—В—А–µ–±–ї—П–µ–Љ—Л–µ –і–ї—П –Љ–µ—В–∞–ї–ї–Њ–≤ —И–ї–Є—Д–Њ–≤–∞–ї—М–љ—Л–µ –Є –њ–Њ–ї–Є—А–Њ–≤–∞–ї—М–љ—Л–µ –њ–∞—Б—В—Л, —В–∞–Ї –Ї–∞–Ї –Є—Е –Њ—Б—В–∞—В–Ї–Є –Є–Ј-–Ј–∞ –≤—Л—Б–Њ–Ї–Њ–≥–Њ —Б–Њ–і–µ—А–ґ–∞–љ–Є—П –ґ–Є—А–∞ –њ—А–Њ—З–љ–Њ —Г–і–µ—А–ґ–Є–≤–∞—О—В—Б—П –≤ –њ–Њ—А–∞—Е, –Њ—Б—В–∞–≤–ї—П—П –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Н–Љ–∞–ї–Є —З–µ—А–љ—Л–µ –њ—П—В–љ–∞, –Ї–Њ—В–Њ—А—Л–µ –і–Њ–≤–Њ–ї—М–љ–Њ —Б–ї–Њ–ґ–љ–Њ —Г–і–∞–ї–Є—В—М.
5. –Ц–Є–≤–Њ–њ–Є—Б–љ–∞—П —Н–Љ–∞–ї—М, —А–Њ—Б–њ–Є—Б—М –љ–∞–і–≥–ї–∞–Ј—Г—А–љ—Л–Љ–Є –Ї—А–∞—Б–Ї–∞–Љ–Є
I-–Ш–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –њ–Њ–і–ї–Њ–ґ–Ї–Є –њ–Њ–і –ґ–Є–≤–Њ–њ–Є—Б–љ—Г—О —Н–Љ–∞–ї—М.
{C}1. –Я–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –њ–Њ–і–ї–Њ–ґ–Ї–Є.
{C}2. –Я–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ —Н–Љ–∞–ї–Є.
{C}3. –Э–∞–љ–µ—Б–µ–љ–Є–µ —Н–Љ–∞–ї–Є.
{C}4. –°—Г—И–Ї–∞ —Н–Љ–∞–ї–Є.
{C}5. –Ю–±–ґ–Є–≥ —Н–Љ–∞–ї–Є.
II-–Я—А–Њ—Ж–µ—Б—Б —А–Њ—Б–њ–Є—Б–Є –њ–Њ —Н–Љ–∞–ї–Є.
{C}1. –Я–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –Ї—А–∞—Б–Њ–Ї –Ї —А–Њ—Б–њ–Є—Б–Є.
{C}2. –Э–∞–љ–µ—Б–µ–љ–Є–µ –Ї—А–∞—Б–Њ–Ї –љ–∞ —Н–Љ–∞–ї–µ–≤—Г—О –њ–Њ–і–ї–Њ–ґ–Ї—Г.
{C}3. –Ю–±–ґ–Є–≥ –ґ–Є–≤–Њ–њ–Є—Б–Є –љ–∞ —Н–Љ–∞–ї–Є.
–Я–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –њ–Њ–і–ї–Њ–ґ–Ї–Є. –Т –Ї–∞—З–µ—Б—В–≤–µ –Њ—Б–љ–Њ–≤—Л –і–ї—П –љ–∞–љ–µ—Б–µ–љ–Є—П —Н–Љ–∞–ї–Є, –Ї–Њ—В–Њ—А–∞—П –≤ –њ–Њ—Б–ї–µ–і—Б—В–≤–Є–Є –±—Г–і–µ—В —А–∞—Б–њ–Є—Б—Л–≤–∞—В—М—Б—П, –±–µ—А—Г—В –Њ–±—Л—З–љ–Њ —В–Њ–љ–Ї—Г—О –Љ–µ–і–љ—Г—О –њ–ї–∞—Б—В–Є–љ—Г –Љ–∞—А–Ї–Є –Ь1. –Я–Њ—Б–ї–µ–і–љ–µ–є –≤—А—Г—З–љ—Г—О –Є–ї–Є –љ–∞ —И—В–∞–Љ–њ–Њ–≤–Њ—З–љ–Њ–є –Љ–∞—И–Є–љ–µ –њ—А–Є–і–∞—О—В –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Г—О —Д–Њ—А–Љ—Г. –Ю–±—П–Ј–∞—В–µ–ї—М–љ—Л–Љ –њ—А–Є —Н—В–Њ–Љ —П–≤–ї—П–µ—В—Б—П –≤—Л–Ї–Њ–ї–∞—З–Є–≤–∞–љ–Є–µ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є, –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ –Ї–Њ—В–Њ—А–Њ–є –Њ–љ–∞ –њ—А–Є–љ–Є–Љ–∞–µ—В –љ–µ–Љ–љ–Њ–≥–Њ –≤—Л–≥–љ—Г—В—Г—О —Д–Њ—А–Љ—Г. –Я—А–Є –Њ–±–ґ–Є–≥–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –і–µ—Д–Њ—А–Љ–∞—Ж–Є—П –Є–Ј–і–µ–ї–Є–є. –Ф–µ—Д–Њ—А–Љ–∞—Ж–Є—П –Љ–Є–љ–Є–Љ–∞–ї—М–љ–∞ —Г —Б–ї–µ–≥–Ї–∞ –≤—Л–≥–љ—Г—В—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є.
–Ґ–Њ–ї—Й–Є–љ–∞ –њ–ї–∞—Б—В–Є–љ—Л –Ј–∞–≤–Є—В –Њ—В —А–∞–Ј–Љ–µ—А–∞ –Є–Ј–і–µ–ї–Є—П: –і–Њ 50 –Љ–Љ –Њ–±—Л—З–љ–Њ –±–µ—А—Г—В –њ–ї–∞—Б—В–Є–љ—Л 0,3 - 0,5–Љ–Љ; –µ—Б–ї–Є –і–Є–∞–Љ–µ—В—А –±–Њ–ї—М—И–µ - –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –ї–Є—Б—В–Њ–≤–Њ–є –Љ–µ—В–∞–ї–ї —В–Њ–ї—Й–Є–љ–Њ–є –Њ–Ї–Њ–ї–Њ 1,0 –Љ–Љ.
–Я–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ —Б–Њ—Б—В–Њ–Є—В —Б–ї–µ–і—Г—О—Й–Є—Е –Њ–њ–µ—А–∞—Ж–Є–є:
1-–Ј–∞—З–Є—Б—В–Ї–Є –љ–∞ –Ї—А–∞—Ж–Њ–≤–Њ—З–љ—Л—Е —Й–µ—В–Ї–∞—Е;
2- –Њ—В–±–µ–ї–Є–≤–∞–љ–Є–µ;
3-–њ—А–Њ–ґ–Є–≥–∞–љ–Є–µ.
–Ю—В–±–µ–ї–Є–≤–∞–љ–Є–µ. –¶–µ–ї—М—О –Њ—В–±–µ–ї–Є–≤–∞–љ–Є—П —П–≤–ї—П–µ—В—Б—П —Г–і–∞–ї–µ–љ–Є–µ –љ–∞–≥–∞—А–∞ —Б –њ–ї–∞—Б—В–Є–љ—Л. –Х–≥–Њ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—О—В —Б –њ–Њ–Љ–Њ—Й—М—О —А–∞—Б—В–≤–Њ—А–∞ —Б–Њ–ї—П–љ–Њ–є –Ї–Є—Б–ї–Њ—В—Л, –њ—А–Є–≥–Њ—В–Њ–≤–ї–µ–љ–љ–Њ–≥–Њ –Є–Ј —А–∞—Б—З–µ—В–∞ 2 —З–∞—Б—В–Є —Б–Њ–ї—П–љ–Њ–є –Ї–Є—Б–ї–Њ—В—Л –љ–∞ 3 —З–∞—Б—В–Є –≤–Њ–і—Л. –Ъ–Є–њ—П—В—П—В –Є–Ј–і–µ–ї–Є–µ –≤ —Н—В–Њ–Љ —А–∞—Б—В–≤–Њ—А–µ –њ–Њ–Ї–∞ —Б –љ–µ–≥–Њ –љ–µ —Б–Њ–є–і–µ—В –≤–µ—Б—М –љ–∞–≥–∞—А. –Ґ–∞–Ї–ґ–µ –і–ї—П –Њ—В–±–µ–ї–Є–≤–∞–љ–Є—П –њ–Њ–і–Њ–є–і–µ—В –Ї–Њ–љ—Ж–µ–љ—В—А–Є—А–Њ–≤–∞–љ–љ—Л–є —А–∞—Б—В–≤–Њ—А –ї–Є–Љ–Њ–љ–љ–Њ–є –Ї–Є—Б–ї–Њ—В—Л.
–Я—А–Њ–ґ–Є–≥–∞–љ–Є–µ. –І—В–Њ–±—Л —Н–Љ–∞–ї—М –ї—Г—З—И–µ –њ—А–Є—Б—В–∞–ї–∞ –Ї –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Є —Е–Њ—А–Њ—И–Њ —А–∞—Б–њ—А–µ–і–µ–ї–Є–ї–∞—Б—М –љ–∞ –љ–µ–є, –њ–µ—А–µ–і –љ–∞–љ–µ—Б–µ–љ–Є–µ–Љ —Н–Љ–∞–ї–Є –Ј–∞–≥–Њ—В–Њ–≤–Ї—Г –≤—Л–і–µ—А–ґ–Є–≤–∞—О—В –Њ–Ї–Њ–ї–Њ 30 —Б–µ–Ї—Г–љ–і –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ 600 – 700 °–°. –Т –њ—А–Њ—Ж–µ—Б—Б–µ –њ—А–Њ–ґ–Є–≥–∞ –љ–∞ –Љ–µ—В–∞–ї–ї–µ –њ–Њ—П–≤–ї—П–µ—В—Б—П —В–Њ–љ–Ї–∞—П –Њ–Ї—Б–Є–і–љ–∞—П –њ–ї–µ–љ–Ї–∞.
–Я–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ —Н–Љ–∞–ї–Є. –Ю–±—Л—З–љ–Њ —Н–Љ–∞–ї—М –њ–Њ—Б—В—Г–њ–∞–µ—В –Ї –њ–Њ—В—А–µ–±–Є—В–µ–ї—О –≤ –Ї—Г—Б–Ї–∞—Е —А–∞–Ј–ї–Є—З–љ–Њ–≥–Њ —А–∞–Ј–Љ–µ—А–∞. –Ф–ї—П —А–∞–±–Њ—В—Л –Њ—В–±–Є—А–∞—О—В –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –Ї—Г—Б–Ї–Њ–≤ —Н–Љ–∞–ї–Є –Є –Є–Ј–Љ–µ–ї—М—З–∞—О—В –≤ —Б—В—Г–њ–Ї–µ –і–Њ –љ—Г–ґ–љ—Л—Е —Д—А–∞–Ї—Ж–Є–є –±–µ–Ј –і–Њ–±–∞–≤–ї–µ–љ–Є—П –≤–Њ–і—Л. –Т –њ—А–Њ–Љ–µ–ґ—Г—В–Ї–∞—Е –≤—Л—В—А—П—Е–Є–≤–∞—О—В —Б–Њ–і–µ—А–ґ–Є–Љ–Њ–µ –љ–∞ —Б–Є—В–Њ –Є –њ—А–Њ—Б–µ–Є–≤–∞—О—В –≤ —З–∞—И–Ї—Г, –∞ –Њ—Б—В–∞–≤—И–Є–µ—Б—П –љ–∞ —Б–Є—В–µ –Ї—А—Г–њ–љ—Л–µ —З–∞—Б—В–Є –Є–Ј–Љ–µ–ї—М—З–∞—О—В –≤–љ–Њ–≤—М. –Ы—Г—З—И–µ –≤—Б–µ–≥–Њ –њ–Њ–і—Е–Њ–і—П—В —Б—В—Г–њ–Ї–Є –Є–Ј –љ–µ—А–ґ–∞–≤–µ—О—Й–µ–є —Б—В–∞–ї–Є.
–Ч–∞—В–µ–Љ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —А–∞—Б—В–µ—А–µ—В—М —Н–Љ–∞–ї—М. –Ф–ї—П —Н—В–Њ–≥–Њ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –∞–≥–∞—В–Њ–≤–∞—П —Б—В—Г–њ–Ї–∞. –≠–Љ–∞–ї—М —А–∞—Б—В–Є—А–∞—О—В –і–∞–≤—П—Й–Є–Љ–Є —Б–њ–Њ–Ї–Њ–є–љ—Л–Љ–Є –Ї—А—Г–≥–Њ–≤—Л–Љ–Є –і–≤–Є–ґ–µ–љ–Є—П–Љ–Є, –љ–∞—З–Є–љ–∞—П —Б –Љ–∞–ї–µ–љ—М–Ї–Є—Е –њ–Њ—А—Ж–Є–є —Б –њ–Њ—Б—В–µ–њ–µ–љ–љ—Л–Љ –љ–µ–±–Њ–ї—М—И–Є–Љ –µ–µ –і–Њ–±–∞–≤–ї–µ–љ–Є–µ–Љ. –†–∞—Б—В–Є—А–∞–љ–Є–µ –њ—А–Њ–Є–Ј–≤–Њ–і—П—В –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –љ–µ –±—Г–і–µ—В –њ–Њ–ї—Г—З–µ–љ–∞ –ґ–µ–ї–∞–µ–Љ–∞—П –Ј–µ—А–љ–Є—Б—В–Њ—Б—В—М –њ–Њ–Љ–Њ–ї–∞.
–Я–Њ—Б–ї–µ –њ—А–Њ—Ж–µ—Б—Б–∞ —А–∞—Б—В–Є—А–∞–љ–Є—П –њ—А–Њ–Є–Ј–≤–Њ–і—П—В –Њ—В–Љ—Г—З–Є–≤–∞–љ–Є–µ —Н–Љ–∞–ї–Є. –Я–Њ–ї–љ–Њ—Б—В—М—О —А–∞—Б—В–µ—А—В—Г—О —Н–Љ–∞–ї—М –њ–Њ–Љ–µ—Й–∞—О—В –≤ —Д–∞—А—Д–Њ—А–Њ–≤—Г—О —З–∞—И–µ—З–Ї—Г –Є –Ј–∞–ї–Є–≤–∞—О—В –і–Є—Б—В–Є–ї–ї–Є—А–Њ–≤–∞–љ–љ–Њ–є –≤–Њ–і–Њ–є. –Ч–∞—В–µ–Љ –µ–µ –њ–Њ–Љ–µ—И–Є–≤–∞—О—В —И–њ–∞—В–µ–ї–µ–Љ, —З—В–Њ–±—Л –≤–Њ–і–∞ –Њ—Е–≤–∞—В–Є–ї–∞ –≤—Б—О —Н–Љ–∞–ї–µ–≤—Г—О –Љ–∞—Б—Б—Г. –Я–Њ—Б–ї–µ —Н–Љ–∞–ї—М –Њ—Б—В–∞–≤–ї—П—О—В –Њ—В—Б—В–∞–Є–≤–∞—В—М—Б—П, —Б–ї–Є–≤–∞—О—В –Њ—В—Б—В–Њ—П–≤—И—Г—О—Б—П –Љ—Г—В–љ—Г—О –≤–Њ–і—Г –Є –Ј–∞–Љ–µ–љ—П—О—В –µ–µ —Б–≤–µ–ґ–µ–є, –њ–Њ–Ї–∞ –≤–Њ–і–∞ –љ–∞–і —Н–Љ–∞–ї—М—О –љ–µ —Б—В–∞–љ–µ—В —Б–Њ–≤—Б–µ–Љ –њ—А–Њ–Ј—А–∞—З–љ–Њ–є.
–Э–∞–љ–µ—Б–µ–љ–Є–µ —Н–Љ–∞–ї–Є. –°–љ–∞—З–∞–ї–∞ –љ–∞ –Њ–±—А–∞—В–љ—Г—О —Б—В–Њ—А–Њ–љ—Г –љ–∞–љ–Њ—Б–Є—В—Б—П —Б–ї–Њ–є –Ї–Њ–љ—В—А —Н–Љ–∞–ї–Є, —Г–і–∞–ї—П—О—В—Б—П –Є–Ј–ї–Є—И–Ї–Є –≤–ї–∞–≥–Є. –Я–Њ—Б–ї–µ —З–µ–≥–Њ –њ–ї–∞—Б—В–Є–љ–∞ –њ–µ—А–µ–≤–Њ—А–∞—З–Є–≤–∞–µ—В—Б—П –Є –∞–Ї–Ї—Г—А–∞—В–љ–Њ –Њ—В —Ж–µ–љ—В—А–∞ –Ї –Ї—А–∞—П–Љ, —А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ –љ–∞–љ–Њ—Б–Є—В—Б—П —Н–Љ–∞–ї—М –љ–∞ –ї–Є—Ж–µ–≤—Г—О, –≤—Л–њ—Г–Ї–ї—Г—О —Б—В–Њ—А–Њ–љ—Г. –£–і–∞–ї—П—О—В—Б—П –Є–Ј–ї–Є—И–Ї–Є –≤–ї–∞–≥–Є.
–Я–µ—А–µ–і –Њ–±–ґ–Є–≥–Њ–Љ –љ–∞–љ–µ—Б–µ–љ–љ–∞—П —Н–Љ–∞–ї—М –і–Њ–ї–ґ–љ–∞ –±—Л—В—М —В—Й–∞—В–µ–ї—М–љ–Њ –≤—Л—Б—Г—И–µ–љ–∞. –Ю–±—А–∞–Ј–µ—Ж —Б –љ–∞–љ–µ—Б–µ–љ–љ–Њ–є —Н–Љ–∞–ї—М—О –Њ—Б—В–Њ—А–Њ–ґ–љ–Њ –Ї–ї–∞–і—Г—В –љ–∞ –њ–Њ–і—Б—В–∞–≤–Ї—Г –і–ї—П –Њ–±–ґ–Є–≥–∞ –Є –њ–Њ–Љ–µ—Й–∞—О—В –≤ —Б—Г—И–Є–ї—М–љ—Л–є —И–Ї–∞—Д. –Ю–њ—В–Є–Љ–∞–ї—М–љ–∞—П —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –і–ї—П –њ—А–Њ—Б—Г—И–Ї–Є —Н–Љ–∞–ї–Є 60 - 80 °–°. –Я—А–Є–Љ–µ—А–љ–Њ —З–µ—А–µ–Ј 30 –Љ–Є–љ—Г—В –Њ–±—А–∞–Ј–µ—Ж –≤—Л—Б—Л—Е–∞–µ—В.
–Ю–±–ґ–Є–≥ —Н–Љ–∞–ї–Є. –Ф–ї—П –ґ–Є–≤–Њ–њ–Є—Б–Є –љ–∞–і–≥–ї–∞–Ј—Г—А–љ—Л–Љ–Є –Ї—А–∞—Б–Ї–∞–Љ–Є –ї—Г—З—И–µ –≤—Б–µ–≥–Њ –њ–Њ–і—Е–Њ–і—П—В 13-—П –Є 16-—П —Н–Љ–∞–ї–Є –Ф—Г–ї–µ–≤—Б–Ї–Њ–≥–Њ –Ї—А–∞—Б–Њ—З–љ–Њ–≥–Њ –Ј–∞–≤–Њ–і–∞. –Я–Њ—Б–ї–µ —В–Њ–≥–Њ, –Ї–∞–Ї –њ–Њ–ї—Г—З–µ–љ —А–∞–≤–љ–Њ–Љ–µ—А–љ—Л–є —Б–ї–Њ–є –Є–Ј 13-–є —Н–Љ–∞–ї–Є ( –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –і–ї—П —Н—В–Њ–≥–Њ —В—А–µ–±—Г–µ—В—Б—П 2 –Њ–±–ґ–Є–≥–∞ –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ 820 °–° –Є –≤—А–µ–Љ–µ–љ–Є –≤—Л–і–µ—А–ґ–Ї–Є 3–Љ–Є–љ.) –љ–∞–љ–Њ—Б–Є—В—Б—П —В–Њ–љ–Ї–Є–є —Б–ї–Њ–є 16-–є —Н–Љ–∞–ї–Є. –Ю–љ –њ—А–Њ—Б—Г—И–Є–≤–∞–µ—В—Б—П –≤ –Љ—Г—Д–µ–ї—М–љ–Њ–є –њ–µ—З–Є –≤ —В–µ—З–µ–љ–Є–µ 1–Љ–Є–љ. 30—Б–µ–Ї. –Ю–±—П–Ј–∞—В–µ–ї—М–љ—Л–Љ —Г—Б–ї–Њ–≤–Є–µ–Љ –њ–µ—А–≤–Њ–≥–Њ –Њ–±–ґ–Є–≥–∞ 16-–є —Н–Љ–∞–ї–Є —П–≤–ї—П–µ—В—Б—П –≤—Л–і–µ—А–ґ–Ї–∞ –≤ –њ–µ—З–Є –љ–µ –і–Њ –њ–Њ–ї–љ–Њ–≥–Њ —А–∞—Б—В–µ–Ї–∞–љ–Є—П —Н–Љ–∞–ї–Є. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ —В—Й–∞—В–µ–ї—М–љ–Њ, —Б –Ј–∞–њ–Њ–ї–љ–µ–љ–Є–µ–Љ –≤—Б–µ—Е —В—А–µ—Й–Є–љ –Є –љ–µ—А–Њ–≤–љ–Њ—Б—В–µ–є –љ–∞–љ–Њ—Б–Є—В—Б—П –≤—В–Њ—А–Њ–є —Б–ї–Њ–є 16-–є —Н–Љ–∞–ї–Є. –Ч–∞—В–µ–Љ –Њ–љ –Њ–±–ґ–Є–≥–∞–µ—В—Б—П –≤ —В–µ—З–µ–љ–Є–µ 2–Љ–Є–љ 30—Б–µ–Ї. –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ 820 °–°. –Т –њ–Њ—Б–ї–µ–і–љ–µ–Љ –Њ–±–ґ–Є–≥–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –і–Њ–±–Є—В—М—Б—П –њ–Њ–ї–љ–Њ–≥–Њ —А–∞—Б—В–µ–Ї–∞–љ–Є—П —Н–Љ–∞–ї–Є –Є –Є–і–µ–∞–ї—М–љ–Њ —А–Њ–≤–љ–Њ–є –≥–ї—П–љ—Ж–µ–≤–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є.
–Я–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –Ї—А–∞—Б–Њ–Ї –Ї —А–Њ—Б–њ–Є—Б–Є. –†–Њ—Б–њ–Є—Б—М –њ–Њ —Н–Љ–∞–ї–Є –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—О—В, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Ї—А–∞—Б–Њ–Ї –і–ї—П —Д–∞—А—Д–Њ—А–∞. –Э–∞–і–≥–ї–∞–Ј—Г—А–љ—Л–µ –Ї—А–∞—Б–Ї–Є – —Н—В–Њ —Б–Љ–µ—Б—М –њ–Є–≥–Љ–µ–љ—В–Њ–≤ —Б —Д–ї—О—Б–∞–Љ–Є. –Ъ—А–∞—Б–Ї–Є –Ј–∞–Ї—А–µ–њ–ї—П—О—В—Б—П –љ–∞ —Н–Љ–∞–ї–Є –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ 720 - 860 °–°. –Т –Ї–∞—З–µ—Б—В–≤–µ –њ–Є–≥–Љ–µ–љ—В–Њ–≤ –њ—А–Є–Љ–µ–љ—П—О—В –Њ–Ї—Б–Є–і—Л –Ї—А–∞—Б—П—Й–Є—Е –Љ–µ—В–∞–ї–ї–Њ–≤.
–У–Њ—В–Њ–≤–Є—В—М –Ї—А–∞—Б–Ї—Г –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Ј–∞–±–ї–∞–≥–Њ–≤—А–µ–Љ–µ–љ–љ–Њ, –Ј–∞ –і–µ–љ—М-–і–≤–∞ –і–Њ —А–Њ—Б–њ–Є—Б–Є. –Т –Ї–∞—З–µ—Б—В–≤–µ –њ–∞–ї–Є—В—А—Л –Є—Б–њ–Њ–ї—М–Ј—Г—О—В —Б—В–µ–Ї–ї–Њ. –°—В–µ–Ї–ї–Њ –њ—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ–Њ –Љ–Њ—О—В –Є —Б—Г—И–∞—В.
–Ш—Б—В–Њ–ї—З–µ–љ–љ—Л–µ –Ї—А–∞—Б–Ї–Є —И–њ–∞—В–µ–ї–µ–Љ –≤—Л—Б—Л–њ–∞—О—В –љ–∞ —Б—В–µ–Ї–ї–Њ, –Ј–∞—В–µ–Љ –≤ –Ї—А–∞—Б–Ї—Г –і–Њ–±–∞–≤–ї—П—О—В –љ–µ–Љ–љ–Њ–≥–Њ —Б–Ї–Є–њ–Є–і–∞—А–љ–Њ–≥–Њ –Љ–∞—Б–ї–∞ –Є —А–∞—Б—В–Є—А–∞—О—В —И–њ–∞—В–µ–ї–µ–Љ. –Ю—З–µ–љ—М —В—Й–∞—В–µ–ї—М–љ–Њ –њ–µ—А–µ—В–Є—А–∞—О—В –Ї—А–∞—Б–Ї–Є. –Ъ—А–∞—Б–Ї–∞ –љ–µ –і–Њ–ї–ґ–љ–∞ —А–∞—Б—В–µ–Ї–∞—В—М—Б—П –њ–Њ —Б—В–µ–Ї–ї—Г.
–Я—Л–ї—М –љ–∞–љ–Њ—Б–Є—В –Ї—А–∞—Б–Ї–∞–Љ –љ–µ–њ–Њ–њ—А–∞–≤–Є–Љ—Л–є –≤—А–µ–і. –Я–Њ—Н—В–Њ–Љ—Г –Ї—А–∞—Б–Ї–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –і–µ—А–ґ–∞—В—М –Ј–∞–Ї—А—Л—В—Л–Љ–Є.
–Я—А–Є –љ–∞–љ–µ—Б–µ–љ–Є–Є –Ї—А–∞—Б–Ї–Є –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Б–ї–µ–і—Г–µ—В —Г—З–Є—В—Л–≤–∞—В—М —Б–ї–µ–і—Г—О—Й–µ–µ:
1 - –Ї—А–∞—Б–Ї—Г –Ї–ї–∞—Б—В—М –±—Л—Б—В—А–Њ, –љ–µ –≤–Њ–і–Є—В—М –Ї–Є—Б—В—М—О –њ–Њ –Њ–і–љ–Њ–Љ—Г –Љ–µ—Б—В—Г –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ —А–∞–Ј;
2 - –њ–Њ—Б–ї–µ–і—Г—О—Й–Є–µ –Љ–∞–Ј–Ї–Є, –њ–Њ —Г–ґ–µ –љ–∞–љ–µ—Б–µ–љ–љ—Л–Љ, –љ–µ –Є—Б–њ—А–∞–≤–ї—П—О—В –Є—Е, –∞ —В–Њ–ї—М–Ї–Њ –Њ–Ї–Њ–љ—З–∞—В–µ–ї—М–љ–Њ –њ–Њ—А—В—П—В;
3 - –ї–Є–љ–Є–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Њ–≤–Њ–і–Є—В—М –±–µ–Ј –Њ—В—А—Л–≤–∞, –њ–Њ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –Њ–і–љ–Є–Љ —И—В—А–Є—Е–Њ–Љ;
4 - –њ—А–Є –љ–∞–љ–µ—Б–µ–љ–Є–Є –Љ–∞–Ј–Ї–Њ–≤ –і–≤–Є–ґ–µ–љ–Є—П –Ї–Є—Б—В–Є –њ–Њ —Н–Љ–∞–ї–µ–≤–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –≤—Б–µ–≥–і–∞ –і–Њ–ї–ґ–љ—Л –±—Л—В—М –љ–∞–њ—А–∞–≤–ї–µ–љ—Л –Ї —Б–µ–±–µ.
–Т–Њ –≤—Б–µ—Е —Б–ї—Г—З–∞—П—Е –љ–∞–љ–µ—Б–µ–љ–Є—П –Ї—А–∞—Б–Ї–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–ї–µ–і–Є—В—М –Ј–∞ —В–Њ–ї—Й–Є–љ–Њ–є –Ї—А–∞—Б–Њ—З–љ–Њ–≥–Њ —Б–ї–Њ—П, —В–∞–Ї –Ї–∞–Ї –љ–µ–Ї–Њ—В–Њ—А—Л–µ –Ї—А–∞—Б–Ї–Є –≤ —В–Њ–ї—Б—В–Њ–Љ —Б–ї–Њ–µ –Љ–Њ–≥—Г—В –Љ–µ–љ—П—В—М —Б–≤–Њ–є —Ж–≤–µ—В, –љ–µ–і–Њ–ґ–Є–≥–∞—В—М—Б—П, —Б—В–∞–љ–Њ–≤–Є—В—М—Б—П –Љ–∞—В–Њ–≤—Л–Љ–Є, —З–µ—А–љ–µ—В—М –Є —В.–і. –Я–Њ—Н—В–Њ–Љ—Г –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–њ—Л—В–љ—Л–Љ –њ—Г—В–µ–Љ –Њ–њ—А–µ–і–µ–ї–Є—В—М –Є–Ј–Љ–µ–љ–µ–љ–Є–µ –Ї—А–∞—Б–Њ—З–љ—Л—Е —В–Њ–љ–Њ–≤ –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ –њ—А–Є —А–∞–Ј–љ—Л—Е —Б–њ–Њ—Б–Њ–±–∞—Е –љ–∞–љ–µ—Б–µ–љ–Є—П –Є—Е –љ–∞ —Н–Љ–∞–ї—М.
–Ю–±–ґ–Є–≥ –ґ–Є–≤–Њ–њ–Є—Б–Є –љ–∞ —Н–Љ–∞–ї–Є.
–Ю–±–ґ–Є–≥ –Ї—А–∞—Б–Њ–Ї –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ 740 – 820 °–°. –Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Є –≤—А–µ–Љ—П –≤—Л–і–µ—А–ґ–Ї–Є –Ј–∞–≤–Є—Б—П—В –Њ—В —Б–≤–Њ–є—Б—В–≤ –Ї—А–∞—Б–Њ–Ї –Є —Н–Љ–∞–ї–µ–≤–Њ–є –њ–Њ–і–ї–Њ–ґ–Ї–Є. –Я–µ—А–µ–і –Ї–∞–ґ–і—Л–Љ –Њ–±–ґ–Є–≥–Њ–Љ –љ–∞–љ–µ—Б–µ–љ–љ—Л–µ –Ї—А–∞—Б–Ї–Є –њ—А–Њ—Б—Г—И–Є–≤–∞—О—В –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –≤–µ—Б—М —Б–Ї–Є–њ–Є–і–∞—А –љ–µ –Є—Б–њ–∞—А–Є—В—Б—П. –Я–Њ—Б–ї–µ —В–Њ–≥–Њ, –Ї–∞–Ї –Ї—А–∞—Б–Ї–∞ –њ–µ—А–µ—Б—В–∞–µ—В –±–ї–µ—Б—В–µ—В—М –Є –≤—Л—Б—Л—Е–∞–µ—В, —А–∞–±–Њ—В—Г —Б—В–∞–≤—П—В –≤ –Љ—Г—Д–µ–ї—М–љ—Г—О –њ–µ—З—М.
–Я—А–Њ–і–Њ–ї–ґ–Є—В–µ–ї—М–љ–Њ—Б—В—М –Њ–±–ґ–Є–≥–∞, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –љ–µ –±–Њ–ї–µ–µ 3 –Љ–Є–љ. –Ч–љ–∞–Ї–Њ–Љ —В–Њ–≥–Њ, —З—В–Њ –Є–Ј–і–µ–ї–Є–µ –Љ–Њ–ґ–љ–Њ –і–Њ—Б—В–∞–≤–∞—В—М –Є–Ј –Љ—Г—Д–µ–ї—М–љ–Њ–є –њ–µ—З–Є, —П–≤–ї—П–µ—В—Б—П –±–ї–µ—Б–Ї. –°–ї–µ–і—Г–µ—В –њ–Њ–Љ–љ–Є—В—М, —З—В–Њ –њ—А–Є –њ—А–∞–≤–Є–ї—М–љ–Њ –њ—А–Њ–≤–µ–і–µ–љ–љ–Њ–Љ –Њ–±–ґ–Є–≥–µ —П—А–Ї–Њ—Б—В—М –Ї—А–∞—Б–Њ–Ї –љ–µ–Љ–љ–Њ–≥–Њ —Г—Б–Є–ї–Є–≤–∞–µ—В—Б—П, –∞ —А–µ–ґ–µ –і–∞–ґ–µ –Љ–µ–љ—П–µ—В—Б—П –Є—Е —В–Њ–љ –Є —Ж–≤–µ—В. –Т –њ—А–Њ—Ж–µ—Б—Б–µ —А–Њ—Б–њ–Є—Б–Є –Є–Ј–і–µ–ї–Є–µ –Њ–±–ґ–Є–≥–∞—О—В –љ–µ –Њ–і–Є–љ —А–∞–Ј. –Х—Б—В—М —А–Є—Б—Г–љ–Ї–Є, —В—А–µ–±—Г—О—Й–Є–µ –і–Њ 5 – 7 –Њ–±–ґ–Є–≥–Њ–≤. –Ф–µ—Д–µ–Ї—В—Л, –њ—А–Њ—П–≤–Є–≤—И–Є–µ—Б—П –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞, —П–≤–ї—П—О—В—Б—П, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, —А–µ–Ј—Г–ї—М—В–∞—В–Њ–Љ –љ–µ—Б–Њ–±–ї—О–і–µ–љ–Є—П —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є—Е –њ—А–Њ—Ж–µ—Б—Б–Њ–≤, –љ–µ–њ—А–∞–≤–Є–ї—М–љ–Њ–≥–Њ —А–µ–ґ–Є–Љ–∞ –Њ–±–ґ–Є–≥–∞, –њ—А–Є–Љ–µ–љ–µ–љ–Є—П –љ–µ–Ї–∞—З–µ—Б—В–≤–µ–љ–љ—Л—Е –Ї—А–∞—Б–Њ–Ї, —Б—В–∞—А—Л—Е –њ—А–µ–њ–∞—А–∞—В–Њ–≤, –њ–Њ–≥—А–µ—И–љ–Њ—Б—В–µ–є, –і–Њ–њ—Г—Й–µ–љ–љ—Л—Е –≤–Њ –≤—А–µ–Љ—П –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П –ґ–Є–≤–Њ–њ–Є—Б–Є.
6. –Ш—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ –≤ –Ї–∞—З–µ—Б—В–≤–µ —Ж–≤–µ—В–љ—Л—Е —Н–Љ–∞–ї–µ–є —Б–Є–ї–Є–Ї–∞—В–љ—Л—Е –Ї–Њ–Љ–њ–Њ–Ј–Є—Ж–Є–є –љ–∞ –Њ—Б–љ–Њ–≤–µ —Б–Љ–∞–ї—М—В—Л –Є —Ж–≤–µ—В–љ–Њ–≥–Њ –±–Є—Б–µ—А–∞
–Т –љ–∞—Б—В–Њ—П—Й–µ–µ –≤—А–µ–Љ—П –≤ —А–∞—Б–њ–Њ—А—П–ґ–µ–љ–Є–Є —Е—Г–і–Њ–ґ–љ–Є–Ї–Њ–≤-—Н–Љ–∞–ї—М–µ—А–Њ–≤ –љ–∞—Е–Њ–і–Є—В—Б—П —И–Є—А–Њ–Ї–Є–є —Б–њ–µ–Ї—В—А —Ж–≤–µ—В–љ—Л—Е —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Н–Љ–∞–ї–µ–є –Њ—В–µ—З–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ –Є –Є–Љ–њ–Њ—А—В–љ–Њ–≥–Њ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞ –і–ї—П —Б–Њ–Ј–і–∞–љ–Є—П –њ—А–Њ–Є–Ј–≤–µ–і–µ–љ–Є–є –Є—Б–Ї—Г—Б—Б—В–≤–∞, –Ї–∞–Ї –≤ —Б—Д–µ—А–µ —О–≤–µ–ї–Є—А–љ–Њ–≥–Њ –і–µ–ї–∞, —В–∞–Ї –Є –≤ —А–∞–Љ–Ї–∞—Е —Н–Љ–∞–ї–µ–≤–Њ–є –ґ–Є–≤–Њ–њ–Є—Б–Є –Є –њ—А–Њ—З–Є—Е –≤–Є–і–∞—Е –і–µ–Ї–Њ—А–∞—В–Є–≤–љ–Њ-–њ—А–Є–Ї–ї–∞–і–љ–Њ–≥–Њ –Є—Б–Ї—Г—Б—Б—В–≤–∞.
–Ю–і–љ–∞–Ї–Њ –≤—Л–њ—Г—Б–Ї–∞–µ–Љ—Л–µ –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ—Б—В—М—О –≥–Њ—А—П—З–Є–µ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л–µ —Н–Љ–∞–ї–Є –Є–Љ–µ—О—В —А—П–і –љ–µ–і–Њ—Б—В–∞—В–Ї–Њ–≤: —Б—Г—Й–µ—Б—В–≤–µ–љ–љ—Л–µ –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П –њ–Њ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П —Ж–≤–µ—В–Њ–≤—Л—Е —А–µ—И–µ–љ–Є–є –Є —Д–Є–Ј–Є–Ї–Њ-—Е–Є–Љ–Є—З–µ—Б–Ї–Є–Љ —Б–≤–Њ–є—Б—В–≤–∞–Љ.
–Э–∞–і–Њ –Њ—В–Љ–µ—В–Є—В—М, —З—В–Њ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л–µ —Н–Љ–∞–ї–Є, –≤—Л–њ—Г—Б–Ї–∞–µ–Љ—Л–µ –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ—Л–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ –Є–Љ–µ—О—В —Б—В–∞–љ–і–∞—А—В–љ—Л–µ —Ж–≤–µ—В–∞ –Є –Њ–±—Л—З–љ–Њ –љ–µ –і–Њ–њ—Г—Б–Ї–∞—О—В —Б–Љ–µ—И–Є–≤–∞–љ–Є—П –і—А—Г–≥ —Б –і—А—Г–≥–Њ–Љ. –Ч–љ–∞—З–Є—В–µ–ї—М–љ—Л–Љ –њ—А–µ–њ—П—В—Б—В–≤–Є–µ–Љ –і–ї—П —В–≤–Њ—А—З–µ—Б–Ї–Њ–є —А–∞–±–Њ—В—Л –Є –Њ–±—Г—З–µ–љ–Є—П —П–≤–ї—П–µ—В—Б—П –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –≤—Л—Б–Њ–Ї–∞—П —Б—В–Њ–Є–Љ–Њ—Б—В—М –Є –і–µ—Д–Є—Ж–Є—В –≤ —А–Њ–Ј–љ–Є—З–љ–Њ–є —В–Њ—А–≥–Њ–≤–ї–µ –≥–Њ—А—П—З–Є—Е —Н–Љ–∞–ї–µ–є. –Х—Б–ї–Є –і–ї—П —Б–Њ–Ј–і–∞–љ–Є—П —О–≤–µ–ї–Є—А–љ—Л—Е –Є–Ј–і–µ–ї–Є–є, –Њ—Б–Њ–±–µ–љ–љ–Њ –Є–Ј –±–ї–∞–≥–Њ—А–Њ–і–љ—Л—Е –Љ–µ—В–∞–ї–ї–Њ–≤ –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ –і–Њ—А–Њ–≥–Њ—Б—В–Њ—П—Й–Є—Е –Ј–∞—З–∞—Б—В—Г—О –Є–Љ–њ–Њ—А—В–љ—Л—Е —Н–Љ–∞–ї–µ–є —Н–Ї–Њ–љ–Њ–Љ–Є—З–µ—Б–Ї–Є –Њ–њ—А–∞–≤–і–∞–љ–Њ, –≤ —Б–ї–µ–і—Б—В–≤–Є–Є –≤—Л—Б–Њ–Ї–Њ–є —Б—В–Њ–Є–Љ–Њ—Б—В–Є –Є–Ј–і–µ–ї–Є—П –≤ —Ж–µ–ї–Њ–Љ, —В–Њ –і–ї—П —И–Є—А–Њ–Ї–Њ—Д–Њ—А–Љ–∞—В–љ–Њ–є —Н–Љ–∞–ї–µ–≤–Њ–є –ґ–Є–≤–Њ–њ–Є—Б–Є –ґ–µ–ї–∞—В–µ–ї—М–љ–Њ, —З—В–Њ–±—Л —Б—В–Њ–Є–Љ–Њ—Б—В—М —А–∞—Б—Е–Њ–і–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ (—Н–Љ–∞–ї—М, –њ–Њ–і–ї–Њ–ґ–Ї–∞) –±—Л–ї–∞ —Б–Њ–њ–Њ—Б—В–∞–≤–Є–Љ–∞ —Б–Њ —Б—В–Њ–Є–Љ–Њ—Б—В—М—О –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –і–ї—П –і—А—Г–≥–Є—Е –≤–Є–і–Њ–≤ –ґ–Є–≤–Њ–њ–Є—Б–Є –Є –≥—А–∞—Д–Є–Ї–Є.
–Ш—Б—Е–Њ–і—П –Є–Ј —Н—В–Њ–≥–Њ, —А–∞–Ј—Г–Љ–љ–Њ –њ—А–µ–і–ї–Њ–ґ–Є—В—М –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –≤ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–є –њ—А–∞–Ї—В–Є–Ї–µ –љ–∞—А—П–і—Г —Б –Ї–ї–∞—Б—Б–Є—З–µ—Б–Ї–Є–Љ–Є —Н–Љ–∞–ї—П–Љ–Є –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ–≥–Њ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞ –љ–µ–Ї–Њ—В–Њ—А—Л–µ —Б–Є–ї–Є–Ї–∞—В–љ—Л–µ —Ж–≤–µ—В–љ—Л–µ —Б–Њ—Б—В–∞–≤—Л —Б–Њ —Б—Е–Њ–і–љ—Л–Љ–Є —Д–Є–Ј–Є–Ї–Њ-—Е–Є–Љ–Є—З–µ—Б–Ї–Є–Љ–Є —Б–≤–Њ–є—Б—В–≤–∞–Љ–Є, –Є–Љ–µ—О—Й–Є–µ –±–Њ–ї–µ–µ –і–Њ—Б—В—Г–њ–љ—Г—О —Б—В–Њ–Є–Љ–Њ—Б—В—М –Є –њ–Њ–Ј–≤–Њ–ї—П—О—Й–Є–µ —А–∞—Б—И–Є—А–Є—В—М —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –≥–Њ—А—П—З–µ–≥–Њ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П.
–Э–µ–Љ–∞–ї–Њ–≤–∞–ґ–љ—Л–Љ –і–Њ—Б—В–Њ–Є–љ—Б—В–≤–Њ–Љ —Н—В–Є—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ —П–≤–ї—П–µ—В—Б—П —В–∞–Ї–ґ–µ –Њ—В—Б—Г—В—Б—В–≤–Є–µ –≤—А–µ–і–љ—Л—Е –њ—А–Є–Љ–µ—Б–µ–є —Б–≤–Є–љ—Ж–∞ –Є –Љ—Л—И—М—П–Ї–∞, –њ—А–Є—Б—Г—В—Б—В–≤—Г—О—Й–Є—Е –≤–Њ –Љ–љ–Њ–≥–Є—Е —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Н–Љ–∞–ї—П—Е –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ–≥–Њ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞, –∞ —В–∞–Ї–ґ–µ –њ–Њ–≤—Л—И–µ–љ–љ–∞—П —Е–Є–Љ–Є—З–µ—Б–Ї–∞—П —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В—М —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є, –њ–Њ —Б—А–∞–≤–љ–µ–љ–Є—О —Б –±–Њ–ї—М—И–Є–љ—Б—В–≤–Њ–Љ –Є–Ј–≤–µ—Б—В–љ—Л—Е —Ж–≤–µ—В–љ—Л—Е —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Н–Љ–∞–ї–µ–є, —З—В–Њ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –Њ—З–Є—Б—В–Ї—Г –љ–µ–њ–Њ–Ї—А—Л—В—Л—Е —Н–Љ–∞–ї—М—О –Љ–µ–і–љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –Њ—В –Њ–Ї–∞–ї–Є–љ—Л –≤ —А–∞—Б—В–≤–Њ—А–∞—Е –Њ—А–≥–∞–љ–Є—З–µ—Б–Ї–Є—Е –Ї–Є—Б–ї–Њ—В.
–≠–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л–µ —Н–Љ–∞–ї–Є –љ–∞ –Њ—Б–љ–Њ–≤–µ —Б–Љ–∞–ї—М—В—Л –Є –±–Є—Б–µ—А–∞ –Љ–Њ–≥—Г—В –±—Л—В—М –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ—Л –Ї–∞–Ї –≤ –Ї–∞—З–µ—Б—В–≤–µ –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ –≥–Њ—А—П—З–Є—Е —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Н–Љ–∞–ї–µ–є, —В–∞–Ї –Є –≤ –Ї–∞—З–µ—Б—В–≤–µ –њ—А–Њ—З–љ–Њ–є –Є —В—Г–≥–Њ–њ–ї–∞–≤–Ї–Њ–є –њ–Њ–і–ї–Њ–ґ–Ї–Є –і–ї—П —Н–Љ–∞–ї–µ–≤–Њ–є –ґ–Є–≤–Њ–њ–Є—Б–Є. –≠—В–Њ –љ–µ —В–Њ–ї—М–Ї–Њ –њ—А–Є–і–∞–µ—В –љ–Њ–≤—Л–µ –њ–Њ—В—А–µ–±–Є—В–µ–ї—М—Б–Ї–Є–µ —Б–≤–Њ–є—Б—В–≤–∞ —Г–ґ–µ –Є–Ј–≤–µ—Б—В–љ—Л–Љ –Љ–∞—В–µ—А–Є–∞–ї–∞–Љ, –љ–Њ –Є –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ –Њ–±–Њ–≥–∞—Й–∞–µ—В –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є —Н–Љ–∞–ї–µ–≤–Њ–є –ґ–Є–≤–Њ–њ–Є—Б–Є –Є –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї–Є. –Т —З–∞—Б—В–љ–Њ—Б—В–Є, –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ —Н–Љ–∞–ї–µ–є –љ–∞ –Њ—Б–љ–Њ–≤–µ —Ж–≤–µ—В–љ–Њ–є —Б–Љ–∞–ї—М—В—Л –Є –±–Є—Б–µ—А–∞ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ–Њ–ї—Г—З–∞—В—М —Б–ї–Њ–ґ–љ—Л–µ —Ж–≤–µ—В–Њ–≤—Л–µ –њ–µ—А–µ—Е–Њ–і—Л –Є —Ж–≤–µ—В–Њ–≤—Л–µ —Н—Д—Д–µ–Ї—В—Л –≤ –≤–Є–і–µ –Љ–Њ–Ј–∞–Є—З–љ–Њ–є —Б—В—А—Г–Ї—В—Г—А—Л —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П. –≠–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л–µ —Н–Љ–∞–ї–Є –Љ–Њ–≥—Г—В —Б–Њ–і–µ—А–ґ–∞—В—М –≤–Ї–ї—О—З–µ–љ–Є—П —Ж–≤–µ—В–љ–Њ–є —Б–Љ–∞–ї—М—В—Л, —З—В–Њ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ–Њ–ї—Г—З–Є—В—М –Ї–Њ–љ—В—А–∞—Б—В–љ—Л–µ —Ж–≤–µ—В–Њ–≤—Л–µ –њ–µ—А–µ—Е–Њ–і—Л, –љ–µ —А–∞–Ј–≥—А–∞–љ–Є—З–µ–љ–љ—Л–µ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–∞–Љ–Є. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л–µ —Н–Љ–∞–ї–Є –љ–∞ –Њ—Б–љ–Њ–≤–µ —Б–Љ–∞–ї—М—В—Л –Є –±–Є—Б–µ—А–∞ —Е–Њ—А–Њ—И–Њ —Б–Њ—З–µ—В–∞—О—В—Б—П —Б –≥–Њ—А—П—З–Є–Љ–Є —Н–Љ–∞–ї—П–Љ–Є, –≤—Л–њ—Г—Б–Ї–∞–µ–Љ—Л–Љ–Є –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ—Б—В—М—О. –Ш—Е –і–Њ–њ–Њ–ї–љ–µ–љ–Є–µ –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ—Л–Љ–Є —Н–Љ–∞–ї—П–Љ–Є –њ–Њ–Ј–≤–Њ–ї—П–µ—В –і–Њ–±–Є—В—М—Б—П —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Н—Д—Д–µ–Ї—В–∞ –љ–µ–≤–Њ—Б–њ—А–Њ–Є–Ј–≤–Њ–і–Є–Љ–Њ–≥–Њ –њ—А–Є –њ—А–Є–Љ–µ–љ–µ–љ–Є–Є –ї–Є—И—М —Н–Љ–∞–ї–µ–є, –≤—Л–њ—Г—Б–Ї–∞–µ–Љ—Л—Е –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ—Б—В—М—О.
–Ш—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ —Ж–≤–µ—В–љ–Њ–є —Б–Љ–∞–ї—М—В—Л –Є –±–Є—Б–µ—А–∞ –≤ –Ї–∞—З–µ—Б—В–≤–µ —Н–Љ–∞–ї–Є –Є–Љ–µ–µ—В –Є—Б—В–Њ—А–Є—З–µ—Б–Ї–Є–µ –∞–љ–∞–ї–Њ–≥–Є. –Ґ–∞–Ї, –љ–∞–њ—А–Є–Љ–µ—А, –≤ —Б—А–µ–і–љ–µ–≤–µ–Ї–Њ–≤–Њ–є –§—А–∞–љ—Ж–Є–Є –і–ї—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є –њ–Њ –Љ–µ–і–Є –Є —В–Њ–Љ–њ–∞–Ї—Г –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї–Є —Ж–≤–µ—В–љ—Г—О —Б–Љ–∞–ї—М—В—Г –Є–Ј —А–Є–Љ—Б–Ї–Є—Е –Љ–Њ–Ј–∞–Є–Ї [5]. –Р –†–Њ—Б—В–Њ–≤—Б–Ї–∞—П —Д–Є–љ–Є—Д—В—М –і–µ–ї–∞–ї–∞—Б—М –і–Њ –љ–∞—З–∞–ї–∞ 20-–≥–Њ –≤–µ–Ї–∞ –љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї–µ –Є–Ј —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–≥–Њ –±–µ–ї–Њ–≥–Њ –±–Є—Б–µ—А–∞ [6].
–Ю–і–љ–∞–Ї–Њ –≤ –ї–Є—В–µ—А–∞—В—Г—А–µ —Д–∞–Ї—В–Є—З–µ—Б–Ї–Є –Њ—В—Б—Г—В—Б—В–≤—Г—О—В –Ї–∞–Ї–Є–µ-–ї–Є–±–Њ –Ї–Њ–љ–Ї—А–µ—В–љ—Л–µ —Б–≤–µ–і–µ–љ–Є—П –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П —Н—В–Є—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –≤ –Ї–∞—З–µ—Б—В–≤–µ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–є —Н–Љ–∞–ї–Є. –Э–∞ –±–∞–Ј–µ –Ъ–∞—Д–µ–і—А—Л –Ь–∞—В–µ—А–Є–∞–ї–Њ–≤–µ–і–µ–љ–Є—П –°–њ–±–У–Ь–Ґ–£ –±—Л–ї–Є –њ—А–Њ–≤–µ–і–µ–љ—Л –љ–∞—Г—З–љ—Л–µ –Є—Б—Б–ї–µ–і–Њ–≤–∞–љ–Є—П –њ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—О —Ж–≤–µ—В–љ—Л—Е —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Б–Љ–∞–ї—М—В –Є –±–Є—Б–µ—А–∞ –≤ –Ї–∞—З–µ—Б—В–≤–µ –≥–Њ—А—П—З–µ–є —Н–Љ–∞–ї–Є –њ–Њ –Љ–µ–і–Є. –Э–Є–ґ–µ –њ—А–Є–≤–Њ–і—П—В—Б—П —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–µ —А–µ–Ї–Њ–Љ–µ–љ–і–∞—Ж–Є–Є –њ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—О —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Н–Љ–∞–ї–µ–є –і–ї—П —Б–Њ–Ј–і–∞–љ–Є—П –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є –Є —А–Њ—Б–њ–Є—Б–Є –љ–∞–і–≥–ї–∞–Ј—Г—А–љ—Л–Љ–Є –Ї—А–∞—Б–Ї–∞–Љ–Є.
6.1. –Т–ї–Є—П–љ–Є–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є—Е –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ –љ–∞ —Д–Є–Ј–Є–Ї–Њ-—Е–Є–Љ–Є—З–µ—Б–Ї–Є–µ —Б–≤–Њ–є—Б—В–≤–∞ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –љ–∞ –Њ—Б–љ–Њ–≤–µ —Б–Љ–∞–ї—М—В—Л –Є –±–Є—Б–µ—А–∞
–Я—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є –љ–∞ —А–∞–Ј–ї–Є—З–љ—Л—Е —Б—В–∞–і–Є—П—Е –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞: –Њ—В –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Є —Б–∞–Љ–Є—Е —Н–Љ–∞–ї–µ–≤—Л—Е —Б–Њ—Б—В–∞–≤–Њ–≤, –і–Њ –њ–Њ–ї—Г—З–µ–љ–Є—П –Ј–∞–Ї–Њ–љ—З–µ–љ–љ–Њ–≥–Њ –Є–Ј–і–µ–ї–Є—П, –Њ—Б–љ–Њ–≤–љ—Л–Љ–Є —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–Љ–Є –њ–∞—А–∞–Љ–µ—В—А–∞–Љ–Є, –≤–ї–Є—П—О—Й–Є–Љ–Є –љ–∞ –Ї–∞—З–µ—Б—В–≤–Њ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –±—Г–і—Г—В —Б–ї–µ–і—Г—О—Й–Є–µ:
– –≤–µ–ї–Є—З–Є–љ–∞ –њ–Њ–Љ–Њ–ї–∞ —З–∞—Б—В–Є—Ж —Н–Љ–∞–ї–Є;
– –Љ–∞—В–µ—А–Є–∞–ї –Є –Ї–∞—З–µ—Б—В–≤–Њ –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –њ–ї–∞—Б—В–Є–љ—Л, –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–љ–Њ–є –і–ї—П —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П;
– –љ–∞–ї–Є—З–Є–µ –Ї–Њ–љ—В—А—Н–Љ–∞–ї–Є;
– –њ–Њ–ї–љ–Њ–µ —Г–і–∞–ї–µ–љ–Є–µ –≤–ї–∞–≥–Є –Є–Ј –љ–∞–љ–µ—Б–µ–љ–љ–Њ–≥–Њ –љ–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ—А–Њ—И–Ї–∞;
– —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Є –≤—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –Є–Ј–і–µ–ї–Є—П;
– —В–Њ–ї—Й–Є–љ–∞ —Б–ї–Њ—П —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –Є —Д–Њ—А–Љ–∞ –Є–Ј–і–µ–ї–Є—П.
–Ґ–µ–њ–µ—А—М —А–∞—Б—Б–Љ–Њ—В—А–Є–Љ –≤–ї–Є—П–љ–Є–µ —Н—В–Є—Е —Д–∞–Ї—В–Њ—А–Њ–≤ –њ–Њ –Њ—В–і–µ–ї—М–љ–Њ—Б—В–Є.
–Т–µ–ї–Є—З–Є–љ–∞ –њ–Њ–Љ–Њ–ї–∞ —З–∞—Б—В–Є—Ж —Н–Љ–∞–ї–Є. –Э–∞–Є–ї—Г—З—И–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ –і–ї—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є –Ј–∞—А–µ–Ї–Њ–Љ–µ–љ–і–Њ–≤–∞–ї–Є —Б–µ–±—П —Б–Њ—Б—В–∞–≤—Л —Б –≤–µ–ї–Є—З–Є–љ–Њ–є –Ј–µ—А–љ–∞ 0,1 – 0,5 –Љ–Љ –≤ –і–Є–∞–Љ–µ—В—А–µ. –Ґ–∞–Ї–Њ–є —А–∞–Ј–Љ–µ—А –Ј–µ—А–µ–љ –љ–∞–Є–±–Њ–ї–µ–µ –њ–Њ–і—Е–Њ–і–Є—В –і–ї—П –Ј–∞–Ї–ї–∞–і—Л–≤–∞–љ–Є—П —Н–Љ–∞–ї–µ–є –≤ –љ–µ–±–Њ–ї—М—И–Є–µ —П—З–µ–є–Ї–Є –Љ–µ–ґ–і—Г –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–∞–Љ–Є, —В–∞–Ї –Ї–∞–Ї –њ—А–Є —А–∞–±–Њ—В–µ –≤ —В–µ—Е–љ–Є–Ї–µ –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–Њ–є —Н–Љ–∞–ї–Є –±–Њ–ї–µ–µ –Ї—А—Г–њ–љ–∞—П –Ј–µ—А–љ–Є—Б—В–Њ—Б—В—М —А–∞–Ј–Љ–Њ–ї–Њ—В–Њ–є —Н–Љ–∞–ї–Є –Ј–∞—В—А—Г–і–љ—П–µ—В –Ј–∞–Ї–ї–∞–і—Л–≤–∞–љ–Є–µ —Б–Њ—Б—В–∞–≤–Њ–≤ –≤ –Љ–µ–ї–Ї–Є–µ —П—З–µ–є–Ї–Є, –∞ –±–Њ–ї–µ–µ —В–Њ–љ–Ї–Є–є –њ–Њ–Љ–Њ–ї (–Љ–µ–љ—М—И–µ 0,25 –Љ–Љ) –Ј–∞—В—А—Г–і–љ—П–µ—В –њ—А–Њ—Б—Г—И–Ї—Г —Н–Љ–∞–ї–Є –Є –Љ–Њ–ґ–µ—В –≤—Л–Ј—Л–≤–∞—В—М –Њ–Ї–Є—Б–ї–µ–љ–Є–µ —Б–Є–ї–Є–Ї–∞—В–љ—Л—Е —Н–Љ–∞–ї–µ–є –њ—А–Є –Њ–±–ґ–Є–≥–µ (—Е–∞—А–∞–Ї—В–µ—А–љ–Њ –і–ї—П —Б–Љ–∞–ї—М—В—Л), —З—В–Њ –љ–µ–≥–∞—В–Є–≤–љ–Њ —Б–Ї–∞–Ј—Л–≤–∞–µ—В—Б—П –љ–∞ –Є—Е —Ж–≤–µ—В–Њ–≤—Л—Е —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–∞—Е. –Ю–і–љ–∞–Ї–Њ –і–ї—П —Н–Ї–Њ–љ–Њ–Љ–Є–Є –Љ–∞—В–µ—А–Є–∞–ї–∞ –Є —Г–њ—А–Њ—Й–µ–љ–Є—П —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞, –≤ –±–Њ–ї—М—И–Є–љ—Б—В–≤–µ —Б–ї—Г—З–∞–µ–≤ –љ–µ —В—А–µ–±—Г–µ—В—Б—П –Њ—В—Б–µ–Є–≤–∞–љ–Є–µ —Д—А–∞–Ї—Ж–Є–є —Н–Љ–∞–ї–Є —Б –≤–µ–ї–Є—З–Є–љ–Њ–є –Ј–µ—А–љ–∞ –Љ–µ–љ–µ–µ 0,1 –Љ–Љ –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П —Б —В–Њ—З–Ї–Є –Ј—А–µ–љ–Є—П —Д–Є–Ј–Є–Ї–Њ-—Е–Є–Љ–Є—З–µ—Б–Ї–Є—Е —Б–≤–Њ–є—Б—В–≤ —Н–Љ–∞–ї–µ–≤—Л—Е –њ–Њ–Ї—А—Л—В–Є–є, —Е–Њ—В—П —Н—В–Њ –Љ–Њ–ґ–љ–Њ –і–µ–ї–∞—В—М –і–ї—П —Г–і–Њ–±—Б—В–≤–∞ —А–∞–±–Њ—В—Л —Б —Н–Љ–∞–ї—М—О. –Т–µ–ї–Є—З–Є–љ–∞ –њ–Њ–Љ–Њ–ї–∞ —З–∞—Б—В–Є—Ж –Є–Љ–µ–µ—В –Ј–љ–∞—З–µ–љ–Є–µ —В–∞–Ї–ґ–µ –і–ї—П –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л—Е —Б–≤–Њ–є—Б—В–≤ –≥–Њ—В–Њ–≤–Њ–≥–Њ –Є–Ј–і–µ–ї–Є—П, –љ–Њ —Н—В–Њ –њ–Њ–і—А–Њ–±–љ–Њ –±—Г–і–µ—В —А–∞—Б—Б–Љ–Њ—В—А–µ–љ–Њ –≤ —Б–ї–µ–і—Г—О—Й–µ–є –≥–ї–∞–≤–µ.
–Ь–∞—В–µ—А–Є–∞–ї –Є –Ї–∞—З–µ—Б—В–≤–Њ –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –њ–ї–∞—Б—В–Є–љ—Л, –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–љ–Њ–є –і–ї—П —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П. –Ф–ї—П –љ–∞–Є–ї—Г—З—И–µ–≥–Њ —Б—Ж–µ–њ–ї–µ–љ–Є—П —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ, –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –њ–ї–∞—Б—В–Є–љ—Л –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –Њ—З–Є—Й–µ–љ–∞ –Њ—В –≤—Б–µ—Е –≤–Њ–Ј–Љ–Њ–ґ–љ—Л—Е –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є–є: –ґ–Є—А–∞, –≥—А—П–Ј–Є, —В–Њ–ї—Б—В—Л—Е –Њ–Ї—Б–Є–і–љ—Л—Е –њ–ї–µ–љ–Њ–Ї, –Ї—А–∞—Б–Ї–Є –Є –і—А. –Ю—З–Є—Б—В–Ї–∞ –Љ–Њ–ґ–µ—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М—Б—П –Ї–∞–Ї, –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є–Љ –њ—Г—В–µ–Љ —Б –њ–Њ–Љ–Њ—Й—М—О –∞–±—А–∞–Ј–Є–≤–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤, —В–∞–Ї –Є —Б –њ–Њ–Љ–Њ—Й—М —А–∞—Б—В–≤–Њ—А–Њ–≤ –Ї–Є—Б–ї–Њ—В. –Э–µ—Б–Љ–Њ—В—А—П –љ–∞ —В–Њ, —З—В–Њ –њ–Њ–ї–љ–Њ–µ –Њ—В—Б—Г—В—Б—В–≤–Є–µ –Њ–Ї—Б–Є–і–љ–Њ–є –њ–ї–µ–љ–Ї–Є —Б–љ–Є–ґ–∞–µ—В —Б–Љ–∞—З–Є–≤–∞–µ–Љ–Њ—Б—В—М –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞ —А–∞—Б–њ–ї–∞–≤–Њ–Љ —Н–Љ–∞–ї–Є [1], –≤ —Б–ї—Г—З–∞–µ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П –Љ–µ–і–Є –ґ–µ–ї–∞—В–µ–ї—М–љ–Њ –Њ–±—А–∞–±–Њ—В–∞—В—М –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –≤ —Б–ї–∞–±–Њ–Љ —А–∞—Б—В–≤–Њ—А–µ –Ї–Є—Б–ї–Њ—В—Л —Б –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–є –њ—А–Њ–Љ—Л–≤–Ї–Њ–є –≤ –њ—А–Њ—В–Њ—З–љ–Њ–є –≤–Њ–і–µ. –≠—В–Њ –њ–Њ–Ј–≤–Њ–ї—П–µ—В —В–∞–Ї–ґ–µ –≤—Л—П–≤–Є—В—М –Ї—А–Є—Б—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О –Љ–∞–Ї—А–Њ—Б—В—А—Г–Ї—В—Г—А—Г –Љ–µ–і–Є, —З—В–Њ —Б–Њ–Ј–і–∞–µ—В –Љ–Є–Ї—А–Њ—А–µ–ї—М–µ—Д –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞, —В–∞–Ї–ґ–µ —Б–њ–Њ—Б–Њ–±—Б—В–≤—Г—О—Й–Є–є —Б—Ж–µ–њ–ї–µ–љ–Є—О —Н–Љ–∞–ї–Є —Б –Љ–µ–і—М—О. –Ґ–Њ–љ–Ї–∞—П –Њ–Ї—Б–Є–і–љ–∞—П –њ–ї–µ–љ–Ї–∞, —Г–ї—Г—З—И–∞—О—Й–∞—П —Б—Ж–µ–њ–ї–µ–љ–Є–µ —Н–Љ–∞–ї–Є —Б –Љ–µ—В–∞–ї–ї–Њ–Љ, –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Њ—З–Є—Й–µ–љ–љ–Њ–є –Њ—В –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є–є –Љ–µ–і–Є –Њ–±—А–∞–Ј—Г–µ—В—Б—П –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –±—Л—Б—В—А–Њ –њ—А–Є –Ї–Њ–љ—В–∞–Ї—В–µ —Б –Ї–Є—Б–ї–Њ—А–Њ–і–Њ–Љ –≤–Њ –≤—А–µ–Љ—П –љ–∞–љ–µ—Б–µ–љ–Є—П —Н–Љ–∞–ї–Є, –њ—А–Њ—Б—Г—И–Ї–Є –Є –Њ–±–ґ–Є–≥–µ –Є–Ј–і–µ–ї–Є—П.
–Ъ–∞–Ї –Є –≤ —Б–ї—Г—З–∞–µ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –Њ–±—Л—З–љ—Л—Е –≥–Њ—А—П—З–Є—Е –≥–ї—Г—Е–Є—Е (–љ–µ–њ—А–Њ–Ј—А–∞—З–љ—Л—Е) —Н–Љ–∞–ї–µ–є [9], —Б—Ж–µ–њ–ї–µ–љ–Є–µ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є —Б –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –Њ—Б–љ–Њ–≤–Њ–є –њ–Њ–ї—Г—З–∞–µ—В—Б—П –±–Њ–ї–µ–µ –њ—А–Њ—З–љ—Л–Љ –њ—А–Є –љ–∞–љ–µ—Б–µ–љ–Є–Є –Є—Е –љ–∞ —И–µ—А–Њ—Е–Њ–≤–∞—В—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Љ–µ—В–∞–ї–ї–∞, —З–µ–Љ –љ–∞ –≥–ї–∞–і–Ї—Г—О –Є–ї–Є –њ–Њ–ї–Є—А–Њ–≤–∞–љ–љ—Г—О. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ —Б—Ж–µ–њ–ї–µ–љ–Є–µ —Г–ї—Г—З—И–∞–µ—В—Б—П –Ј–∞ —Б—З–µ—В —Г–≤–µ–ї–Є—З–µ–љ–Є—П –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –њ–Њ–Ї—А—Л—В–Є—П –Љ–µ—В–∞–ї–ї–∞ —Н–Љ–∞–ї—М—О –Є –љ–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ–≥–Њ —А–µ–ї—М–µ—Д–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є.
–Э–∞–ї–Є—З–Є–µ –Ї–Њ–љ—В—А—Н–Љ–∞–ї–Є. –Я–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л–µ —Н–Љ–∞–ї–Є –Њ–±—Л—З–љ–Њ –≤—Л–њ–Њ–ї–љ—П—О—В—Б—П –љ–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П—Е, –Є–Љ–µ—О—Й–Є—Е –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ –±–Њ–ї—М—И—Г—О –њ–ї–Њ—Й–∞–і—М, –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –Ї —В–Њ–ї—Й–Є–љ–µ –Љ–µ—В–∞–ї–ї–∞. –Т—Б–ї–µ–і—Б—В–≤–Є–µ —Н—В–Њ–≥–Њ, –љ–∞–љ–µ—Б–µ–љ–Є–µ —Н–Љ–∞–ї–Є –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Љ–µ—В–∞–ї–ї–∞ —В–Њ–ї—М–Ї–Њ —Б –Њ–і–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л –Љ–Њ–ґ–µ—В –њ—А–Є–≤–µ—Б—В–Є –Ї –Ї–Њ—А–Њ–±–ї–µ–љ–Є—О –Є–Ј–і–µ–ї–Є—П –≤—Б–ї–µ–і—Б—В–≤–Є–µ —А–∞–Ј–љ–Њ—Б—В–Є –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В–Њ–≤ –ї–Є–љ–µ–є–љ–Њ–≥–Њ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П –Љ–µ—В–∞–ї–ї–∞ –Є —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П. –Т–Њ –Є–Ј–±–µ–ґ–∞–љ–Є–µ —Н—В–Њ–≥–Њ –љ–µ–ґ–µ–ї–∞—В–µ–ї—М–љ–Њ–≥–Њ —Н—Д—Д–µ–Ї—В–∞, –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В–∞—П —Н–Љ–∞–ї—М –і–µ–ї–∞–µ—В—Б—П –ї–Є–±–Њ –і–≤—Г—Б—В–Њ—А–Њ–љ–љ–µ–є, –ї–Є–±–Њ –љ–∞ –Њ–±—А–∞—В–љ—Г—О —Б—В–Њ—А–Њ–љ—Г –Є–Ј–і–µ–ї–Є—П –љ–∞–љ–Њ—Б–Є—В—Б—П —Б–ї–Њ–є –Ї–Њ–љ—В—А—Н–Љ–∞–ї–Є.
–Ъ–Њ–љ—В—А—Н–Љ–∞–ї—М –≤ –±–Њ–ї—М—И–Є–љ—Б—В–≤–µ —Б–ї—Г—З–∞–µ–≤ –љ–∞–љ–Њ—Б—П—В –љ–∞ –Њ–±—А–∞—В–љ—Г—О —Б—В–Њ—А–Њ–љ—Г –Є–Ј–і–µ–ї–Є—П –њ–µ—А–µ–і –љ–∞–±–Њ—А–Њ–Љ —А–Є—Б—Г–љ–Ї–∞ –Є–Ј –њ–µ—А–µ–≥–Њ—А–Њ–і–Њ–Ї –љ–∞ –ї–Є—Ж–µ–≤–Њ–є —Б—В–Њ—А–Њ–љ–µ. –Ґ–Њ–ї—Й–Є–љ–∞ –Ї–Њ–љ—В—А—Н–Љ–∞–ї–Є –љ–µ –і–Њ–ї–ґ–љ–∞ –њ—А–µ–≤—Л—И–∞—В—М —В–Њ–ї—Й–Є–љ—Г –ї–Є—Ж–µ–≤–Њ–≥–Њ —Б–ї–Њ—П, —З—В–Њ–±—Л –Є–Ј–±–µ–ґ–∞—В—М –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є –Є–Ј–і–µ–ї–Є—П. –Ъ–∞–Ї —Г–ґ–µ –Њ—В–Љ–µ—З–∞–ї–Њ—Б—М –≤—Л—И–µ, –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М —Б–Њ—Б—В–∞–≤–ї—П—О—В –Є–Ј —Б–Љ–µ—Б–Є —А–∞–Ј–ї–Є—З–љ—Л—Е —Н–Љ–∞–ї–µ–є, —З—В–Њ–±—Л –њ—А–Є–і–∞—В—М –µ–є –±–Њ–ї–µ–µ —Г–љ–Є–≤–µ—А—Б–∞–ї—М–љ—Л–µ —Б–≤–Њ–є—Б—В–≤–∞, –∞ –Ї—А–Њ–Љ–µ —В–Њ–≥–Њ –ґ–µ–ї–∞—В–µ–ї—М–љ–Њ, —З—В–Њ–±—Л –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М —Б–Њ–і–µ—А–ґ–∞–ї–∞ –Љ–µ–ї–Ї–Њ–і–Є—Б–њ–µ—А—Б–љ—Л–µ —Д—А–∞–Ї—Ж–Є–Є –і–ї—П –њ—А–Є–і–∞–љ–Є—П –µ–є –±–Њ–ї—М—И–µ–є –њ–ї–∞—Б—В–Є—З–љ–Њ—Б—В–Є. –Я–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ –Ї–Њ–љ—В—А—Н–Љ–∞–ї–Є –љ–∞ –Њ–±—А–∞—В–љ–Њ–є —Б—В–Њ—А–Њ–љ–µ, –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–∞—П –њ–ї–∞—Б—В–Є–љ–∞ —Б–ї–µ–≥–Ї–∞ –≤—Л–≥–Є–±–∞–µ—В—Б—П, —Б—В–∞–љ–Њ–≤—П—Б—М –≤—Л–њ—Г–Ї–ї–Њ–є —Б–Њ —Б—В–Њ—А–Њ–љ—Л –Ї–Њ–љ—В—А—Н–Љ–∞–ї–Є. –≠—В–Њ—В –і–µ—Д–µ–Ї—В –Љ–Њ–ґ–љ–Њ –Њ—Б–ї–∞–±–Є—В—М –њ–Њ—Б–ї–µ –Њ—Б—В—Л–≤–∞–љ–Є—П –њ–ї–∞—Б—В–Є–љ—Л, –њ—А–Є–ґ–∞–≤ –µ–µ –њ–Њ –≤—Б–µ–є –њ–ї–Њ—Б–Ї–Њ—Б—В–Є. –І—В–Њ–±—Л –≤–Њ –≤—А–µ–Љ—П —Н—В–Њ–є –Њ–њ–µ—А–∞—Ж–Є–Є, –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М –љ–µ —Б–Ї–∞–ї—Л–≤–∞–ї–∞—Б—М, —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –љ–∞–љ–Њ—Б–Є—В—М –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М –і–Њ—Б—В–∞—В–Њ—З–љ–Њ —В–Њ–љ–Ї–Є–Љ —Б–ї–Њ–µ–Љ, –љ–µ –±–Њ–ї–µ–µ 0,5 - 1 –Љ–Љ –≤ –Њ–±–Њ–ґ–ґ–µ–љ–љ–Њ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є. –Ю–Ї–Њ–љ—З–∞—В–µ–ї—М–љ–Њ–≥–Њ –≤—Л—А–∞–≤–љ–Є–≤–∞–љ–Є—П –њ–ї–∞—Б—В–Є–љ—Л –Љ–Њ–ґ–љ–Њ –і–Њ–±–Є—В—М—Б—П —В–Њ–ї—М–Ї–Њ –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ —Н–Љ–∞–ї–Є –љ–∞ –ї–Є—Ж–µ–≤–Њ–є —Б—В–Њ—А–Њ–љ–µ.
–Я–Њ–ї–љ–Њ–µ —Г–і–∞–ї–µ–љ–Є–µ –≤–ї–∞–≥–Є –Є–Ј –љ–∞–љ–µ—Б–µ–љ–љ–Њ–≥–Њ –љ–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ—А–Њ—И–Ї–∞. –Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –њ—А–Є –љ–∞–љ–µ—Б–µ–љ–Є–Є –њ–Њ—А–Њ—И–Ї–∞ —Н–Љ–∞–ї–Є –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Љ–µ—В–∞–ї–ї–∞ –Љ–Њ–Ї—А—Л–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ, —З—В–Њ–±—Л –њ–µ—А–µ–і –Ј–∞–≥—А—Г–Ј–Ї–Њ–є –Є–Ј–і–µ–ї–Є—П –≤ –њ–µ—З—М –і–ї—П –Њ–±–ґ–Є–≥–∞, –≤—Б—П –≤–ї–∞–≥–∞, —Б–Њ–і–µ—А–ґ–∞—Й–∞—П—Б—П –≤ —Н–Љ–∞–ї–µ–≤–Њ–Љ –њ–Њ—А–Њ—И–Ї–µ, –њ–Њ–ї–љ–Њ—Б—В—М—О –Є—Б–њ–∞—А–Є–ї–∞—Б—М. –Т –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –≤–Њ–Ј–љ–Є–Ї–∞–µ—В –Њ–њ–∞—Б–љ–Њ—Б—В—М —А–µ–Ј–Ї–Њ–≥–Њ –≤—Б–Ї–Є–њ–∞–љ–Є—П –≤–ї–∞–≥–Є, –Њ—Б—В–∞–≤—И–µ–є—Б—П –≤ —Н–Љ–∞–ї–µ–≤–Њ–Љ –њ–Њ—А–Њ—И–Ї–µ. –Я—А–Є –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ–Љ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –±–Њ–ї—М—И–Њ–≥–Њ –Ї–Њ–ї–Є—З–µ—Б—В–≤–∞ –Є–Ј–і–µ–ї–Є–є —Ж–µ–ї–µ—Б–Њ–Њ–±—А–∞–Ј–љ–Њ –њ—А–Њ–≤–Њ–і–Є—В—М —Б—Г—И–Ї—Г —Н–Љ–∞–ї–Є –њ–µ—А–µ–і –Њ–±–ґ–Є–≥–Њ–Љ –≤ —Б—Г—И–Є–ї—М–љ—Л—Е —И–Ї–∞—Д–∞—Е –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –Њ–Ї–Њ–ї–Њ 80 º–°. –Ю–і–љ–∞–Ї–Њ, –њ—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –µ–і–Є–љ–Є—З–љ—Л—Е –Є–Ј–і–µ–ї–Є–є –љ–µ—Б–ї–Њ–ґ–љ–Њ–є –Ї–Њ–љ—Д–Є–≥—Г—А–∞—Ж–Є–Є –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –њ—А–Њ—Б—Г—И–Є—В—М –љ–∞–љ–µ—Б–µ–љ–љ—Г—О —Н–Љ–∞–ї—М –љ–∞ –≥–Њ—А—П—З–µ–є –њ–Њ–і–ї–Њ–ґ–Ї–µ, –ї–Є–±–Њ –Њ—Б—В–Њ—А–Њ–ґ–љ–Њ –њ–Њ–Љ–µ—Й–∞—П –Ј–∞–≥–Њ—В–Њ–≤–Ї—Г –љ–∞ –Ї–Њ—А–Њ—В–Ї–Њ–µ –≤—А–µ–Љ—П (–љ–µ –±–Њ–ї–µ–µ 5 —Б) –≤ —А–∞–Ј–Њ–≥—А–µ—В—Л–є –Љ—Г—Д–µ–ї—М.
–Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Є –≤—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –Є–Ј–і–µ–ї–Є—П. –Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Є–Ј–і–µ–ї–Є–є –≤—Л—Б–Њ–Ї–Њ–≥–Њ –Ї–∞—З–µ—Б—В–≤–∞ –≤ —В–µ—Е–љ–Є–Ї–µ –≥–Њ—А—П—З–µ–є —Н–Љ–∞–ї–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —З–µ—В–Ї–Њ —Б–Њ–±–ї—О–і–∞—В—М —Б–Њ–Њ—В–љ–Њ—И–µ–љ–Є—П —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –Є –≤—А–µ–Љ–µ–љ–Є –Њ–±–ґ–Є–≥–∞ –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —А–∞–Ј–Љ–µ—А–∞ –Є –Љ–∞—Б—Б—Л –Є–Ј–і–µ–ї–Є—П. –°—А–µ–і–љ—П—П —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Њ–±–ґ–Є–≥–∞ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є —Б–Њ—Б—В–∞–≤–ї—П–µ—В 850 º–°, —З—В–Њ –±—Л–ї–Њ –≤—Л—П–≤–ї–µ–љ–Њ –≤ —Е–Њ–і–µ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–Њ–≤. –Ю–і–љ–∞–Ї–Њ, –Ї–∞–Ї —Г–Ї–∞–Ј—Л–≤–∞–ї–Њ—Б—М –≤—Л—И–µ, –љ–∞ —А–∞–Ј–љ—Л—Е —Б—В–∞–і–Є—П—Е –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞ –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є —Ж–µ–ї–µ—Б–Њ–Њ–±—А–∞–Ј–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —А–∞–Ј–ї–Є—З–љ—Л–µ –Ј–љ–∞—З–µ–љ–Є—П —А–∞–±–Њ—З–Є—Е —В–µ–Љ–њ–µ—А–∞—В—Г—А. –Ґ–∞–Ї, –њ—А–Є –њ–µ—А–≤–Њ–Љ –Њ–±–ґ–Є–≥–µ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ—А–Њ—И–Ї–∞, –љ–∞–љ–µ—Б–µ–љ–љ–Њ–≥–Њ –љ–∞ –Є–Ј–і–µ–ї–Є–µ, —Б–ї–µ–і—Г–µ—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –Њ–±–ґ–Є–≥ –љ–∞ –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ –і–Њ–њ—Г—Б—В–Є–Љ–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ, –≤ —Б–ї—Г—З–∞–µ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є –і–ї—П –Љ–µ–і–Є –Љ–∞—А–Ї–Є –Ь1 —Н—В–Њ—В –і–Є–∞–њ–∞–Ј–Њ–љ —Б–Њ—Б—В–∞–≤–ї—П–µ—В 850 - 890 º–°. –≠—В–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–∞—П —Н–Љ–∞–ї—М –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ –Ј–∞–њ–Њ–ї–љ–Є–ї–∞ –≤—Б–µ —П—З–µ–є–Ї–Є, –Њ–±—А–∞–Ј–Њ–≤–∞–љ–љ—Л–µ –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–∞–Љ–Є. –Т—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –і–Њ—Б—В–∞—В–Њ—З–љ—Л–Љ –≤–Њ-–њ–µ—А–≤—Л—Е –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л —А–∞—Б–њ–ї–∞–≤ —Н–Љ–∞–ї–Є –њ–Њ–ї–љ–Њ—Б—В—М—О —А–∞—Б—В–µ–Ї—Б—П –њ–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Є–Ј–і–µ–ї–Є—П –Є –≤–Њ-–≤—В–Њ—А—Л—Е, —З—В–Њ–±—Л –њ—А–Њ–Є–Ј–Њ—И–ї–Њ —Г–і–∞–ї–µ–љ–Є–µ –≥–∞–Ј–Њ–≤—Л—Е –њ—Г–Ј—Л—А—М–Ї–Њ–≤ –Є–Ј —А–∞—Б–њ–ї–∞–≤–∞ —Н–Љ–∞–ї–Є (–і–µ–≥–∞–Ј–∞—Ж–Є—П). –Э–Њ –љ–µ —Б–ї–µ–і—Г–µ—В —З—А–µ–Ј–Љ–µ—А–љ–Њ —Г–≤–µ–ї–Є—З–Є–≤–∞—В—М –≤—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞ –Є–Ј–і–µ–ї–Є–є, —В–∞–Ї –Ї–∞–Ї –≤—Б–ї–µ–і—Б—В–≤–Є–µ —Н—В–Њ–≥–Њ –Љ–Њ–ґ–µ—В –њ—А–Њ–Є–Ј–Њ–є—В–Є «–њ—А–Њ–≥–∞—А–∞–љ–Є–µ» —В–Њ–љ–Ї–Є—Е —Б–ї–Њ–µ–≤ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –≤—Б–ї–µ–і—Б—В–≤–Є–µ —А–µ–∞–Ї—Ж–Є–Є —Б –Њ–Ї–Є—Б—М—О –Љ–µ–і–Є, –Є –љ–µ–ґ–µ–ї–∞—В–µ–ї—М–љ—Л–µ —Е–Є–Љ–Є—З–µ—Б–Ї–Є–µ —А–µ–∞–Ї—Ж–Є–Є –≤ —А–∞—Б–њ–ї–∞–≤–µ —Н–Љ–∞–ї–Є, –Љ–Њ–≥—Г—Й–Є–µ –њ—А–Є–≤–µ—Б—В–Є –Ї –Є–Ј–Љ–µ–љ–µ–љ–Є—О —Ж–≤–µ—В–∞ —Н–Љ–∞–ї–µ–є. –Ф–ї—П —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є –≤—А–µ–Љ—П –њ–µ—А–≤–Њ–≥–Њ –Њ–±–ґ–Є–≥–∞ –Є–Ј–і–µ–ї–Є–є —Б–Њ—Б—В–∞–≤–ї—П–µ—В 3 - 5 –Љ–Є–љ—Г—В –і–ї—П –љ–µ–±–Њ–ї—М—И–Є—Е –Є–Ј–і–µ–ї–Є–є —Б –њ–ї–Њ—Й–∞–і—М—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –і–Њ 4000 –Љ–Љ2. –Ф–ї—П –±–Њ–ї–µ–µ –Ї—А—Г–њ–љ—Л—Е –Є–Ј–і–µ–ї–Є–є –≤—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М —Г–≤–µ–ї–Є—З–µ–љ–Њ –і–Њ 10 –Љ–Є–љ—Г—В.
–Я–Њ—Б–ї–µ–і—Г—О—Й–Є–µ –Њ–±–ґ–Є–≥–Є –і–ї—П –і–Њ—А–∞–±–Њ—В–Ї–Є –Є–Ј–і–µ–ї–Є—П –Љ–Њ–≥—Г—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М—Б—П –њ—А–Є –±–Њ–ї–µ–µ –љ–Є–Ј–Ї–Є—Е —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞—Е –Є –≤ –±–Њ–ї–µ–µ –Ї–Њ—А–Њ—В–Ї–Њ–Љ –≤—А–µ–Љ–µ–љ–љ–Њ–Љ –Є–љ—В–µ—А–≤–∞–ї–µ. –§–Є–љ–∞–ї—М–љ—Л–є –Њ–±–ґ–Є–≥ –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П —Н—Д—Д–µ–Ї—В–∞ –≥–ї—П–љ—Ж–µ–≤–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є —Б–Њ—И–ї–Є—Д–Њ–≤–∞–љ–љ–Њ–є —Н–Љ–∞–ї–Є (—В.–љ. –≥–Њ—А—П—З–∞—П –њ–Њ–ї–Є—А–Њ–≤–Ї–∞) –Љ–Њ–ґ–µ—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М—Б—П –≤ –Є–љ—В–µ—А–≤–∞–ї–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А 780 - 820 º–° –Є –≤ —В–µ—З–µ–љ–Є–µ 1 - 3 –Љ–Є–љ—Г—В, –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —А–∞–Ј–Љ–µ—А–∞ –Є–Ј–і–µ–ї–Є—П.
–Ґ–Њ–ї—Й–Є–љ–∞ —Б–ї–Њ—П —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –Є —Д–Њ—А–Љ–∞ –Є–Ј–і–µ–ї–Є—П. –≠—В–Њ—В —Д–∞–Ї—В–Њ—А –Є–Љ–µ–µ—В –≤–∞–ґ–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ –і–ї—П –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ–є —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є –≥–Њ—В–Њ–≤—Л—Е –Є–Ј–і–µ–ї–Є–є, –љ–µ —Б—З–Є—В–∞—П –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л—Е —Б–≤–Њ–є—Б—В–≤ –њ–Њ–Ї—А—Л—В–Є—П, –Њ —З–µ–Љ —А–µ—З—М –њ–Њ–є–і–µ—В –љ–Є–ґ–µ. –Ъ–∞–Ї —Г–ґ–µ –Њ—В–Љ–µ—З–∞–ї–Њ—Б—М —А–∞–љ–µ–µ, –Є–і–µ–∞–ї—М–љ—Л–µ –њ—А–Њ—З–љ–Њ—Б—В–љ—Л–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –Є–Ј–і–µ–ї–Є—П –њ—А–Њ—П–≤–ї—П—О—В—Б—П –њ—А–Є –њ–Њ–Ї—А—Л—В–Є–Є –Љ–µ–і–љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Б –Њ–±–µ–Є—Е —Б—В–Њ—А–Њ–љ —Н–Љ–∞–ї—М—О –Њ–і–Є–љ–∞–Ї–Њ–≤–Њ–є —В–Њ–ї—Й–Є–љ—Л —Б –Њ–і–Є–љ–∞–Ї–Њ–≤—Л–Љ–Є —Б–≤–Њ–є—Б—В–≤–∞–Љ–Є. –Ю–і–љ–∞–Ї–Њ, –љ–∞ –њ—А–∞–Ї—В–Є–Ї–µ —Н—В–Њ –Љ–∞–ї–Њ –њ—А–Є–Љ–µ–љ–Є–Љ–Њ. –І–∞—Й–µ, –і–ї—П –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –љ–∞–њ—А—П–ґ–µ–љ–Є–є –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М, —Б–Њ—Б—В–∞–≤–ї–µ–љ–љ—Г—О –Є–Ј –Ї–Њ–Љ–њ–Њ–Ј–Є—Ж–Є–Є —А–∞–Ј–ї–Є—З–љ—Л—Е –њ–Њ —Б–≤–Њ–є—Б—В–≤–∞–Љ —Н–Љ–∞–ї–µ–є. –Ъ–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М –љ–∞–љ–Њ—Б—П—В –љ–∞ –Њ–±–Њ—А–Њ—В–љ—Г—О —Б—В–Њ—А–Њ–љ—Г –Є–Ј–і–µ–ї–Є—П –≤ –њ–µ—А–≤—Г—О –Њ—З–µ—А–µ–і—М, –∞ –Ј–∞—В–µ–Љ —Г–ґ–µ –і–µ–Ї–Њ—А–Є—А—Г—О—В –ї–Є—Ж–µ–≤—Г—О —Б—В–Њ—А–Њ–љ—Г, –µ—Б–ї–Є –Є–Ј–і–µ–ї–Є–µ –Њ–і–љ–Њ—Б—В–Њ—А–Њ–љ–љ–µ–µ. –°–ї–Њ–є –Ї–Њ–љ—В—А—Н–Љ–∞–ї–Є –љ–µ –і–Њ–ї–ґ–µ–љ –±—Л—В—М —Б–ї–Є—И–Ї–Њ–Љ —В–Њ–ї—Б—В—Л–Љ (–љ–µ –±–Њ–ї–µ–µ 1 –Љ–Љ), —З—В–Њ–±—Л –љ–µ –і–Њ–њ—Г—Б—В–Є—В—М –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є –Є–Ј–і–µ–ї–Є—П –њ–Њ—Б–ї–µ –Њ—Б—В—Л–≤–∞–љ–Є—П. –Т—Б–ї–µ–і—Б—В–≤–Є–µ –љ–µ–Ї–Њ—В–Њ—А–Њ–є —А–∞–Ј–љ–Є—Ж—Л –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В–Њ–≤ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П –Љ–µ—В–∞–ї–ї–∞ –Є —Н–Љ–∞–ї–Є, –Љ–µ–і–љ—Л–µ –њ–ї–∞—Б—В–Є–љ–Ї–Є —В–Њ–ї—Й–Є–љ–Њ–є –і–Њ 1 –Љ–Љ, –њ–Њ–Ї—А—Л—В—Л–µ –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М—О, —Б–ї–µ–≥–Ї–∞ –њ—А–Њ–≥–Є–±–∞—О—В—Б—П –≤ —Б—В–Њ—А–Њ–љ—Г —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є. –≠—В–Њ–≥–Њ –Љ–Њ–ґ–љ–Њ –Є–Ј–±–µ–ґ–∞—В—М –Є—Б–њ–Њ–ї—М–Ј—Г—П –Є–Ј–љ–∞—З–∞–ї—М–љ–Њ —Б–ї–µ–≥–Ї–∞ –≤—Л–њ—Г–Ї–ї—Л–µ –њ–ї–∞—Б—В–Є–љ–Ї–Є, –њ—А–Є –њ–Њ–Ї—А—Л—В–Є–Є –Ї–Њ—В–Њ—А—Л—Е –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М—О —Б –≤–Њ–≥–љ—Г—В–Њ–є —Б—В–Њ—А–Њ–љ—Л –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є –љ–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В. –Т —Б–ї—Г—З–∞–µ –ґ–µ –Ї–Њ–≥–і–∞ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П –њ–ї–Њ—Б–Ї–Є–µ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –њ–Њ–і –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Г—О —Н–Љ–∞–ї—М, –Ї–∞–Ї —Г–ґ–µ –Њ–њ–Є—Б—Л–≤–∞–ї–Њ—Б—М –≤—Л—И–µ, –і–µ—Д–Њ—А–Љ–∞—Ж–Є—О –Љ–Њ–ґ–љ–Њ —Г–Љ–µ–љ—М—И–Є—В—М, –њ—А–Є–ґ–∞–≤ –њ–ї–∞—Б—В–Є–љ–Ї—Г —Б –Ї–Њ–љ—В—А—Н–Љ–∞–ї—М—О –њ–Њ—Б–ї–µ –≤—Л–≥—А—Г–Ј–Ї–Є –Є–Ј –Љ—Г—Д–µ–ї—П. –Ю–Ї–Њ–љ—З–∞—В–µ–ї—М–љ–Њ–µ –≤—Л—А–∞–≤–љ–Є–≤–∞–љ–Є–µ –Љ–Њ–ґ–љ–Њ –њ–Њ–ї—Г—З–Є—В—М —В–Њ–ї—М–Ї–Њ –њ–Њ—Б–ї–µ –њ–Њ–Ї—А—Л—В–Є—П —Н–Љ–∞–ї—М—О –ї–Є—Ж–µ–≤–Њ–є —Б—В–Њ—А–Њ–љ—Л. –Ю–і–љ–∞–Ї–Њ, —Б–ї–µ–і—Г–µ—В –Є–Ј–±–µ–≥–∞—В—М —Б–ї–Є—И–Ї–Њ–Љ –љ–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ—Л—Е –њ—А–Њ–њ–Њ—А—Ж–Є–є –њ—А–Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–Є –њ–ї–Њ—Б–Ї–Є—Е –Є–Ј–і–µ–ї–Є–є. –Т —Б–ї—Г—З–∞–µ, –µ—Б–ї–Є –і–ї–Є–љ–∞ –њ–ї–Њ—Б–Ї–Њ–є –њ–ї–∞—Б—В–Є–љ–Ї–Є –њ–Њ–і —Н–Љ–∞–ї—М –≤–і–≤–Њ–µ –Є–ї–Є –±–Њ–ї–µ–µ –њ—А–µ–≤—Л—И–∞–µ—В –µ–µ —И–Є—А–Є–љ—Г, –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є –њ—А–Є –Њ—Б—В—Л–≤–∞–љ–Є–Є –≤—Л—А–Њ–≤–љ—П—В—М –љ–µ —Г–і–∞–µ—В—Б—П. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Љ–Њ–ґ–љ–Њ —Г–≤–µ–ї–Є—З–Є—В—М —В–Њ–ї—Й–Є–љ—Г –Љ–µ—В–∞–ї–ї–∞, —Б–Њ–Ї—А–∞—В–Є–≤, –њ–Њ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є —В–Њ–ї—Й–Є–љ—Г —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ —Б–ї–Њ—П.
6.2. –Т–ї–Є—П–љ–Є–µ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є—Е –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ –љ–∞ –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–µ —Б–≤–Њ–є—Б—В–≤–∞ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –љ–∞ –Њ—Б–љ–Њ–≤–µ —Б–Љ–∞–ї—М—В—Л –Є –±–Є—Б–µ—А–∞
–Ю—Б–љ–Њ–≤–љ—Л–Љ–Є —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–Љ–Є –њ–∞—А–∞–Љ–µ—В—А–∞–Љ–Є, –Њ–Ї–∞–Ј—Л–≤–∞—О—Й–Є–Љ–Є –≤–ї–Є—П–љ–Є–µ –љ–∞ –Њ–њ—В–Є–Ї–Њ-–і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–µ —Б–≤–Њ–є—Б—В–≤–∞ —Н–Љ–∞–ї–µ–≤—Л—Е –њ–Њ–Ї—А—Л—В–Є–є —П–≤–ї—П—О—В—Б—П —Б–ї–µ–і—Г—О—Й–Є–µ:
– —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Є –≤—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞ —Н–Љ–∞–ї–µ–≤—Л—Е —Б–Њ—Б—В–∞–≤–Њ–≤;
– —Б—В–µ–њ–µ–љ—М –Њ—З–Є—Б—В–Ї–Є —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ—А–Њ—И–Ї–∞ –Њ—В —А–∞–Ј–ї–Є—З–љ—Л—Е –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є–є (—З–∞—Б—В–Є—Ж –Љ–µ—В–∞–ї–ї–∞, –њ–Њ–њ–∞–і–∞—О—Й–Є—Е –≤ —Н–Љ–∞–ї—М –њ—А–Є —А–∞–Ј–Љ–∞–ї—Л–≤–∞–љ–Є–Є –≤ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Њ–є —Б—В—Г–њ–Ї–µ, –њ—А–Є–Љ–µ—Б–µ–є, —Б–Њ–і–µ—А–ґ–∞—Й–Є—Е—Б—П –≤ –≤–Њ–і–µ –і–ї—П –њ—А–Њ–Љ—Л–≤–Ї–Є —Б–Љ–∞—З–Є–≤–∞–љ–Є—П —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ—А–Њ—И–Ї–∞ –Є –і—А.);
– –≤–µ–ї–Є—З–Є–љ–∞ —Н–Љ–∞–ї–µ–≤—Л—Е –Ј–µ—А–µ–љ, –Њ–±—А–∞–Ј—Г—О—Й–∞—П—Б—П –њ—А–Є —А–∞–Ј–Љ–∞–ї—Л–≤–∞–љ–Є–Є —Б—В–µ–Ї–ї–Њ–Љ–∞—В–µ—А–Є–∞–ї–Њ–≤;
– —Б—В–µ–њ–µ–љ—М –Њ—З–Є—Б—В–Ї–Є —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ—А–Њ—И–Ї–∞ –Њ—В –њ—Л–ї–µ–≤–Є–і–љ—Л—Е —Д—А–∞–Ї—Ж–Є–є (—Н—В–Њ—В —Д–∞–Ї—В–Њ—А –љ–∞–Є–±–Њ–ї–µ–µ –≤–∞–ґ–µ–љ –і–ї—П –њ—А–Њ–Ј—А–∞—З–љ—Л—Е —Н–Љ–∞–ї–µ–є);
– –њ—А–Є –њ–Њ–≤—В–Њ—А–љ–Њ–Љ –Њ–±–ґ–Є–≥–µ –њ–Њ—Б–ї–µ —Б–Њ—И–ї–Є—Д–Њ–≤—Л–≤–∞–љ–Є—П –≤–µ—А—Е–љ–µ–≥–Њ —Б–ї–Њ—П —Н–Љ–∞–ї–Є –њ—А–Є –≤—Л—А–∞–≤–љ–Є–≤–∞–љ–Є–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–Њ–Ї—А—Л—В–Є—П - —Б—В–µ–њ–µ–љ—М —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–µ—А–µ–і –њ–Њ–≤—В–Њ—А–љ—Л–Љ –Њ–±–ґ–Є–≥–Њ–Љ –Є —Б—В–µ–њ–µ–љ—М –Њ—З–Є—Б—В–Ї–Є –µ–µ –Њ—В —З–∞—Б—В–Є—Ж –∞–±—А–∞–Ј–Є–≤–∞, –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ–Њ–≥–Њ –і–ї—П —И–ї–Є—Д–Њ–≤–Ї–Є.
–Ґ–µ–њ–µ—А—М –Љ–Њ–ґ–љ–Њ —А–∞—Б—Б–Љ–Њ—В—А–µ—В—М —Н—В–Є —Д–∞–Ї—В–Њ—А—Л –њ–Њ –Њ—В–і–µ–ї—М–љ–Њ—Б—В–Є.
–Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Є –≤—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞ —Н–Љ–∞–ї–µ–≤—Л—Е —Б–Њ—Б—В–∞–≤–Њ–≤. –° —В–Њ—З–Ї–Є –Ј—А–µ–љ–Є—П –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л—Е —Б–≤–Њ–є—Б—В–≤ –Є—Б—Б–ї–µ–і—Г–µ–Љ—Л—Е —Б–Є–ї–Є–Ї–∞—В–љ—Л—Е —Б–Њ—Б—В–∞–≤–Њ–≤ –Њ—В —А–µ–ґ–Є–Љ–Њ–≤ –Њ–±–ґ–Є–≥–∞, –Њ—Б–љ–Њ–≤–љ–∞—П –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В—М —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є –љ–∞ –Њ—Б–љ–Њ–≤–µ —Ж–≤–µ—В–љ—Л—Е —Б–Љ–∞–ї—М—В –Є –±–Є—Б–µ—А–∞ –Ј–∞–Ї–ї—О—З–∞–µ—В—Б—П –≤ —В–Њ–Љ, —З—В–Њ —З–∞—Б—В—М —Б–Њ—Б—В–∞–≤–Њ–≤ —Е–Њ–ї–Њ–і–љ—Л—Е –Њ—В—В–µ–љ–Ї–Њ–≤ —В–µ—А—П—О—В —Н—Д—Д–µ–Ї—В –≥–ї—Г—И–µ–љ–Є—П –њ—А–Є –њ–µ—А–≤–Є—З–љ–Њ–Љ –Њ–±–ґ–Є–≥–µ —Б —В–µ–Љ–њ–µ—А–∞—В—Г—А–Њ–є –±–Њ–ї–µ–µ 800 º–° –Є —В—А–µ–±—Г—О—В –≤—В–Њ—А–Є—З–љ–Њ–≥–Њ –Њ–±–ґ–Є–≥–∞ (–љ–∞–≤–Њ–і–Ї–Є) —Б —В–µ–Љ–њ–µ—А–∞—В—Г—А–Њ–є –љ–µ –≤—Л—И–µ 820 º–°. –Ь–µ—Е–∞–љ–Є–Ј–Љ –Є –њ—А–Є—З–Є–љ—Л —Н—В–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞ –Њ–њ–Є—Б–∞–љ—Л –≤—Л—И–µ. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –≥–ї—Г—И–µ–љ–Є–µ –њ–Њ–ї–љ–Њ—Б—В—М—О –Є–ї–Є —З–∞—Б—В–Є—З–љ–Њ –≤–Њ—Б—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П, –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –Є –≤—А–µ–Љ–µ–љ–Є –≤—Л–і–µ—А–ґ–Ї–Є. –≠—Д—Д–µ–Ї—В –њ–Њ—В–µ—А–Є –≥–ї—Г—И–µ–љ–Є—П –Љ–Њ–ґ–µ—В –±—Л—В—М –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ –≤ –Ї–∞—З–µ—Б—В–≤–µ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ –њ—А–Є–µ–Љ–∞ –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –±–Њ–ї–µ–µ —В–µ–Љ–љ—Л—Е —В–Њ–љ–Њ–≤. –Т–Њ—Б—Б—В–∞–љ–Њ–≤–ї–µ–љ–Є–µ –≥–ї—Г—И–µ–љ–Є—П –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ –њ—А–Є —Д–Є–љ–∞–ї—М–љ–Њ–Љ –Њ–±–ґ–Є–≥–µ (–≥–Њ—А—П—З–µ–є –њ–Њ–ї–Є—А–Њ–≤–Ї–µ) –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є, –њ—А–Њ–Є—Б—Е–Њ–і—П—Й–µ–Љ –≤ –і–Є–∞–њ–∞–Ј–Њ–љ–µ 780 — 820 º–°, –њ–Њ—Н—В–Њ–Љ—Г –і–∞–љ–љ—Л–є —Н—Д—Д–µ–Ї—В –љ–µ–ї—М–Ј—П —Б—З–Є—В–∞—В—М –љ–µ–і–Њ—Б—В–∞—В–Ї–Њ–Љ. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ—В–Љ–µ—В–Є—В—М, —З—В–Њ —Н—Д—Д–µ–Ї—В –љ–∞–≤–Њ–і–Ї–Є –њ—А–Є—Б—Г—Й —А—П–і—Г —О–≤–µ–ї–Є—А–љ—Л—Е —Н–Љ–∞–ї–µ–є, –≤—Л–њ—Г—Б–Ї–∞–µ–Љ—Л—Е –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ—Б—В—М—О –Є —И–Є—А–Њ–Ї–Њ –Њ–њ–Є—Б–∞–љ –≤ –ї–Є—В–µ—А–∞—В—Г—А–µ.
–Ъ–∞–Ї —Г–ґ–µ –Њ—В–Љ–µ—З–∞–ї–Њ—Б—М –≤—Л—И–µ, –њ—А–Є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є, —Б—А–µ–і–љ—П—П —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Њ–±–ґ–Є–≥–∞ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є —Б–Њ—Б—В–∞–≤–ї—П–µ—В 850 º–°. –Ф–ї—П –Њ–њ—В–Є–Љ–∞–ї—М–љ–Њ–≥–Њ —А–∞—Б—В–µ–Ї–∞–љ–Є—П —Н–Љ–∞–ї–Є –њ–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞, –Є –і–ї—П –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ –Ј–∞–њ–Њ–ї–љ–µ–љ–Є—П —П—З–µ–µ–Ї –њ–µ—А–≤—Л–є –Њ–±–ґ–Є–≥ –Є–Ј–і–µ–ї–Є—П —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –≤ –і–Є–∞–њ–∞–Ј–Њ–љ–µ 860 – 900 º–°. –Э–µ—Б–Љ–Њ—В—А—П –љ–∞ —В–Њ, —З—В–Њ —Н—В–Њ—В —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ—Л–є –і–Є–∞–њ–∞–Ј–Њ–љ –љ–µ–і–Њ—Б—В–∞—В–Њ—З–µ–љ –і–ї—П –њ–Њ–ї–љ–Њ–є —А–∞—Б—В–µ–Ї–∞–µ–Љ–Њ—Б—В–Є –љ–µ–Ї–Њ—В–Њ—А—Л—Е —Б–Њ—Б—В–∞–≤–Њ–≤ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є (–љ–Њ –≤–њ–Њ–ї–љ–µ –і–Њ—Б—В–∞—В–Њ—З–µ–љ –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Є–Ј–і–µ–ї–Є–є —В—А–µ–±—Г–µ–Љ–Њ–≥–Њ –Ї–∞—З–µ—Б—В–≤–∞), –љ–µ —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –Њ–±–ґ–Є–≥ –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞—Е –≤—Л—И–µ 900 º–°, —В–∞–Ї –Ї–∞–Ї —Н—В–Њ –Љ–Њ–ґ–µ—В –њ—А–Є–≤–µ—Б—В–Є –Ї –Є–Ј–Љ–µ–љ–µ–љ–Є—О (–њ–Њ—В–µ–Љ–љ–µ–љ–Є—О) —Ж–≤–µ—В–∞ —Н–Љ–∞–ї–µ–є –Є –њ–Њ—П–≤–ї–µ–љ–Є—О –њ—А–Њ–≥–∞—А–Њ–≤ – —В–µ–Љ–љ—Л—Е –њ—П—В–µ–љ –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —В–Њ–љ–Ї–Њ–≥–Њ —Б–ї–Њ—П —Н–Љ–∞–ї–Є –≤—Б–ї–µ–і—Б—В–≤–Є–µ –≤–Ј–∞–Є–Љ–Њ–і–µ–є—Б—В–≤–Є—П –њ–Є–≥–Љ–µ–љ—В–Њ–≤ —Н–Љ–∞–ї–µ–є —Б –Ї–Є—Б–ї–Њ—А–Њ–і–Њ–Љ, –Љ–µ—В–∞–ї–ї–Њ–Љ –Є –і—А—Г–≥–Є–Љ–Є –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–∞–Љ–Є —Н–Љ–∞–ї–µ–≤—Л—Е —Б–Њ—Б—В–∞–≤–Њ–≤.
–І—В–Њ –Ї–∞—Б–∞–µ—В—Б—П –≤—А–µ–Љ–µ–љ–Є –Њ–±–ґ–Є–≥–∞ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є, —Б —В–Њ—З–Ї–Є –Ј—А–µ–љ–Є—П –Њ–њ—В–Є–Љ–Є–Ј–∞—Ж–Є–Є –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л—Е —Б–≤–Њ–є—Б—В–≤, –≤—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –њ–Њ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –Љ–Є–љ–Є–Љ–∞–ї—М–љ—Л–Љ, —З—В–Њ–±—Л –љ–µ –і–Њ–њ—Г—Б—В–Є—В—М —А–∞–Ј–ї–Њ–ґ–µ–љ–Є—П –Ї—А–∞—Б—П—Й–Є—Е –њ–Є–≥–Љ–µ–љ—В–Њ–≤ –Є –њ–Њ—В–µ—А–Є —Ж–≤–µ—В–∞. –Ъ–∞–Ї –њ—А–∞–≤–Є–ї–Њ, —Б—А–µ–і–љ–µ–µ –≤—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞ –љ–µ–±–Њ–ї—М—И–Є—Е –Є–Ј–і–µ–ї–Є–є —Б–Њ—Б—В–∞–≤–ї—П–µ—В 2 – 3 –Љ–Є–љ—Г—В—Л, –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —А–∞–Ј–Љ–µ—А–∞ –Є–Ј–і–µ–ї–Є—П, —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –Є —Б—В–µ–њ–µ–љ–Є –≥–Њ—В–Њ–≤–љ–Њ—Б—В–Є –Є–Ј–і–µ–ї–Є—П. –Ю–і–љ–∞–Ї–Њ –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ—Л–є –Њ–±–ґ–Є–≥ –љ–µ–њ—А–Њ–Ј—А–∞—З–љ—Л—Е –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є –Љ–Њ–ґ–µ—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М—Б—П –±–Њ–ї–µ–µ –і–Њ–ї–≥–Њ–µ –≤—А–µ–Љ—П (–і–Њ 10 –Љ–Є–љ—Г—В), –њ–Њ—Б–Ї–Њ–ї—М–Ї—Г –≤—Б–ї–µ–і—Б—В–≤–Є–µ —Б–Є–ї—М–љ–Њ–є —Г—Б–∞–і–Ї–Є, –≤—Б–µ —Ж–≤–µ—В–∞ –±—Г–і—Г—В –і–Њ–Ї–ї–∞–і—Л–≤–∞—В—М—Б—П –≤—В–Њ—А—Л–Љ —Б–ї–Њ–µ–Љ –Є –Њ–±–ґ–Є–≥–∞—В—М—Б—П –њ—А–Є –±–Њ–ї–µ–µ –љ–Є–Ј–Ї–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ. –≠—В–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –і–ї—П –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ –Ј–∞–њ–Њ–ї–љ–µ–љ–Є—П —А–∞—Б–њ–ї–∞–≤–Њ–Љ —Н–Љ–∞–ї–Є –≤—Б–µ—Е –њ—Г—Б—В–Њ—В –Є –і–µ–≥–∞–Ј–∞—Ж–Є–Є —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ —Б–ї–Њ—П. –Ю–і–љ–∞–Ї–Њ, –њ—А–Є —Д–Є–љ–∞–ї—М–љ–Њ–Љ –Њ–±–ґ–Є–≥–µ –Є–Ј–і–µ–ї–Є—П, –≤—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –Љ–Є–љ–Є–Љ–∞–ї—М–љ–Њ –і–Њ—Б—В–∞—В–Њ—З–љ—Л–Љ, —З—В–Њ–±—Л –љ–µ –і–Њ–њ—Г—Б—В–Є—В—М –≤—Л—И–µ—Г–Ї–∞–Ј–∞–љ–љ—Л—Е –і–µ—Д–µ–Ї—В–Њ–≤. –Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ —Д–Є–љ–∞–ї—М–љ–Њ–≥–Њ –Њ–±–ґ–Є–≥–∞ –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є –љ–∞ –Љ–µ–і–Є —В–Њ–ї—Й–Є–љ–Њ–є –і–Њ 1 –Љ–Љ, —Б –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ–Љ —Б–Њ—Б—В–∞–≤–Њ–≤ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є –і–ї—П –љ–µ–±–Њ–ї—М—И–Є—Е –Є–Ј–і–µ–ї–Є–є —Б –њ–ї–Њ—Й–∞–і—М—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –і–Њ 8000 –Љ–Љ2 —Б–Њ—Б—В–∞–≤–ї—П–µ—В 780 – 820 º–°. –Т—А–µ–Љ—П –Њ–±–ґ–Є–≥–∞ –і–ї—П –Є–Ј–і–µ–ї–Є–є —Б –і–∞–љ–љ–Њ–є –њ–ї–Њ—Й–∞–і—М—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є – 1 – 2 –Љ–Є–љ—Г—В—Л. –§–Є–љ–∞–ї—М–љ—Л–є –Њ–±–ґ–Є–≥ –±–Њ–ї–µ–µ –Љ–∞—Б—Б–Є–≤–љ—Л—Е –Є–Ј–і–µ–ї–Є–є —Б–ї–µ–і—Г–µ—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –љ–µ –Љ–µ–љ–µ–µ 820 º–°, –≤—Б–ї–µ–і—Б—В–≤–Є–µ –≤—Л—Б–Њ–Ї–Њ–є —В–µ–њ–ї–Њ–µ–Љ–Ї–Њ—Б—В–Є —Б–∞–Љ–Њ–≥–Њ –Є–Ј–і–µ–ї–Є—П (–і–∞–љ–љ—Л–µ –і–µ–є—Б—В–≤–Є—В–µ–ї—М–љ—Л –њ—А–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–Є –Љ—Г—Д–µ–ї—М–љ–Њ–є –њ–µ—З–Є —Б –≤—Л—И–µ—Г–Ї–∞–Ј–∞–љ–љ—Л–Љ–Є –њ–∞—А–∞–Љ–µ—В—А–∞–Љ–Є).
–°—В–µ–њ–µ–љ—М –Њ—З–Є—Б—В–Ї–Є —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ—А–Њ—И–Ї–∞ –Њ—В —А–∞–Ј–ї–Є—З–љ—Л—Е –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є–є. –Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Њ–±–ї—О–і–∞—В—М –љ–µ–Ї–Њ—В–Њ—А—Л–µ —В—А–µ–±–Њ–≤–∞–љ–Є—П –Ї —З–Є—Б—В–Њ—В–µ –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤:
– –Њ—В—Б—Г—В—Б—В–≤–Є–µ –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є—Е –њ—А–Є–Љ–µ—Б–µ–є –≤ —Н–Љ–∞–ї–µ–≤–Њ–Љ –њ–Њ—А–Њ—И–Ї–µ (—З–∞—Б—В–Є—Ж —Н–Љ–∞–ї–Є –і—А—Г–≥–Є—Е —Ж–≤–µ—В–Њ–≤, –љ–µ —Б–Њ–≤–Љ–µ—Б—В–Є–Љ—Л—Е —Б –Њ—Б–љ–Њ–≤–љ—Л–Љ, –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є—Е –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є–є – –њ—Л–ї–Є, –≥—А—П–Ј–Є, —З–∞—Б—В–Є—Ж –Љ–µ—В–∞–ї–ї–∞);
– —Е–Є–Љ–Є—З–µ—Б–Ї–∞—П —З–Є—Б—В–Њ—В–∞ –≤–Њ–і—Л –і–ї—П —Б–Љ–∞—З–Є–≤–∞–љ–Є—П —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ—А–Њ—И–Ї–∞.
–Я—А–Є —А–∞–Ј–Љ–∞–ї—Л–≤–∞–љ–Є–Є –Ї—А—Г–њ–љ—Л—Е –Ї—Г—Б–Ї–Њ–≤ —Б—В–µ–Ї–ї–Њ–Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –≤ —Б—В–∞–ї—М–љ–Њ–є —Б—В—Г–њ–Ї–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –љ–µ–Є–Ј–±–µ–ґ–љ–Њ–µ —Б–Ї–∞–ї—Л–≤–∞–љ–Є–µ –Љ–µ–ї–Ї–Є—Е —З–∞—Б—В–Є—Ж –Љ–µ—В–∞–ї–ї–∞ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —В–Њ–ї—З–µ–љ–Є—П. –≠—В–Њ –њ—А–Є–≤–Њ–і–Є—В –Ї –њ–Њ—П–≤–ї–µ–љ–Є—О —З–µ—А–љ—Л—Е —В–Њ—З–µ–Ї –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Њ–±–Њ–ґ–ґ–µ–љ–љ–Њ–є —Н–Љ–∞–ї–Є. –Ф–ї—П –њ—А–µ–і–Њ—В–≤—А–∞—Й–µ–љ–Є—П —Н—В–Њ–≥–Њ –і–µ—Д–µ–Ї—В–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–±—А–∞–±–∞—В—Л–≤–∞—В—М —Н–Љ–∞–ї–µ–≤—Л–є –њ–Њ—А–Њ—И–Њ–Ї —Б—А–∞–Ј—Г –њ–Њ—Б–ї–µ —А–∞–Ј–Љ–∞–ї—Л–≤–∞–љ–Є—П —Б –њ–Њ–Љ–Њ—Й—М—О –Љ–∞–≥–љ–Є—В–∞ –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–∞–≥–љ–Є—В–∞ –љ–µ –њ–µ—А–µ—Б—В–∞–љ—Г—В —Б–Њ–±–Є—А–∞—В—М—Б—П —Б—В–∞–ї—М–љ—Л–µ –Њ–њ–Є–ї–Ї–Є, –љ–∞—Е–Њ–і–Є–≤—И–Є–µ—Б—П –≤ —Н–Љ–∞–ї–µ–≤–Њ–Љ –њ–Њ—А–Њ—И–Ї–µ.
–Ґ–∞–Ї–ґ–µ –≤–∞–ґ–љ–Њ —Б–ї–µ–і–Є—В—М –Ј–∞ —В–µ–Љ, —З—В–Њ–±—Л –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —А–∞–±–Њ—В—Л –≤ —Н–Љ–∞–ї–µ–≤—Л–є –њ–Њ—А–Њ—И–Њ–Ї –љ–µ –њ–Њ–њ–∞–і–∞–ї–Є —А–∞–Ј–ї–Є—З–љ—Л–µ –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є—П: –њ—Л–ї—М, –Њ—А–≥–∞–љ–Є—З–µ—Б–Ї–Є–µ —З–∞—Б—В–Є—Ж—Л, —З–∞—Б—В–Є—Ж—Л —Н–Љ–∞–ї–µ–є –і—А—Г–≥–Њ–≥–Њ —Ж–≤–µ—В–∞ –Є–ї–Є —Е–Є–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ —Б–Њ—Б—В–∞–≤–∞.
–Т–µ–ї–Є—З–Є–љ–∞ —Н–Љ–∞–ї–µ–≤—Л—Е –Ј–µ—А–µ–љ. –Т –Њ—В–ї–Є—З–Є–µ –Њ—В —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Н–Љ–∞–ї–µ–є, –≤—Л–њ—Г—Б–Ї–∞–µ–Љ—Л—Е –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ—Б—В—М—О, –њ—А–Є –Њ–±–ґ–Є–≥–µ –њ–Њ—А–Њ—И–Ї–∞ —А–∞–Ј–Љ–Њ–ї–Њ—В–Њ–є —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ–Њ–є —Н–Љ–∞–ї–Є, –љ–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –њ–Њ–ї–љ–Њ–µ —Б–ї–Є—П–љ–Є–µ –Ј–µ—А–µ–љ —А–∞–Ј–Љ–Њ–ї–Њ—В–Њ–є —Н–Љ–∞–ї–Є. –≠—В–Њ—В —Н—Д—Д–µ–Ї—В –љ–µ–ї—М–Ј—П –Њ—В–љ–µ—Б—В–Є –Ї –љ–µ–і–Њ—Б—В–∞—В–Ї–∞–Љ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є, –њ–Њ—Б–Ї–Њ–ї—М–Ї—Г, —Н—В–Њ –≤ —Ж–µ–ї–Њ–Љ –љ–µ –≤–ї–Є—П–µ—В –љ–∞ –њ—А–Њ—З–љ–Њ—Б—В—М —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П, –Є –Љ–Њ–ґ–љ–Њ —Г—В–≤–µ—А–ґ–і–∞—В—М, –љ–∞ –Њ—Б–љ–Њ–≤–µ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е –і–∞–љ–љ—Л—Е, —З—В–Њ –њ—А–Њ—З–љ–Њ—Б—В—М —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є –љ–∞ –Љ–µ–і–љ–Њ–є –њ–Њ–і–ї–Њ–ґ–Ї–µ –њ—А–µ–≤–Њ—Б—Е–Њ–і–Є—В –њ—А–Њ—З–љ–Њ—Б—В—М —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Н–Љ–∞–ї–µ–є, –≤—Л–њ—Г—Б–Ї–∞–µ–Љ—Л—Е –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ—Б—В—М—О. –С–Њ–ї–µ–µ —В–Њ–≥–Њ, —Н—В–Њ –њ—А–Є–і–∞–µ—В —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л–Љ –Є–Ј–і–µ–ї–Є—П–Љ –Њ—Б–Њ–±—Л–є –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–є —Н—Д—Д–µ–Ї—В, —В—А—Г–і–љ–Њ–і–Њ—Б—В–Є–ґ–Є–Љ—Л–є –њ—А–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–Є «–Њ–±—Л—З–љ—Л—Е» —Н–Љ–∞–ї–µ–є. –Т –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є —А–∞–Ј–љ–Њ–є —Б—В–µ–њ–µ–љ–Є –њ–Њ–Љ–Њ–ї–∞ –Є —Б–Љ–µ—И–Є–≤–∞–љ–Є—П —А–∞–Ј–ї–Є—З–љ—Л—Е –Њ—В—В–µ–љ–Ї–Њ–≤ —Ж–≤–µ—В–Њ–≤ —Б–Њ—Б—В–∞–≤–Њ–≤ –љ–∞ –Њ—Б–љ–Њ–≤–µ —Б–Љ–∞–ї—М—В—Л –Є –±–Є—Б–µ—А–∞ –Љ–Њ–ґ–љ–Њ –њ–Њ–ї—Г—З–∞—В—М —Б–ї–Њ–ґ–љ—Л–µ –і–Є—Б–Ї—А–µ—В–љ—Л–µ —Ж–≤–µ—В–∞ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є.
–° —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–є —В–Њ—З–Ї–Є –Ј—А–µ–љ–Є—П, –і–ї—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є –љ–µ–±–Њ–ї—М—И–Є—Е —А–∞–Ј–Љ–µ—А–Њ–≤, –љ–µ —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Б–ї–Є—И–Ї–Њ–Љ –Љ–µ–ї–Ї–Є–µ –Є–ї–Є —Б–ї–Є—И–Ї–Њ–Љ –Ї—А—Г–њ–љ—Л–µ —Д—А–∞–Ї—Ж–Є–Є –њ–Њ–Љ–Њ–ї–∞ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Н–Љ–∞–ї–µ–є, —З—В–Њ –±—Л–ї–Њ –њ–Њ–і—А–Њ–±–љ–Њ –Њ–њ–Є—Б–∞–љ–Њ –≤—Л—И–µ. –Э–Њ –њ—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –±–Њ–ї–µ–µ –Ї—А—Г–њ–љ—Л—Е –Є–Ј–і–µ–ї–Є–є (–њ–∞–љ–љ–Њ –Є —В.–њ.), –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –Ї—А—Г–њ–љ–Њ —А–∞–Ј–Љ–Њ–ї–Њ—В—Л–µ —Б—В–µ–Ї–ї–Њ–Љ–∞—В–µ—А–Є–∞–ї—Л, –≤–њ–ї–Њ—В—М –і–Њ –≤–Ї–ї—О—З–µ–љ–Є—П –≤ —Н–Љ–∞–ї–µ–≤—Л–є —Б–ї–Њ–є –Њ—В–і–µ–ї—М–љ—Л—Е —Б—В–µ–Ї–ї—П–љ–љ—Л—Е –±—Г—Б–Є–љ –Є –Ї—Г—Б–Њ—З–Ї–Њ–≤ —Б–Љ–∞–ї—М—В—Л
–°—В–µ–њ–µ–љ—М –Њ—З–Є—Б—В–Ї–Є —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ—А–Њ—И–Ї–∞ –Њ—В –њ—Л–ї–µ–≤–Є–і–љ—Л—Е —Д—А–∞–Ї—Ж–Є–є –Є –њ–Њ—Б—В–Њ—А–Њ–љ–љ–Є—Е –≤–Ї–ї—О—З–µ–љ–Є–є. –≠—В–Њ—В —Д–∞–Ї—В–Њ—А –Є–Љ–µ–µ—В –љ–∞–Є–±–Њ–ї—М—И–µ–µ –Ј–љ–∞—З–µ–љ–Є–µ –њ—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –љ–µ–±–Њ–ї—М—И–Є—Е —О–≤–µ–ї–Є—А–љ—Л—Е —Г–Ї—А–∞—И–µ–љ–Є–є, –≥–і–µ –±—Г–і—Г—В –±—А–Њ—Б–∞—В—М—Б—П –≤ –≥–ї–∞–Ј–∞ –і–µ—Д–µ–Ї—В—Л, –≤—Л–Ј–≤–∞–љ–љ—Л–µ –Є–љ–Њ—А–Њ–і–љ—Л–Љ–Є –њ—А–Є–Љ–µ—Б—П–Љ–Є –≤ —Б–Њ—Б—В–∞–≤–µ —Н–Љ–∞–ї–Є –Њ—А–≥–∞–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –Є –љ–µ–Њ—А–≥–∞–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –њ—А–Њ–Є—Б—Е–Њ–ґ–і–µ–љ–Є—П. –І—В–Њ–±—Л –Є–Ј–±–µ–ґ–∞—В—М –њ–Њ–њ–∞–і–∞–љ–Є–µ –њ—Л–ї–Є –Є –Є–љ–Њ—А–Њ–і–љ—Л—Е —З–∞—Б—В–Є—Ж –≤ —Н–Љ–∞–ї–µ–≤—Л–µ —Б–Њ—Б—В–∞–≤—Л, —А–∞–Ј–Љ–Њ–ї–Њ—В–∞—П —Н–Љ–∞–ї—М –і–Њ–ї–ґ–љ–∞ —Е—А–∞–љ–Є—В—М—Б—П –≤ –њ–ї–Њ—В–љ–Њ –Ј–∞–Ї—А—Л—В—Л—Е –µ–Љ–Ї–Њ—Б—В—П—Е, –∞ –њ—А–Є —А–∞–±–Њ—В–µ —Б —Н–Љ–∞–ї—М—О —В—А–µ–±—Г–µ—В—Б—П —Б–ї–µ–і–Є—В—М –Ј–∞ —З–Є—Б—В–Њ—В–Њ–є —А–∞–±–Њ—З–µ–≥–Њ –Љ–µ—Б—В–∞ –Є –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л—Е –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–≤. –Ґ–∞–Ї–ґ–µ —Б–ї–µ–і—Г–µ—В —В—Й–∞—В–µ–ї—М–љ–Њ —Б–ї–µ–і–Є—В—М –Ј–∞ —З–Є—Б—В–Њ—В–Њ–є —Б—В–µ–Ї–ї–Њ–Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –њ–µ—А–µ–і —А–∞–Ј–Љ–∞–ї—Л–≤–∞–љ–Є–µ–Љ —Н–Љ–∞–ї–Є.
–°—В–µ–њ–µ–љ—М —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–µ—А–µ–і –њ–Њ–≤—В–Њ—А–љ—Л–Љ –Њ–±–ґ–Є–≥–Њ–Љ –Є —Б—В–µ–њ–µ–љ—М –Њ—З–Є—Б—В–Ї–Є –µ–µ –Њ—В —З–∞—Б—В–Є—Ж –∞–±—А–∞–Ј–Є–≤–∞, –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ–Њ–≥–Њ –і–ї—П —И–ї–Є—Д–Њ–≤–Ї–Є. –Я—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –њ–µ—А–µ–≥–Њ—А–Њ–і—З–∞—В—Л—Е —Н–Љ–∞–ї–µ–є –≤ «—Б—А–µ–і–љ–µ–≤–µ–Ї–Њ–≤–Њ–є» —В–µ—Е–љ–Є–Ї–µ, –Ї–Њ–≥–і–∞ —Б–ї–Њ–є —Н–Љ–∞–ї–Є –њ–Њ—Б—В–µ–њ–µ–љ–љ–Њ —Б–Њ—И–ї–Є—Д–Њ–≤—Л–≤–∞–µ—В—Б—П –≤–Љ–µ—Б—В–µ —Б –њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–∞–Љ–Є, —Б–ї–µ–і—Г–µ—В —Б–ї–µ–і–Є—В—М, —З—В–Њ–±—Л –њ—А–Є —Б–Њ—И–ї–Є—Д–Њ–≤—Л–≤–∞–љ–Є–Є –Є–Ј–і–µ–ї–Є–є –љ–∞ –њ—А–Њ–Љ–µ–ґ—Г—В–Њ—З–љ—Л—Е —Б—В–∞–і–Є—П—Е, –њ–µ—А–µ–і –Њ—З–µ—А–µ–і–љ—Л–Љ –Њ–±–ґ–Є–≥–Њ–Љ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Н–Љ–∞–ї–Є –±—Л–ї–∞ –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ –≥–ї–∞–і–Ї–Њ–є, –±–µ–Ј –Ј–∞–Љ–µ—В–љ—Л—Е —Ж–∞—А–∞–њ–Є–љ –Є –љ–µ—А–Њ–≤–љ–Њ—Б—В–µ–є. –≠—В–Њ –Њ—Б–Њ–±–µ–љ–љ–Њ –≤–∞–ґ–љ–Њ –њ—А–Є –≥–ї—П–љ—Ж–µ–≤–Њ–Љ («–Њ–≥–љ–µ–љ–љ–Њ–Љ») –њ–Њ–ї–Є—А–Њ–≤–∞–љ–Є–Є. –Ф–ї—П —Н—В–Њ–≥–Њ —И–ї–Є—Д–Њ–≤–∞–љ–Є–µ –і–Њ–ї–ґ–љ–Њ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М—Б—П —Б –њ–Њ—Б—В–µ–њ–µ–љ–љ—Л–Љ —Г–Љ–µ–љ—М—И–µ–љ–Є–µ–Љ –Ј–µ—А–љ–Є—Б—В–Њ—Б—В–Є –∞–±—А–∞–Ј–Є–≤–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –Є —В—Й–∞—В–µ–ї—М–љ–Њ–є –њ—А–Њ–Љ—Л–≤–Ї–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ—А–Њ—В–Њ—З–љ–Њ–є –≤–Њ–і–Њ–є –њ–Њ—Б–ї–µ —И–ї–Є—Д–Њ–≤–∞–љ–Є—П. –Т –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ (–њ—А–Є –љ–µ–і–Њ—Б—В–∞—В–Њ—З–љ–Њ –≥–ї–∞–і–Ї–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –Њ—Б–Њ–±–µ–љ–љ–Њ –њ—А–Є –љ–∞–ї–Є—З–Є–Є –Ј–∞–Љ–µ—В–љ—Л—Е —Ж–∞—А–∞–њ–Є–љ –Є —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В–µ–є) –њ–Њ—Б–ї–µ –Њ–±–ґ–Є–≥–∞ –Є–Ј–і–µ–ї–Є—П –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Н–Љ–∞–ї–Є –Љ–Њ–≥—Г—В –љ–∞–±–ї—О–і–∞—В—М—Б—П –і–µ—Д–µ–Ї—В—Л –≤ –≤–Є–і–µ –±–µ–ї–µ—Б—Л—Е «–њ–Њ—В–µ—А—В–Њ—Б—В–µ–є» –љ–∞ –Љ–µ—Б—В–µ —Ж–∞—А–∞–њ–Є–љ –Є —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В–µ–є. –Я—А–Є –љ–µ–і–Њ—Б—В–∞—В–Њ—З–љ–Њ —В—Й–∞—В–µ–ї—М–љ–Њ–Љ –њ—А–Њ–Љ—Л–≤–∞–љ–Є–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Б–Њ—И–ї–Є—Д–Њ–≤–∞–љ–љ–Њ–є —Н–Љ–∞–ї–Є –Њ—В –Љ–Є–Ї—А–Њ—З–∞—Б—В–Є—Ж –∞–±—А–∞–Ј–Є–≤–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤, –Љ–µ–ї–Ї–Є–µ —З–∞—Б—В–Є—Ж—Л –∞–±—А–∞–Ј–Є–≤–∞ –Љ–Њ–≥—Г—В –Ј–∞–±–Є–≤–∞—В—М—Б—П –≤ –њ–Њ—А—Л —Н–Љ–∞–ї–Є –Є —В–∞–Ї–ґ–µ –≤—Л–Ј—Л–≤–∞—В—М —Ж–≤–µ—В–Њ–≤—Л–µ –і–µ—Д–µ–Ї—В—Л —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П.
6.3. {C}–Ш—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ —Н–Ї—Б–њ–µ—А–Є–Љ–µ–љ—В–∞–ї—М–љ—Л—Е —Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј—Г—О—Й–Є—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –≤ –Ї–∞—З–µ—Б—В–≤–µ –Њ—Б–љ–Њ–≤—Л –њ–Њ–і —А–∞—Б–њ–Є—Б–љ—Л–µ –Є –ґ–Є–≤–Њ–њ–Є—Б–љ—Л–µ —Н–Љ–∞–ї–Є
–Т –Ї–∞—З–µ—Б—В–≤–µ —Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј—Г—О—Й–Є—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –Ј–і–µ—Б—М –Є –і–∞–ї–µ–µ –њ–Њ–і—А–∞–Ј—Г–Љ–µ–≤–∞—О—В—Б—П –Ї–Њ–Љ–њ–Њ–Ј–Є—Ж–Є–Є –Є–Ј –љ–µ–Ї–Њ—В–Њ—А—Л—Е —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Б—В–µ–Ї–Њ–ї –Є –±–Є—Б–µ—А–∞ –≤ —А–∞–Ј–ї–Є—З–љ—Л—Е —Б–Њ–Њ—В–љ–Њ—И–µ–љ–Є—П—Е –Є–ї–Є —З–Є—Б—В–Њ–Љ –≤–Є–і–µ. –Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –њ–ї–∞–≤–ї–µ–љ–Є—П —В–∞–Ї–Є—Е –Ї–Њ–Љ–њ–Њ–Ј–Є—Ж–Є–є, –і–Њ—Б—В–∞—В–Њ—З–љ–∞—П –і–ї—П —Б–њ–ї–Њ—И–љ–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –Љ–µ–і–љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Є –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–≥–Њ –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ –Њ–±–ґ–Є–≥–∞ —А–Є—Б—Г–љ–Ї–∞, –љ–∞–љ–µ—Б–µ–љ–љ–Њ–≥–Њ –Ї–µ—А–∞–Љ–Є—З–µ—Б–Ї–Є–Љ–Є –љ–∞–і–≥–ї–∞–Ј—Г—А–љ—Л–Љ–Є –Ї—А–∞—Б–Ї–∞–Љ–Є, –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ—А–µ–і–µ–ї–∞—Е 740 – 850º–°.
–Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–є –њ—А–Њ—Ж–µ—Б—Б –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –Њ—Б–љ–Њ–≤—Л –і–ї—П –ґ–Є–≤–Њ–њ–Є—Б–љ–Њ–є —Н–Љ–∞–ї–Є —Б –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ–Љ —Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј—Г—О—Й–Є—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤:
– –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Є–Ј –ї–Є—Б—В–∞ –Љ–µ–і–Є –Љ–∞—А–Ї–Є –Ь1, –Ј–∞–і–∞–љ–љ–Њ–є —Д–Њ—А–Љ—Л –Є —А–∞–Ј–Љ–µ—А–∞;
– –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–∞—П –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞ (—Б–Њ–Ј–і–∞–љ–Є–µ —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є);
– –њ—А–Њ–Ї–ї–∞–і–Ї–∞ –Ї–Њ–љ—В—А—Н–Љ–∞–ї–Є –Є–Ј —Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј—Г—О—Й–µ–≥–Њ —Б–Њ—Б—В–∞–≤–∞. –Ю–±–ґ–µ–≥ –≤ –Љ—Г—Д–µ–ї–µ –њ—А–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ 850 - 900 °–°;
– –њ–Њ—Б–ї–µ –Њ—Е–ї–∞–ґ–і–µ–љ–Є—П –њ–Њ–≤—В–Њ—А–љ–∞—П –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–∞—П –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ —В–µ–њ–µ—А—М –ї–Є—Ж–µ–≤–Њ–є —Б—В–Њ—А–Њ–љ—Л –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–µ—В–∞–ї–ї–∞;
– –њ—А–Њ–Ї–ї–∞–і–Ї–∞ —Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј—Г—О—Й–µ–≥–Њ —Б–Њ—Б—В–∞–≤–∞ (—И–ї–Є–Ї–µ—А–∞). –Ю–±–ґ–Є–≥. –Ъ–Њ–ї–Є—З–µ—Б—В–≤–Њ –Њ–±–ґ–Є–≥–Њ–≤ –ї–Є—Ж–µ–≤–Њ–є —Б—В–Њ—А–Њ–љ—Л –Ј–∞–≤–Є—Б–Є—В –Њ—В —В—А–µ–±–Њ–≤–∞–љ–Є—П –Ї –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є. (–Ш–і–µ–∞–ї—М–љ–Њ –≥–ї–∞–і–Ї–∞—П –Є–ї–Є —Б –ї–µ–≥–Ї–Њ–є —И–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В—М—О).
–Я–Њ—Б–ї–µ —В–Њ–≥–Њ –Ї–∞–Ї –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –њ–Њ–і–≥–Њ—В–Њ–≤–ї–µ–љ–∞ –Љ–Њ–ґ–љ–Њ –њ—А–Є—Б—В—Г–њ–∞—В—М –Ї —А–Њ—Б–њ–Є—Б–Є. –°–њ–Њ—Б–Њ–± –љ–∞–љ–µ—Б–µ–љ–Є—П —А–Є—Б—Г–љ–Ї–∞ –Ї–µ—А–∞–Љ–Є—З–µ—Б–Ї–Є–Љ–Є –љ–∞–і–≥–ї–∞–Ј—Г—А–љ—Л–Љ–Є –Ї—А–∞—Б–Ї–∞–Љ–Є –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Є–Ј —Б—В–µ–Ї–ї–Њ–Њ–±—А–∞–Ј—Г—О—Й–µ–≥–Њ —Б–Њ—Б—В–∞–≤–∞ –љ–µ –Њ—В–ї–Є—З–∞–µ—В—Б—П –Њ—В –Љ–µ—В–Њ–і–∞ –љ–∞–љ–µ—Б–µ–љ–Є—П —А–Є—Б—Г–љ–Ї–∞ –љ–∞ —Н–Љ–∞–ї–µ–≤—Г—О –Њ—Б–љ–Њ–≤—Г. –Ґ—А–µ–±—Г–µ—В —В–∞–Ї–Њ–є –ґ–µ —З–µ—В–Ї–Њ—Б—В–Є –Є —З–Є—Б—В–Њ—В—Л —А–∞–±–Њ—В—Л. –Ю—Б–љ–Њ–≤–љ—Л–Љ —В—А–µ–±–Њ–≤–∞–љ–Є–µ–Љ –њ—А–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–Є –љ–µ—В—А–∞–і–Є—Ж–Є–Њ–љ–љ—Л—Е —Б–Њ—Б—В–∞–≤–Њ–≤ —П–≤–ї—П–µ—В—Б—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –њ–∞–ї–Є—В—А—Л —Б –Ї–µ—А–∞–Љ–Є—З–µ—Б–Ї–Є–Љ–Є –љ–∞–і–≥–ї–∞–Ј—Г—А–љ—Л–Љ–Є –Ї—А–∞—Б–Ї–∞–Љ–Є. –Ф–ї—П –Ї–∞–ґ–і–Њ–є –љ–Њ–≤–Њ–є –Њ—Б–љ–Њ–≤—Л –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–∞ –љ–Њ–≤–∞—П –њ–∞–ї–Є—В—А–∞, —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞, –≤—А–µ–Љ—П –Є –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –Њ–±–ґ–Є–≥–Њ–≤ –і–Њ–ї–ґ–љ—Л —Б–Њ–≤–њ–∞–і–∞—В—М —Б —Г—Б–ї–Њ–≤–Є—П–Љ–Є –Њ–±–ґ–Є–≥–Њ–≤ —З–Є—Б—В–Њ–≤–Њ–≥–Њ –Є–Ј–і–µ–ї–Є—П.
–Т–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –љ–µ—В—А–∞–і–Є—Ж–Є–Њ–љ–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –і–ї—П —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П –µ—Й–µ –Љ–∞–ї–Њ–Є–Ј—Г—З–µ–љ—Л –Є –Њ—В–Ї—А—Л–≤–∞—О—В —И–Є—А–Њ–Ї–Є–µ –њ–µ—А—Б–њ–µ–Ї—В–Є–≤—Л –і–ї—П –і–∞–ї—М–љ–µ–є—И–Є—Е –Є—Б—Б–ї–µ–і–Њ–≤–∞–љ–Є–є. –Э–Њ –Љ–Њ–ґ–љ–Њ —Б–Љ–µ–ї–Њ –Ј–∞—П–≤–ї—П—В—М –Њ —В–Њ–Љ, —З—В–Њ –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ –≤ –Ї–∞—З–µ—Б—В–≤–µ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е —Н–Љ–∞–ї–µ–є —Б—В–µ–Ї–ї–Њ–Љ–∞—В–µ—А–Є–∞–ї–Њ–≤, –Є–Ј–љ–∞—З–∞–ї—М–љ–Њ –љ–µ –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–љ—Л—Е –і–ї—П —Н—В–Њ–є —Ж–µ–ї–Є –Њ–њ—А–∞–≤–і–∞–љ–Њ –Є –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ–Њ–ї—Г—З–∞—В—М –љ–µ —В–Њ–ї—М–Ї–Њ –љ–Њ–≤—Л–µ –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–µ —Н—Д—Д–µ–Ї—В—Л, –љ–Њ –Є –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В –Є–љ—В–µ—А–µ—Б —Б —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Њ–є —В–Њ—З–Ї–Є –Ј—А–µ–љ–Є—П.
–°–њ–Є—Б–Њ–Ї –ї–Є—В–µ—А–∞—В—Г—А—Л
- –С—А–µ–њ–Њ–ї—М –≠. –•—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–µ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–µ. / –≠—А—Е–∞—А–і –С—А–µ–њ–Њ–ї—М; - –Ы. –Ь.: «–Ь–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є–µ» 1986 - 127 —Б.
2. –Т–∞—А–≥–Є–љ –Т.–Т. –Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—П —Н–Љ–∞–ї–Є –Є —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є—П –Љ–µ—В–∞–ї–ї–Њ–≤. / –Т–∞—А–≥–Є–љ –Т.–Т. - –Ь. “–°—В—А–Њ–є–Є–Ј–і–∞—В” 1965. - 316—Б.
3. –У–Є–ї–Њ–і–Њ –Р.–Р. –†—Г—Б—Б–Ї–∞—П —Н–Љ–∞–ї—М XIX-XX –≤–≤. / –У–Є–ї–Њ–і–Њ –Р.–Р. - –Ь.: 1996. - 196 —Б.
4. –Ы–∞—Ж–µ—В—В–Є –Р.–У. –Ш–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Б—В–µ–Ї–ї–∞. / –Ы–∞—Ж–µ—В—В–Є –Р.–У. –Э–µ—Б—В–µ—А–љ–Ї–Њ –Ь.–Ы. - –Ь.: 1986.
5. –Э–µ–Ї—А–∞—Б–Њ–≤–∞ –Х.–Э. –Ы–∞–Ј—Г—А—М –Є –Ј–Њ–ї–Њ—В–Њ –Ы–Є–Љ–Њ–ґ–∞. –Ъ–∞—В–∞–ї–Њ–≥ –≤—Л—Б—В–∞–≤–Ї–Є. / –Э–µ–Ї—А–∞—Б–Њ–≤–∞ –Х.–Э. - –°–Я–±.: «–Ш–Ј–і–∞—В–µ–ї—М—Б—В–≤–Њ –У–Њ—Б—Г–і–∞—А—Б—В–≤–µ–љ–љ–Њ–≥–Њ –≠—А–Љ–Є—В–∞–ґ–∞» 2009 – 182 —Б.
6. –Ю—З–µ—А–Ї –Њ –њ—А–Њ–Є—Б—Е–Њ–ґ–і–µ–љ–Є–Є –Є —А–∞–Ј–≤–Є—В–Є–Є —Н–Љ–∞–ї–µ–≤–Њ–≥–Њ –Љ–∞—Б—В–µ—А—Б—В–≤–∞ –≤ —Б–≤—П–Ј–Є —Б–Њ —Б—В–µ–Ї–ї–Њ–і–µ–ї–Є–µ–Љ –Є –Ї–µ—А–∞–Љ–Є–Ї–Њ–є. –Ґ—А—Г–і—Л –љ–∞—Г—З–љ–Њ-–Є—Б—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М—Б–Ї–Њ–≥–Њ –Ї–µ—А–∞–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ –Є–љ—Б—В–Є—В—Г—В–∞. –Т—Л–њ. 3. - –Ы.: 1926.
7. –Я—Г–њ–∞—А–µ–≤ –Р.–Р. –•—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–∞—П —Н–Љ–∞–ї—М. / –Я—Г–њ–∞—А–µ–≤ –Р.–Р. - –Ь.: 1948. - 57 —Б.
8. –†—Г—Б—Б–Ї–∞—П —Н–Љ–∞–ї—М XII- –љ–∞—З–∞–ї–∞ XX –≤–µ–Ї–∞ –Є–Ј —Б–Њ–±—А–∞–љ–Є—П –≥–Њ—Б—Г–і–∞—А—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Н—А–Љ–Є—В–∞–ґ–∞. –Ы. «—Е—Г–і–Њ–ґ–љ–Є–Ї –†–°–§–°–†» 1987 – 258 —Б.
9. –≠–Љ–∞–ї–Є —О–≤–µ–ї–Є—А–љ—Л–µ. –Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ —Г—Б–ї–Њ–≤–Є—П. - –Ь.: –Ь–Є–љ–Є—Б—В–µ—А—Б—В–≤–Њ –ї–µ–≥–Ї–Њ–є –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ—Б—В–Є –†–°–§–°–† 1980 –≥.
[1]{C} –Я—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ —Н–Љ–∞–ї–Є –Є–Љ–µ–µ—В —Б—Е–Њ–і–љ—Л–µ –њ—А–Њ—Ж–µ—Б—Б—Л —Б –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ–Љ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Б—В–µ–Ї–ї–∞, —Н—В–Є –Љ–∞—В–µ—А–Є–∞–ї—Л –Є–Љ–µ—О—В –њ–Њ–і–Њ–±–љ—Л–µ —Д–Є–Ј–Є–Ї–Њ-—Е–Є–Љ–Є—З–µ—Б–Ї–Є–µ —Б–≤–Њ–є—Б—В–≤–∞. –Ю—Б–љ–Њ–≤–љ–Њ–µ –Њ—В–ї–Є—З–Є–µ –≤ —В–Њ–Љ, —З—В–Њ, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, —Н–Љ–∞–ї—М –љ–∞–љ–Њ—Б–Є—В—Б—П –љ–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї—Г—О –њ–Њ–і–ї–Њ–ґ–Ї—Г, —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ –µ–µ —Б–≤–Њ–є—Б—В–≤–∞ –Њ–њ—А–µ–і–µ–ї—П—О—В—Б—П –µ—Й–µ –Є —Б–≤–Њ–є—Б—В–≤–∞–Љ–Є –њ–Њ–і–ї–Њ–ґ–Ї–Є. –°—В–µ–Ї–ї–Њ –Є —Б–Љ–∞–ї—М—В–∞, –љ–∞–њ–ї–∞–≤–ї–µ–љ–љ—Л–µ –љ–∞ –Љ–µ—В–∞–ї–ї —В–∞–Ї–ґ–µ –Љ–Њ–≥—Г—В –љ–∞–Ј—Л–≤–∞—В—М—Б—П —Н–Љ–∞–ї—П–Љ–Є.
[2]{C} –Ъ—А–∞—Б–Є—В–µ–ї–Є –≤—Б–µ–≥–і–∞ –≤–≤–Њ–і—П—В—Б—П –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ –≤ —И–Є—Е—В—Г —Н–Љ–∞–ї–Є –њ—А–Є –≤–∞—А–Ї–µ, –њ–Є–≥–Љ–µ–љ—В—Л, –≤ –љ–µ–Ї–Њ—В–Њ—А—Л—Е —Б–ї—Г—З–∞—П—Е –Љ–Њ–≥—Г—В –і–Њ–±–∞–≤–ї—П—В—М—Б—П –≤ —А–∞–Ј–Љ–Њ–ї–Њ—В—Г—О —Н–Љ–∞–ї—М. –Т –і–∞–љ–љ–Њ–Љ —В–µ–Ї—Б—В–µ –Ї—А–∞—Б–Є—В–µ–ї—П–Љ–Є –љ–∞–Ј—Л–≤–∞—О—В—Б—П –≤–µ—Й–µ—Б—В–≤–∞, –≤—Л–Ј—Л–≤–∞—О—Й–Є–µ –Ї–Њ–ї–ї–Њ–Є–і–љ–Њ–µ –Њ–Ї—А–∞—И–Є–≤–∞–љ–Є–µ, –∞ –њ–Є–≥–Љ–µ–љ—В–∞–Љ–Є – –Є–Њ–љ–љ–Њ–µ.
[3]{C} –£—З–µ—Б—В—М –≤—Б–µ —Д–∞–Ї—В–Њ—А—Л, –≤–ї–Є—П—О—Й–Є–µ –љ–∞ –≤—П–Ј–Ї–Њ—Б—В—М —Н–Љ–∞–ї–Є –њ—А–∞–Ї—В–Є—З–µ—Б–Ї–Є –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –њ–Њ—Н—В–Њ–Љ—Г –Ї–Њ–љ–Ї—А–µ—В–љ—Л–є –≤—Л–≤–Њ–і –Њ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –Є –≤—П–Ј–Ї–Њ—Б—В–Є —Н–Љ–∞–ї–Є –Љ–Њ–ґ–µ—В –±—Л—В—М –њ–Њ–ї—Г—З–µ–љ —В–Њ–ї—М–Ї–Њ —Н–Љ–њ–Є—А–Є—З–µ—Б–Ї–Є–Љ –њ—Г—В–µ–Љ.
[4]{C} –Ь—Г—Д–µ–ї—М – —Н—В–Њ —В–µ—А–Љ–Њ—Б—В–Њ–є–Ї–∞—П –Ї–∞–Љ–µ—А–∞ –і–ї—П –Њ–±–ґ–Є–≥–∞, —А–∞–Ј–Њ–≥—А–µ–≤–∞–µ–Љ–∞—П —Б–љ–∞—А—Г–ґ–Є —Б –њ–Њ–Љ–Њ—Й—М—О –љ–∞–≥—А–µ–≤–∞—В–µ–ї—М–љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤.
[5]{C} –Ю—В —Д—А–∞–љ—Ж—Г–Ј—Б–Ї–Њ–≥–Њ cloison (–њ–µ—А–µ–≥–Њ—А–Њ–і–Ї–∞).
[6]{C} –Ґ—А–∞–≥–∞–љ—В-–Ї–ї–µ–є —А–∞—Б—В–Є—В–µ–ї—М–љ–Њ–≥–Њ –њ—А–Њ–Є—Б—Е–Њ–ґ–і–µ–љ–Є—П, –Ї–Њ—В–Њ—А—Л–є —В—А–∞–і–Є—Ж–Є–Њ–љ–љ–Њ –њ—А–Є–Љ–µ–љ—П–µ—В—Б—П –≤ —Н–Љ–∞–ї–Є—А–Њ–≤–∞–љ–Є–Є. –Ю–љ –≤—Л–≥–Њ—А–∞–µ—В –±–µ–Ј –Њ—Б—В–∞—В–Ї–∞ –Є –љ–µ —А–µ–∞–≥–Є—А—Г–µ—В —Б —Н–Љ–∞–ї—М—О.
[7]{C} –Ю—В —Д—А–∞–љ—Ж—Г–Ј—Б–Ї–Њ–≥–Њ champ leve’ (–≤–Ј–Њ—И–µ–і—И–µ–µ –њ–Њ–ї–µ).
–Ю–њ—Г–±–ї–Є–Ї–Њ–≤–∞–љ–Њ:
–Ч–і–µ—Б—М –Љ–Њ–ґ–љ–Њ –њ—А–Є–Њ–±—А–µ—Б—В–Є –Є–Ј–і–µ–ї–Є—П —Б –≥–Њ—А—П—З–µ–є —Н–Љ–∞–ї—М—О
–Э–∞–ґ–Љ–Є—В–µ –і–ї—П –њ–µ—А–µ—Е–Њ–і–∞: